

Оборудование для производства ванн
При производстве ванн из чугуна применяется литье, из стали – штамповка, из акрила – вакуумная формовка. Для каждой указанной технологии необходим соответствующий набор оборудования.
Для чугунного производства потребуется:
- плавильная печь;
- формы для заливки;
- камера для охлаждения;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Линия по изготовлению ванн из стальных листов включает:
- транспортер;
- гидравлический пресс;
- режущее устройство;
- аппарат для загибания;
- сварочный аппарат;
- конвейер;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
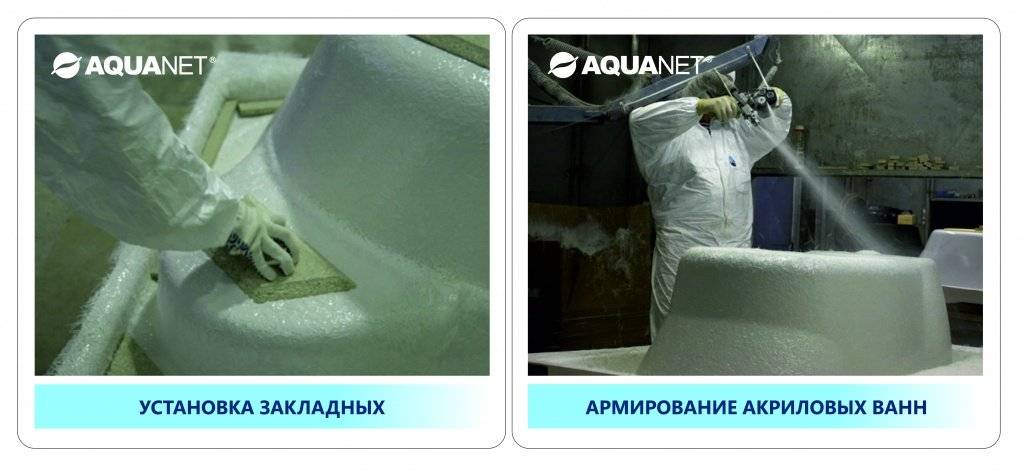
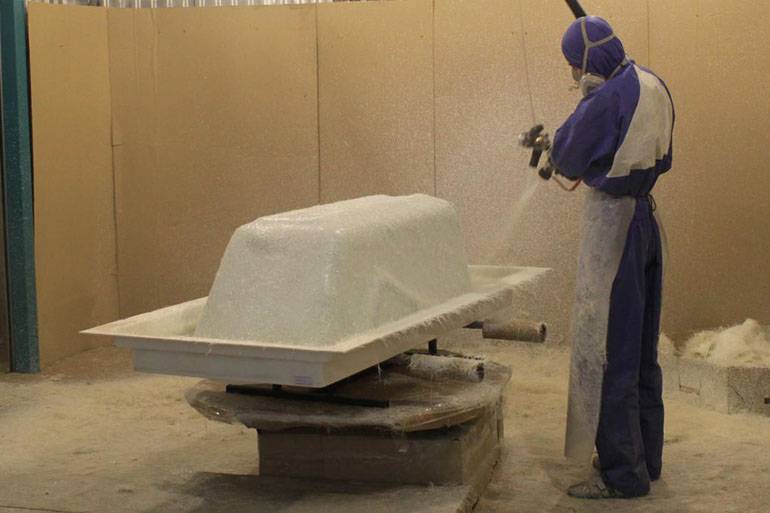
Для выпуска ванн из акрила потребуется только вакуум-формовочная машина, формы необходимой конфигурации и установка для напыления армирующего состава.
Видео работы такой машины:
Цены начинаются примерно от 30 000$.
Следует отметить, что для напыления используется другой вид оборудования – установка для напыления смолы и рубленного стеклоровинга. Эта установка выполняет следующие действия:
- подготавливает связующее (равномерно смешивает смолу и отвердитель в заданной пропорции),
- захватывает стеклянную нить и рубит её на короткие отрезки (чопсы),
- добавляет чопсы к связующему и напыляет эту смесь на матрицу.
Ознакомительное видео от компании MVP – крупнейшего производителя:
Современное вакуум-формовочное оборудование позволяет создать разные формы акриловых ванн и декоративных экранов любой сложности. Помимо ванн, с помощью такого вакуум-формовочного оборудования производится большинство элементов душевых кабин, вплоть до прозрачных створок душевых кабин из полиэтилентерефталата. Главной особенностью этого вакуум-формовочного оборудования является возможность позитивного, негативного и комбинированного формования. А за счет наличия двухстороннего нагрева заготовки значительно увеличивается производительность оборудования.
