

Рецептура бетонного раствора для тротуарной плитки
Оптимальный состав для производства бетонного мелкоштучного дорожного покрытия имеет марку по прочности М300. Такой раствор являет собой желанное соотношения цены и качества. Примерный рецепт бетона для тротуарной плитки на 1м3.
| Марка бетона | Цемент М400, кг | Песок, кг | Пластификатор или диспергатор, % соотношение к ПЦ | Пигмент, кг | Вода, л |
| М300 | 650 | 1380 | 0,6 | 10-13 | 200-250 |
Примерный состав раствора тротуарной плитки в относительных частях к цементу.
| Марка бетона | Цемент М400 | Песок | Пластификаторы, % соотношение к Ц | Пигмент | В/Ц |
| М300 | 1 | 2,2 | 0,6 | Не более 4% от массы цемента | 0,35 |
При дозировке пластификаторов ознакомьтесь с прилагаемой инструкцией. При различных составах также отличается и дозировка. Такие добавки всегда дозируются от массы цемента.
Конечная бетонная смесь для укладки тротуарной плитки должна иметь достаточно жесткую консистенцию, настолько, чтобы она вирировалась до появления цементного молочка не менее 1 минуты и не более 3 минут.
Предложенные пропорции бетона не могут быть универсальны для любого изготовителя. Это лишь примерная пескоцементная смесь бетона для укладки тротуарной плитки, которая поможет создать свой неповторимый рецепт. Не бойтесь экспериментировать и ошибаться. Лучше всего приготавливать небольшие замесы, для чего может понадобиться строительный миксер.
Будьте осторожны с добавлением пигмента. Помните, что любое красящее вещество «съедает» прочность будущего изделия. Поэтому не рекомендуется добавлять больше 4% красителя по массе цемента.
Многие практикуют заливку цветной плитки по слоям – лицевой с пигментом, а нижний без него. Такое решение весьма привлекательно в экономическом плане, так как цена на красители неприлично высокая. Но такая технология достаточно трудоемка и для ее воплощения в идеале понадобится две мешалки для синхронного замешивания составов
К тому же принимая во внимание небольшую толщину изделия при вибрировании цветной и серый слои могут перемешаться, создавая специфичный вид готового изделия
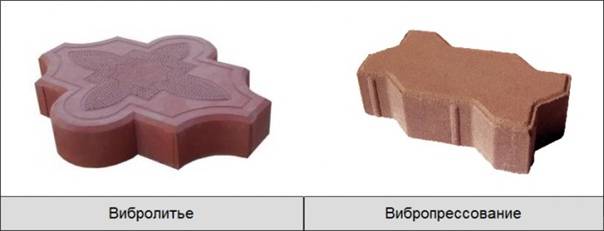
Вибропрессованная тротуарная плитка

Производство
Процесс производства вибропрессованной плитки более сложен и требует специального дорогостоящего оборудования, вибропресса.
Полусухую бетонную смесь загружают в матрицу вибропресса, где она благодаря вибрации и давлению пресса (пуасона) уплотняется до необходимого состояния и размера. После чего плитку отправляют в пропарочную камеру для набора прочности.
Изготовленная таким способом, тротуарная плитка имеет не такое большое число форм, однако обладает множеством других преимуществ.
Преимущества
- Автоматизация производства позволяет изготавливать большое количество плитки и строго соблюдать ее геометрию, в отличие от вибролитья.
- Использование различных пигментов делает возможным создания плитки любых цветов, что позволит подобрать вариант мощения для каждого дизайн-проекта. А устойчивость вибропрессованной плитки к выгоранию и выцветанию сохраняет ее первозданный вид на долгие годы.
- Шероховатая поверхность вибропрессованной плитки делает ее безопасной даже в гололед.
- Главными преимуществами вибропрессованной плитки являются прочность, долговечность и морозостойкость, что позволяет укладывать ее не только на пешеходные дорожки, но и в местах с интенсивным движением транспорта и на парковках. Срок службы такой плитки составляет не один десяток лет.
Недостатки
Недостатком вибропрессованной тротуарной плитки является цена. Более сложное оборудование делает такую брусчатку дороже в сравнении с вибролитой плиткой.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.

Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.










Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.

Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Изготовление вибролитой тротуарной плитки
Для изготовления вибролитой плитки необходимо простое оборудование, такое как бетономешалка, набор пресс-форм (которые могут быть из силикона, полиуретана или пластика) и вибростола. Изготовить ее можно в кустарных условиях.
вибролитая тротуарная плитка
Изготавливают данную тротуарную плитку из бетонной смеси включающей в себя мелкий щебень, цемент с песком, пластификатор и окрашивающий пигмент с водой. Кроме перечисленных компонентов, можно добавлять и другие материалы, такие как гранитную или базальтовую крошку, фиброволокно, стекловолокно, некоторые изделия армируют проволочной сеткой, для повышения прочности.
Наполненные бетонной смесью пресс-формы устанавливаются на вибростоле, в процессе работы которого из смеси в формах удаляются остатки воздуха и сам состав уплотняется. Прочность изделие набирает в течении трех- пяти дней, затем готовое изделие извлекается из пресс- форм и досушивается в течении трех недель до возможности его использования.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.










В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Технология изготовления вибролитьём
Для производства готового изделия требуется подготовить все инструменты и смеси. Перед заливкой бетона в формы их смазывают раствором для улучшения распалубки (извлечение плитки из формы). Используются готовые составы или аналог из 50 грамм машинного масла и 1500 грамм воды.
Заменитель нужно долго и тщательно вымешать, так как обе жидкости имеют разную плотность. Если раствор будет слишком жирным, то в плитке появятся большие поры, которые похожи на ракушник. Состав с малым количеством масла не даст нормально произвести распалубку. Сами формы используются нескольких видов:
Пластиковая. Контейнер любой формы, который можно приобрести в магазине или заменить любой аналогичной ёмкостью.
Силиконовая (резиновая). Пластичный и гибкий аналог формы для создания плитки. С их помощью можно копировать рисунок готового покрытия. Для этого предоставлен выбор готовых силиконовых смесей.
Силиконовая форма Источник i.ebayimg.com
Деревянные. Их изготавливают из устойчивой к влаге фанеры. Её кладут на дно и делают опалубку из брусков, которые соединяют саморезами или металлическими уголками с шурупами. Предназначены такие формы только для простых фигур.
Деревянная форма Источник beton-house.com
Металлические. Для их создания требуется сварочный аппарат. Такие формы самые крепкие и долговечные, но имеют большой вес, а также требуют много времени и ресурсов на сборку.
Металлическая форма Источник moidachi.ru
Состав бетона
С помощью состава бетонного раствора есть возможность определить эстетику готового покрытия и эксплуатационные особенности изделий. Тротуарной плиткой пользуются не только в частных загородных домах для сооружения дорожек, но и при оформлении городских улиц.
Бетонный раствор, из которого будет изготовлена плитка, обязан соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия обязаны производиться из мелкозернистого и тяжелого бетона, обладать прочностью. А также они обязаны быть надежны в эксплуатации при низких температурах и поглощать влагу.
Состав для смеси тротуарной плитки, которая производится вибролитьем, имеет отличие – огромное число заполнителя, в качестве него часто используют щебень. В таком случае размер зерен принимается от 5 до 20 мм. Производство этим методом предусматривает присутствие подвижности раствора, поэтому здесь присутствуют эффективные стабилизаторы и пластификаторы.
Основные пропорции по этой технологии очень похожи с рецептом тяжелого бетона. Если имеются особенные формы, то плитку мастера могут изготовить запросто самостоятельно. Это относится и к раствору, который специалисты замешивают гравитационным смесителем.
Самостоятельное производство: за и против
Методика двойной заливки позволяет сделать лучше характеристики эксплуатации, которыми наделена тротуарная плитка, сделанная способом сухого прессования:
- надёжность;
- стираемость:
- устойчивость к морозам;
- водопроницаемость.
Качество блоков зависит от того, как точно соблюдено производственная технология.

- Стоимость изделия 300х300х50 превосходит цену вибролитых тротуарных плит практически вполовину, а вибропрессованных — на 15-20%.
- На сухопрессованных плитах не скользит обувь.
- Изделия имеют красивый дизайн.
- Могут выдержать высокие нагрузки при меньшей толщине.
- Брусчатка, когда станок вибропрессовки употреблялся для изготовления, не разрушается в сложных эксплуатационных условиях.

Форма для производства блоков
Сделанная таким вариантом вибропрессованная брусчатка с названием «Древний город» различается немалым количеством заполнителя. Сухопрессованная плитка позволяет применять мелкофракционный щебень.









При изготовлении брусчатки собственноручно нужно отойти в сторону от технологии изготовления в очень большом масштабе.
- Повышение подвижности состава смеси в форме понижает интенсивность вибрации.
- В состав раствора в первую очередь вводить водный ингибитор.
- Соотношение заменителя, входящего в состав бетона, прямо пропорциональна цементному расходу.