Положительные свойства акриловой ванны
К несомненным достоинствам емкости из акрила относятся:
современный дизайн;
прочность;
высокая устойчивость к повреждениям, царапинам;
препятствование скоплению и размножению бактерий;
средний вес;
низкая теплопроводность;
подавление шума.
Акриловые емкости имеют оригинальный дизайн и комфортны в использовании, что является их преимуществом перед другими. При этом форма, вместительность, расцветка сантехники могут быть самыми различными. В магазинах встречаются круглые, шестигранные, прямоугольные, квадратные, угловые ванны. Сантехника может быть дополнена прозрачными вставками, гидро- и аэромассажем и прочими приспособлениями.
Емкости из акрила обладают более высокой прочностью. В ходе многочисленных исследований учеными было доказано, что данное покрытие способно выдержать удар душевой лейки или банки со средством по уходу за кожей, упавших с высоты 1,5 м.
Ванны устойчивы к механическим повреждениям, однако существует риск появления сколов. Большие участки покрытия можно отреставрировать специальными полиролями (например, жидким акрилом). Небольшие повреждения хорошо маскируются средствами по уходу за автомобилем.
Акриловая сантехника имеет минимальную пористость — на поверхности прибора не будут появляться грибки, бактерии, дрожжи и другие микроорганизмы. В продаже есть ванны с антибактериальным покрытием.
В отличие от других материалов, акрил позволяет горячей воде долгое время сохранять изначальную температуру. В течение 30 минут жидкость в акриловой емкости остывает на 1°C, в чугунной — на 6°C.
Акрил подавляет шум от льющейся воды, что гарантирует комфорт во время гигиенических процедур.
Подготовительные работы
Инструменты, расходные материалы должны быть в пределах досягаемости на момент подготовки и нанесения.
Внимание уделяют тщательности предварительной обработки, которая включает процедуры:
- зачистка старого слоя, сбивание глянца с поверхности;
- обезжиривание специальными препаратами;
- смешивание двухкомпонентного материала, подготовка его к нанесению.
Инструменты и материалы
 Состав с отвердителем продают в разных емкостях. Их не нужно открывать, пока вся подготовка не будет закончена. Помимо этого, понадобится наждачная бумага разной крупности. Для жесткой чистки подойдет № 40, 60, а финишную обработку слоя делают № 120 – 240. Наждак удобно закрепить на деревянном бруске (прибить гвоздями) или завести в специальный станок для сеточек.
Состав с отвердителем продают в разных емкостях. Их не нужно открывать, пока вся подготовка не будет закончена. Помимо этого, понадобится наждачная бумага разной крупности. Для жесткой чистки подойдет № 40, 60, а финишную обработку слоя делают № 120 – 240. Наждак удобно закрепить на деревянном бруске (прибить гвоздями) или завести в специальный станок для сеточек.
Можно использовать электрический инструмент. Берут болгарку с насадкой под наждачные круги. Для электродрели также существуют специальные насадки, на которые наклеивают наждачные диски на липучках.
Другие инструменты:
- плоскогубцы, отвертка (крестовая);
- электрический строительный фен, фонарик;
- небольшая емкость (стакан) для наливания;
- шпатель металлический и резиновый;
- респиратор, резиновые перчатки, спецовка.
Потребуется обезжиривающее средство. Хорошо подходит растворитель на основе ацетона (№647, 648). Используют моющее для посуды и щавелевую кислоту. Готовят шпаклевку по эмали (готовую в тюбиках или небольших банках), герметик.
Очистка ванны и снятие глянца
Покрытие чугунной ванны обрабатывают наждачными кругами. Эмаль прочищают до тех пор, пока на ней не останется глянца
Уделяют внимание желтым участкам, очищают до снятия цвета, но так, чтобы слой не удалять полностью
Порядок работы:
- Неровности и острые края отслоившихся пятен зачищают вровень с остальным покрытием.
- Трещины (мелкие) заделывают шпаклевкой по металлу, дожидаются высыхания, затем ошкуривают.
- Качество снятия проверяют, подсвечивая области фонариком — следят за появлением бликов, выявляют участки, плохо обработанные наждаком.
- Проверяют, проводя по стенкам ногтем — он не должен скользить, а только медленно тянуться по поверхности.
Обезжиривание поверхности и демонтаж сифона
 Если не обезжирить поверхность, наливная масса будет плохо приклеиваться, появятся пузырьки, которые испортят внешний вид и качество нового покрытия.
Если не обезжирить поверхность, наливная масса будет плохо приклеиваться, появятся пузырьки, которые испортят внешний вид и качество нового покрытия.
Порядок обезжиривания:
- Пыль со стенок и дна чаши убирают пылесосом, тщательно проходя все участки.
- Средство наносят новой поролоновой губкой или щеткой.
- Вокруг сливного и переливного отверстия используют кислоту, аммиак или ацетон.
- Препарат оставляют для воздействия на 15 минут.
- Смывают водой, вытирают насухо, просушивают феном.
С чаши демонтируют внутреннее крепление сифона, а под дном снимают и его. Также поступают с переливным отверстием. Если сифон не хочется снимать, области закрывают скотчем, но первый метод надежнее. Под сквозное отверстие подстилают газеты, чтобы акрил не попал на пол.









Подготовка акрила к нанесению
Банку с основной массой открывают, добавляют отвердитель, начинают перемешивать
Уделяют внимание всему раствору, а также веществу на стенках
Время работы зависит от вида материала:
- Пластол классический, премиум, стандарт мешают около 12 минут, затем оставляют на 3 минуты, снова смешивают 3 минуты.
- ЭкоВанну, Стакрил простой и профи смешивают 10 минут, после этого раствор можно использовать для заливки.
Используют пластиковую или деревянную палку длиной около 60 см (металл лучше не брать). Лучше, если приспособление будет плоским, а не круглым, а на конце — плоская часть в форме лопатки.
Можно добавлять колер для подкрашивания раствора в начале замешивания, чтобы все тщательно соединилось.
Сбыт и реклама
Производство ванн давно и хорошо развито в России. Большинство производителей работают длительное время и полностью обеспечивают потребность рынка. К тому же опыт в данной сфере позволяет значительно сократить издержки и снизить стоимость продукции. Для начинающего предпринимателя будет сложно обойти столь серьезных конкурентов. Единственным преимуществом может стать близкое расположение к непосредственным потребителям. Поэтому необходимо изучить конъюнктуру рынка своего и соседних регионов и при наличии поблизости крупных заводов подумать о целесообразности открытия нового предприятия.
Лучший вариант в этом случае – заняться изготовлением эксклюзивных изделий под заказ. Количество продаж может быть незначительным, но такое направление позволит занять свою нишу и обойти крупных конкурентов. Недостатком больших заводов является сложность перестройки производственного процесса, тогда как малое производство может быть очень гибким.
Также можно предложить покупателям более выгодные условия сделки:
Кроме того, обязательно нужно организовать рекламно-маркетинговую кампанию, используя все возможности интернет–рекламы, наружных и печатных рекламных носителей.
Технология изготовления

Качественная технология производства акриловых ванн не дешева
Изготовление акриловых ванн — это современный технологический процесс. Специальный сантехнический лист при помощи технологии формовки легко приобретает заданную форму. Потом заготовку армируют при помощи стекломата и пропитывают специальными смолами, придающими ванне нужную прочность.
Еще более крепкое изделие позволяет получить другая технология, по которой ванны не штампуют, а выливают. К этому способу прибегают только при выполнении индивидуального стандарта, когда необходимо уйти от серийного производства и получить эксклюзивную ванну или джакузи. Такой экземпляр дополняется листами ДСП там, где он будет соприкасаться с металлическим каркасом.
Очень часто акриловые ванны путают с пластмассовыми, покрытыми тонким слоем акрила. Вторые ничего общего не имеют с первыми, поэтому необходимо максимально внимательно выбирать готовое изделие.
Литье акрила технология — Все об утеплении и энергоэффективности

Акрил является полимерным материалом, который входит в состав многих красок и лаков. Учитывая его популярность, сегодня бизнес на производстве акрила может стать неплохим и достаточно прибыльным делом.