Самостоятельное изготовление плит
Собираясь собственноручно делать брусчатку, нужно продумать все мелочи, сосчитать стоимость оборудования и материалов, приготовить место для хранения и сушки изделий.
Технология производства бетонной брусчатки вибропрессованием
На данный момент используются две технологии производства брусчатки: путем вибропрессования и путем вибролитья. Для изготовления большей части продукции используется именно вибропрессование, поскольку этот метод обладает существенными преимуществами по сравнению с вибролитьем.
Метод вибропрессования обеспечивает:
- отличное качество продукции, высокий уровень морозоустойчивости и прочности материала;
- невысокую себестоимость изделий;
- возможность автоматизировать и рационализировать производственный процесс.
Суть метода заключается в следующем:
- Щебень и песок очищают и просеивают.
- Сырье смешивают с цементом, водой, красителями и пластификатором. В результате получают полусухую массу.
- Смесь отправляют на вибропресс. Здесь она помещается в специальную форму, где осуществляется уплотнение массы с помощью вибраций.
- Готовые изделия на поддонах отправляют в сушильную камеру для созревания. В такую камеру может вместить до 6,5 тыс. м2 материала.
- После того, как твердость изделий достигла 70%, их распалубливают и вручную выполняют проверку качества. После этого продукцию отправляют на линию упаковки и перевозят на склад.
Если изготавливается цветная плитка, вначале форму заполняют слоем окрашенного бетона (около ? объема), а сверху выкладывают раствор без пигмента. Это позволяет экономить краситель, который стоит очень дорого.
Производственная линия практически полностью автоматизирована. Основные этапы процесса, начиная от дозировки компонентов и заканчивая определением уровня влажности бетона, контролируются в автоматическом режиме.
На видео показана технология изготовления (производства) брусчатки на производстве:
Тротуарная плитка вибропрессованная и вибролитая — сравнение характеристик

При выборе плитки потребитель сравнивает все характеристики — покрытие должно прослужить по-возможности не один десяток лет, быть безопасным, удобным в эксплуатации и конечно же сохранять как можно дольше привлекательный эстетичный вид.
Рассмотрим по-отдельности основные характеристики, которые сравнивают при выборе одного из двух вариантов покрытия.
Формы и геометрия

При выборе подходящей плитки потребитель опирается на детали проекта площадки или дорожки, которую будут выкладывать тротуарной плиткой.
Что касается размеров, то для вибролитой плитки практически невозможно добиться точного совпадения по толщине в пределах одной партии отливок — издержки применения ручного труда. Такие элементы покрытия крайне неудобно укладывать — сложно получить плоскую поверхность без перепадов по высоте.
Совершенно противоположная ситуация с вибропрессованием — автоматизация процесса позволяет производить плитку с точным соблюдением размеров.
Толщину как правило выбирают в зависимости от предполагаемой нагрузки на дорожное полотно, чаще всего это 20 мм, 40 мм, 60 мм, 80 мм.
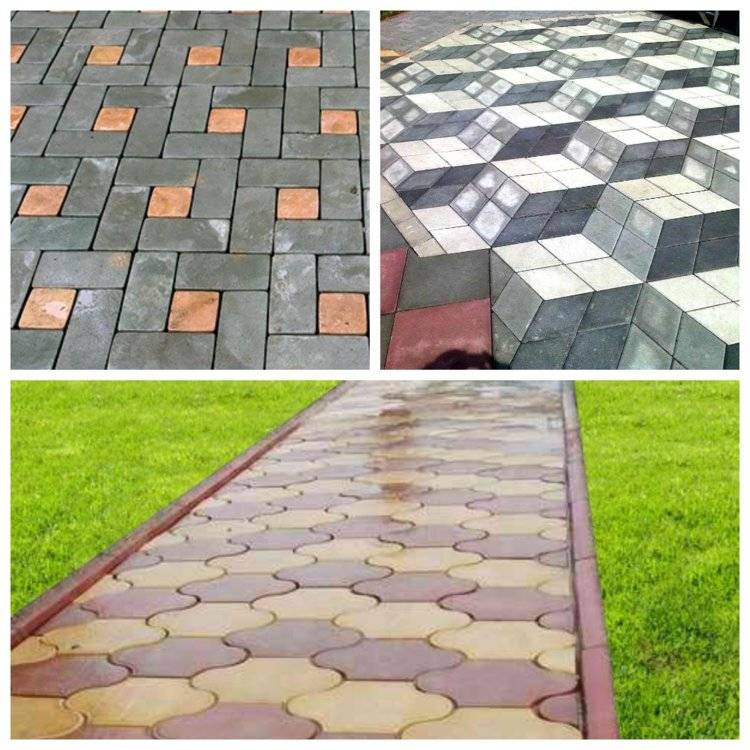
Вибролитьевой процесс заметно выигрывает с точки зрения возможности получения элементов покрытия самых разнообразных форм — ромба, квадрата, волны, клевера, кирпичика, мозаики, а еще молоток, ретро, чешуя, ромашка, и многие другие.
Структура