- С чего начать бизнес по производству акрила
- Акриловый камень
- Технология производства акрила
- Экструзионный метод
- Литьевая технология
- Сколько можно заработать на производстве акрила
- Сколько нужно денег для старта бизнеса
- Как выбрать оборудование для организации деятельности
- Какой ОКВЭД использовать для акрила
- Какие документы потребуются для создания бизнеса
- Какую систему налогообложения применить для бизнеса
- Нужно ли разрешение на производство акрила
Данный материал очень востребован в наше время, так как его широко используют при изготовлении красок и лаков. Кроме того, акрил применяется и при работе с мебелью. Положительных качеств у данного полимера много.
Он хорошо выдерживает сложные механические условия, ультрафиолетовое излучение, тепловую обработку и иные испытания. При небольшом удельном весе у акрила очень высокая прочность.
Какие документы потребуются для создания бизнеса
Оформить небольшой производственный цех оптимально в качестве индивидуального предпринимательства, предоставив в налоговую инспекцию копия паспорта, заявление и подтверждение утлаты госпошлины – квитанцию. Если планируется масштабное производство или бизнес организовывается несколькими людьми регистрируют ООО, подав дополнительно устав компании и решения всех учредителей.
Какую систему налогообложения применить для бизнеса
В независимости от выбора организационно-правовой формы рационально использовать УСН 6%, которая не требует подтверждения расходов компании. Налог рассчитывается исходя из сумы полученного дохода.
Юридическое оформление
Для ведения бизнеса по производству ванн необходимо зарегистрироваться в качестве ООО, . В заявлении для налоговой инспекции указываются коды ОКВЭД, соответствующие направлению деятельности:
- 22.23 – «Производство пластмассовых изделий, используемых в строительстве» (для акриловых ванн);
- 25.99.1 – «Производство металлических изделий для ванных комнат и кухни» (для чугунных и стальных ванн).
В качестве налогового режима можно выбрать УСН по ставке 15% от прибыли.
Требования к качеству ванн регламентируются положениями следующих ГОСТ:
- Р 50962-96 «Посуда и изделия хозяйственного назначения из пластмасс. Общие технические условия»;
- 18297-96 «Приборы санитарно-технические чугунные эмалированные. Технические условия»;
- 23695-2016 «Приборы санитарно-технические стальные эмалированные. Технические условия»;
- 9.104-79 «Единая система защиты от коррозии и старения (ЕСЗКС). Покрытия лакокрасочные. Группы условий эксплуатации»;
- 380-2005 «Сталь углеродистая обыкновенного качества. Марки».
При организации технологического процесса в производственном цеху необходимо соблюдать нормативы, установленные соответствующими актами:
- ГОСТ:
- 12.1.005-88 «Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны»;
- 12.3.030-83 «Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности»;
- 12.4.021-75 «Система стандартов безопасности труда. Системы вентиляционные. Общие требования»;
- 12.1.004-91 «Система стандартов безопасности труда. Пожарная безопасность. Общие требования»;
- 12.2.061-81 «Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам».
- Постановление Правительства РФ от 25.04.2012 № 390 «О противопожарном режиме».
- СанПиН:
- 2.2.4.548-96. 2.2.4. «Физические факторы производственной среды. Гигиенические требования к микроклимату производственных помещений. Санитарные правила и нормы»;
- 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления»;
- Санитарные нормы СН 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
Производство ванн из любого материала не подлежит лицензированию, обязательной сертификации и декларированию. Но получение добровольного сертификата, подтверждающего соответствие изделий требованиям указанных норм и стандартов, станет весомым конкурентным преимуществом.
Эмалировка ванны
Самый недорогой способ — покрытие ванны новой эмалью. Он подходит для чугунных и стальных ванн. Это покраска ванны с помощью кисти специальным водостойким составом. Эмаль помогает убрать шершавость, желтизну, ржавчину, небольшие царапины, трещины и сколы, но не справится с более крупными повреждениями и деформацией
Эмаль важно выбрать именно для ванн, потому что другие типы эмали выделяют ядовитые вещества при контакте с горячей водой
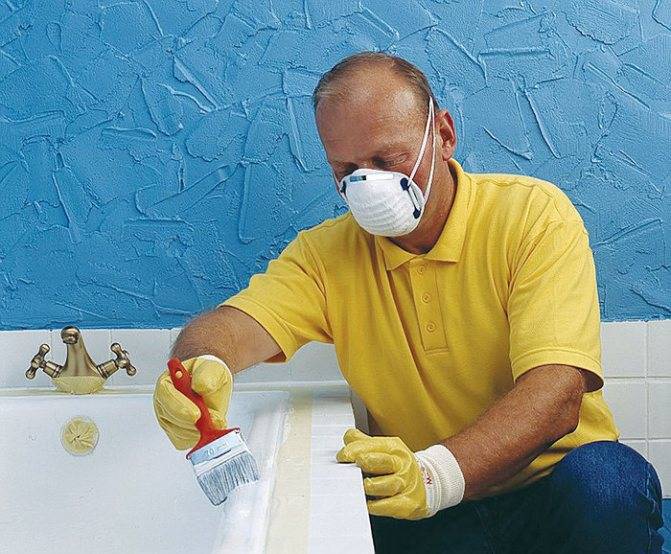
Специалист справляется с этой работой в среднем за два часа, но затем ванна еще как минимум 24 часа (точный срок зависит от качества эмали и вентиляции в ванной) будет сохнуть — в этот период ею нельзя пользоваться, а лучше вообще уехать из дома: пока ванна сохнет, по всей квартире распространяется едкий запах.
Прослужит обновленное покрытие еще около 5 лет, если не тереть его абразивными средствами и не подвергать ударам, к которым эмаль чувствительна.
Плюсы:
- низкая цена;
- тонкий слой, который особо не «съедает» объем ванны;
- не нужно демонтировать сифон при реставрации;
- если плитка заходит на борты ванны, ее тоже не нужно демонтировать.
Минусы:
- низкая прочность;
- могут остаться разводы от кисти при непрофессиональном исполнении;
- долго сохнет;
- едкий запах на время работы и сушки;
- не убирает крупные повреждения;
- относительно низкий срок службы покрытия.
Производители продукции из акрила
На данный момент в России существует несколько крупных и известных компаний по выпуску ванн из акрила.
Назовем лидеров отечественного производства:
- «Акванет».
- «1 МарКа».
- «Тритон».
- Bas.
- Akrilan.
- Aquatek.
- «Радомир».
- «Мирсант».
- Кировский завод.
- Bellrado.
Расскажем о некоторых фирмах-производителях изделий из акрилового материала:
Компания Aquanet (год основания 2001) занимается изготовлением не только ванн, но и мебели для ванных комнат, душевых кабин.
«1Марка» также выпускает душевые кабины и сантехнику.
Фирма Bas ориентирована на покупателей среднего класса.
«Мирсант» – интенсивно развивающаяся компания, производство находится в Краснодаре, на рынке с 2016 г. Пример акриловых ванн Мирсант ссылка.










Бизнес-идея насчет выпуска акриловой ванны оригинальна и проста в исполнении. Основанием для успеха можно считать проработку наилучшей стратегии технологии производственного процесса и управления. Хороший бизнес-план – важная составляющая вашего дела. Для его подготовки можно привлечь опытных специалистов. Это даст большую гарантию достижения нужных результатов.
Что такое акрил
Акрил является ровным, прозрачным термопластом, который не взаимодействует с большинством едких химикатов. Оргстекло часто используют для производства сантехники, подвергая его термической и механической обработке.
Физические характеристики материала
Оргстекло не подвержено воздействию ультрафиолета. Даже в случае длительного пребывания материала на солнце на нем не появляются желтые пятна и оно не становится хрупким.
Органическое стекло устойчиво к воздействию различных химикатов. Материал не портится, взаимодействуя с щелочами, кислотами, солями, однако вред ему могут нанести эфиры, кетоны, хлорпроизводные углеводородов.
Органическое стекло.
Акрил легкий, плотность составляет 1,19 г/см3. Если сравнивать с другими веществами, то он в 2,5 раза легче стекла, на 17% — ПВХ, на 7% — полиэфирных стекол.
Материал устойчив к влаге, поэтому его используют при производстве сантехники, аквариумов и яхт.
Органическое стекло является легковоспламеняющимся веществом, но во время горения оно не выделяет токсинов, как другие горючие пластики. Воспламениться материал может при температуре 460-635°С.
Акрил обладает диэлектрическим свойством и морозостойкостью. Оргстекло выдерживает морозы до -40°С. Материал способен легко гнуться без нагрева («холодный способ»).
Акрил хорошо размягчается при нагреве и сохраняет необходимую форму при охлаждении, благодаря чему становится возможным изготовление различных объемных изделий, в том числе барельефных.
«Матовое» оргстекло пропускает от 20% до 75% света.