Различие структуры двух видов материала обусловлено технологическими особенностями производства:
- Вибролитая: неоднородность (похожая на текстуру) вызывает отслоения от основы в процессе эксплуатации плитки.
- Вибропрессованная: мелкопористый по всему объему однородный материал с большой прочностью и низким риском появления сколов и трещин.
Цвет и внешний вид
Цвет покрытия зависит от применяемого пигмента и может быть самым разнообразным, глубина цвета и оттенки зависят от сочетания пигментов и дозировки. В результате можно получить всю цветовую гамму — от белого до черного.
Вибропрессованная и вибролитая плитка несколько отличаются внешне:
- Вибролитая — гладкая блестящая поверхность, яркие оттенки и узоры со временем «выцветают» .
- Вибропрессованная — матовая плотная шероховатая поверхность искусственного камня, приглушенные тона не зависят от погоды и времени.
Морозостойкость, прочность и срок службы

Долговечность — важнейший фактор при выборе материала покрытия. Накоплена статистика по результатам многолетней эксплуатации двух видов тротуарной плитки:
- Вибролитая. Из-за низкой морозоустойчивости, невысокой прочности и быстрой истираемости материала на поверхности плитки появляются сколы, трещины и отслоения. При заявленном производителями сроке службы до 10 лет плитка сохраняет первоначальный вид 1-2 года, а через 5 лет уже потребует замены.
- Вибропрессованная. Высокая устойчивость ко всем видам воздействия окружающей среды (перепады температур, осадки, химические реагенты) и повышенная прочность искусственного камня дают возможность до 10 лет активно эксплуатировать плитку даже под нагрузкой грузового автотранспорта. Производители же дают гарантию до 25 лет, что вполне реально.
Вибропрессование
Для устранения вышеперечисленных недостатков и повышения производительности, разработана технология вибрационного прессования:
- приготовление бетона с минимально возможным водоцементным соотношением 0,25 – 0,3 единицы в бетономешалке;
- заполнение матрицы пресс-формы полученным бетоном;
- прессование смеси пуансоном с одновременным включением вибродвигателя.

В отличие от литья вибропрессование позволяет сразу выполнить распалубку, освобождая форму для изготовления следующих единиц продукции. Увеличивается прочность конструкционного материала, улучшается структура бетона, снижается водопроницаемость, повышается морозостойкость.










Из-за низкого водоцементного соотношения бетонной смеси в ней наблюдается дефицит цементного молочка, даже под воздействием пресса. Поэтому лицевая поверхность ФЭМ получается шероховатой, а не гладкой, как при вибролитье. Увеличивается сцепление обуви прохожих с тротуарным покрытием, отпадает необходимость в противоскользящих насечках, рифлении плитки.

Бетоносмеситель и пресс для тротуарной плитки в данном случае входят в состав одной технологической автоматической линии, действующей без участия человека по следующему принципу:
- после доставки сырья (цемент, песок, щебень, пигмент) эти материалы загружаются в раздаточные бункеры;
- дозаторами отмеряется их количество, сыпучие материалы подаются в бетоносмеситель;
- там они перемешиваются между собой и с водой в рабочую смесь;
- наклонным и перекидным транспортером бетон подается в бункер вибрационного пресса;
- дозатор отмеряет количество смеси для наполнения матрицы пресс-формы;
- пуансоном и вибратором формируются готовые изделия;
- плитка поступает в пропарочную камеру или сразу на склад готовой продукции.

Изменив настройки дозаторов, состав смеси, форму матрицы и пуансона, на этой же технологической линии можно производить вибропрессованный кирпич, тротуарный/бордюрный камень, фасадную плитку, стеновые/перегородочные блоки.
В комплектации «мини» вибрационный пресс не имеет бункера и технологической линии. Растворная смесь приготавливается в бетономешалке, насыпается в матрицу вручную.

В максимальной комплектации оборудование для выпуска прессованной плитки представляет собой мини-завод. Производительность увеличивается максимум в полтора раза, но комплектация позволяет полностью избавиться от ручного труда и исключить на 100% человеческий фактор.