Акрил легко поддается резке, склеиванию, сверлению, фрезеровке, окрашиванию, гравировке, полировке, формовке. Материал обладает отличным сцеплением с различными видами самоклеящихся виниловых пленок.
Средний срок службы акрилового покрытия — 10 лет.
Влияние на организм человека
Акрил является экологически чистым материалом, который не способен выделять токсические вещества, поэтому он представляет собой безопасный продукт. Предметы из оргстекла можно использовать в детских, лечебных и оздоровительных учреждениях. Материал разрешается использовать повторно после его обработки.
Что нужно знать об уходе за акриловым камнем
Процесс ухода за искусственным камнем отличается своей простотой, но и тут есть некоторые секреты:
- обычную грязь удаляют с помощью мыла, воды и губки;
- от косметики поверхность можно очистить с помощью спирта;
- чтобы дезинфицировать поверхность, периодически используют раствор хлорки (вода и хлорка 1:1);
- пятна с полуглянцевой поверхности удаляют с помощью губки и хлорного раствора. Для этого выполняют легкиекруговые движения;
- улучшить блеск можно путем нанесения неабразивной полировальной пасты, которую потом устраняют бумажнымполотенцем;
- стоит избегать использования порошковых средств.
Устранение неглубоких царапин
Использование многокомпонентных чистящих средств, очищение загрязненной поверхности жесткой щеткой, неаккуратное обращение с металлическими предметами во время ремонта – все это приводит к образованию неглубоких царапин.
Такие царапины должно быть сразу устранены, так как попадание влаги, едких химикатов в образовавшуюся щель приводит к образованию ржавчины, размножению влаголюбивых микроорганизмов и увеличению размера царапины. Что приведет к дальнейшему разрушению поверхности ванны.
К неглубоким царапинам относят повреждения, не оголяющие металл. Устранение этих небольших повреждений можно произвести даже без грунтовки поверхности
Заводская эмаль на чаше чугунной ванны очень прочная, поэтому для удаления неглубоких царапин необходим шуруповерт. Если она уже была реставрирована акрилом или эпоксидной эмалью, для обработки микроцарапин подойдет шлифовальная шкурка.
Кроме того, для обработки микроповреждений потребуются:
- мелкозернистая наждачная бумага маркировки Р1200, Р1500 или шуруповерт с насадкой для крепления абразивного круга;
- мелкоабразивный автомобильный полироль – экономичными полиролями для одноразового использования являются пасты фирмы WILLSON и RUNWAY;
- восковая полироль без абразива, например, Golden Wax.
На первом этапе необходимо промыть поверхность Пемолюксом, Кометом, Сорти или пищевой содой для обезжиривания. После удаления средства нужно просушить ванну.
Дальше выполняется шлифовка поверхности мелкофракционной шкуркой или шуруповертом с абразивным кругом – нулевкой, до выравнивания. При обработке царапины шуруповертом устанавливается минимальная скорость.
Место обработки должно быть постоянно влажным, для исключения появления трещин при нагревании. Поэтому на всем этапе первичной полировки на повреждение необходимо лить тонкую струйку воды.
После того как обработанная поверхность станет гладкой и матовой, на нее необходимо нанести зернистый полироль. Обработка малоабразивным составом производится по вертикали, затем по горизонтали, до получения гладкой однородной поверхности.
Завершающий этап устранения мелких царапин – финишная обработка покрытия автополиролью с воском. Полироли с содержанием воска обладают водоотталкивающими свойствами и придают сверкающий блеск любому покрытию.
Ткань для полировки должна быть мягкой, без ворсинок. Поэтому лучше использовать фланель, бязь, фетр или салфетки из микрофибры
После получения блестящей поверхности, ее необходимо промыть мыльным раствором или неагрессивным жидким чистящим средством: Терси, Ода, Сарма. Сразу после этого ванну можно использовать.
Выбор помещения
Оборудование для производства акриловых ванн занимает много места. Прибавьте к этому административные помещения и получите довольно большую площадь — около 180-200 квадратных метров.

Поиск цеха нужно начинать задолго до старта бизнеса: практически первый шаг после создания подробного бизнес-плана с расчетами. Это должно быть отапливаемое и проветриваемое помещение на окраине или за чертой города. В последнем случае можно организовать корпоративную развозку сотрудников.
Чтобы проверяющие органы разрешили вам открыть предприятие, для него нужно подготовить документацию, приведя его в соответствие со стандартами. Помещение арендуется или выкупается.
Формирование и прессовка чаши.
Готовый проект от конструкторов направляется на участок моделирования, где под каждую модель подготавливается особая пресс форма. На участке формовки можно наблюдать настоящее начало изготовления ванны. Компания Radomir закупает сырье для своей продукции у не малоизвестного иностранного бренда по изготовлению акриловых листов Senoplast. С данным поставщиком Радомир сотрудничает многие годы и листовой материал, перед началом производства ванны тщательно проверяется и проходит сертификацию.
Такой лист акрила помещается в формовочную машину, где нагревается до высокой температуры в 180 С
На данном этапе очень важно не допускать попадания мусора или пыли, так как толщина листа всего 6 мм и любой инородный предмет нарушит структуру поверхности. Далее нагретый лист акрила путем вакуумной формовки приобретает силуэт текущей заготовки
Весь процесс создания «скорлупы», так называется отформованный лист акрила, занимает не более 20 минут.

Реставрируем двухкомпонентной эмалью
Восстановление ванны посредством эмали – способ недорогой и несложный. Нужно учитывать, что составы для приготовления эмали довольно едкие и имеют неприятный запах, поэтому стоит воспользоваться респиратором. Также не забудьте надеть резиновые перчатки. Смешайте согласно инструкции эмаль и отвердитель. Готовый состав имеет консистенцию как у краски, так что действовать будет нетрудно. Приготовленной смесью покройте всю поверхность, используя кисть. Сначала пройдитесь горизонтальными мазками, потом вертикальными. Когда вы закончите наносить первый слой, сделайте паузу на 10-15 минут и начинайте покрывать ванну второй раз, не дожидаясь полного высыхания предыдущего слоя







Особое внимание уделите обработке дна – именно на этом участке покрытие испытывает наибольшую нагрузку
Облегчить процесс нанесения эмали позволяет распылитель. Если у вас имеется такой прибор, то используйте его, но также будьте внимательны и следите, чтобы непокрытых эмалью участков не было.
После того, как покрытие полностью будет завершено, нужно оставить ванну на 5-7 дней до окончательно затвердевания эмали. Желательно на это время обеспечить в ванной комнате чистоту, избегать попадания на поверхность любых твёрдых частиц, капель воды и других жидкостей. При соблюдении этих условий вы получите новую гладкую чашу, с насыщенном цветом и мягким блеском. Отреставрированная двухкомпонентной эмалью ванна прослужит вам несколько лет.
Создание пластиковых и чугунных изделий: в чем особенности
Для чугунного литья понадобится организация литейного производства. А это означает необходимость в шихтовом, смесеприготовительном, формовочном, заливочном, обрубном и складском помещениях. Затраты на такое производство вполне можно представить. Кроме того, требуется вспомогательное производство для покрытия ванн. А еще необходимо вложение средств в объекты инженерной инфраструктуры (газо-, тепло-, энерго-, водоснабжение, очистные установки, утилизация отходов).

Для организации выпуска акриловой сантехники достаточно помещения в 100 квадратов и 2-х человек обслуживающего персонала. Конечно, еще понадобится толковый менеджер по продажам плюс затраты на рекламу. Важный момент – покупка оборудования (термо-формовочного аппарата), а также инструмента для работы и сырья (метакрилового листа).
Как видим, производство чугуна и пластика отличается значительно.
Акриловый материал не так давно появился на рынке, поэтому есть возможность, что ваша фирма будет эксклюзивным поставщиком и производителем в своем регионе. Если же крупное производство находится рядом с вами, попробуйте стать их дистрибьютором, что также достаточно выгодно.
Акриловые ванны изготавливают двумя методами:
Способ № 1. Метод литья позволяет создать более прочный материал с антимикробными свойствами, применяется технический метакрил. Рассмотрим пошагово технологию изготовления методом литья:
- Акриловый лист разогревают до мягкого состояния.
- Помещают в специальную форму.
- Вдавливают в форму вакуумным способом.
- Наносят несколько слоев стекловолокна для придания большей прочности.
Метод №2. Покрытие техническим метакрилом пластика АБС (полимер, который характеризуется небольшой прочностью, слабой стойкостью к износу и малой плотностью).
За основу берут обычный пластик, который сверху покрывают слоем акрила. Такое изделие более хрупкое и подвержено воздействию болезнетворных микроорганизмов.