В данной технологии матрица с бетонным раствором стоит на столе неподвижно. Давит вибропресс пуансоном сверху. Поэтому сильнее уплотняется лицевая часть элемента мощения, а ее тыльная поверхность получается менее прочной.
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5. На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.

Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.

Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Требования к тротуарной плитке
Основные требования к тротуарной плитке:
- Прочность бетона на сжатие. Обозначается как В24, где В – это класс прочности, а 25 – минимальная нагрузка, которую выдерживает конструкция (25 Мпа или 254 кгс/см2). Для плитки применяются классы от 22,5 до 40.
- Морозостойкость. Имеет маркировку не ниже F200, где F – марка морозостойкости, а 200 – это количество циклов заморозки и оттаивания (от -20 до +20 °С).
- Истираемость. Показывает, насколько изменится объем и вес плитки при воздействии трения. Используется маркировка G1 (не больше 0,7 г на см²)
- Группа эксплуатации. Делится в зависимости от воздействия нагрузок в процессе использования: А – пешеходные и уличные тротуары, Б – остановки для общественного транспорта или велосипедные дорожки, В – места для автомобильных стоянок, АЗС и дорог с небольшим трафиком, Г – контейнерные терминалы или складские помещения.
- Поглощение воды. Влияет на срок службы плитки, так как при высоком проценте впитывания её может разорвать при замерзании и оттаивании. Количество влаги не должно превышать 5-6 % от массы изделия.
Плитка под снегом Источник i.imgur.com Также в составе тротуарной плитки при её изготовлении должно быть минимальное количество влаги, так как это напрямую влияет на её прочность.
Как сделать смесь для основного слоя – пример

Для работы понадобится бетономешалка. Не забудьте хорошенько отмыть ее от предыдущей работы.









Порядок действий следующий:
- Залить около пяти литров воды и пяти ведер ШПС с добавлением трех ведер цемента.
- После того, как добавите 0,75 литра пластификатора и растворите его в содержимом, добавьте еще воды в миксер.
- Пока работает миксер, начните заполнять формочки цементом. Заливаются они слоем в два см.
- Установите на вибростол и оставьте формочки на три минуты. Вам могут понадобиться металлические нити, которые послужат в качестве неплохого упрочнения конструкции.
- Когда приготовится второй порция раствора, то ее тоже следует вылить в формочки. Делать это можно прямо на вибростоле, однако понадобится уже второе ведро. Вибростол работает до полного приготовления раствора: то есть пока воздух из него не выйдет, а сам раствор не осядет.
Изготовление клинкерной тротуарной плитки
Клинкерную тротуарную плитку изготавливают как и кирпич из обожженной глины, потому в простонародье ее так и называют – дорожным клинкерным кирпичом.
Для производства клинкерного дорожного кирпича размечают сухую глиняную смесь и очищают, затем разводят с водой. Влажную глиняную массу подвергают давлению через специальные экструзионные отверстия, для удаления влаги и частиц воздуха. Таким образом образуются длинные прямоугольные заготовки, которые нарезают на изделия соответствующего размера. Готовое изделие высушивают несколько дней при температуре до 150° С, обжигают в туннельной печи в течение двух суток.
Клинкерную тротуарную плитку используют для мощения тротуаров, проездов и стоянок автомобилей, для газонов, для отвода воды. Такую плитку производят разнообразной формы и цветовой гаммы.
Вибролитые и вибропрессованные ФЭМ
Существуют такие виды брусчатки, как вибролитые и вибропрессованные тротуарные плитки, которые в первую очередь отличаются технологией производства.

При производстве вибропрессованной плитки для тротуаров применяются полусухие бетонные смеси, которые уплотняются при помощи вибропресса: происходит одновременное движение вибрирующего стола и давление пресса на смесь. Затем изделия выдерживаются в специальных камерах. Брусчатка тротуарная, произведенная при помощи данной технологии, получается двухслойная, то есть состоит из облицовочного и основного слоя. Основной слой данного изделия состоит из разнофракционного щебня от 0,63 до 10 мм, а также песка, цемента и пр. химических добавок. Данный состав тротуарной плитки, а точнее его основного слоя позволяет выдерживать камню большие нагрузки. Основной составляющей верхнего (лицевого) слоя является мелкозернистый щебень, который придает поверхности такие необходимые качества как морозоустойчивость, влагоустойчивость, износоустойчивость.
В случае производства данной брусчатки без нарушения технологии и рецептуры, эти два слоя как бы склеиваются друг с другом, и структура становится однородной. Благодаря мощному вибропрессу, камень приобретает высокую прочность.
Тротуарная плитка брусчатка вибролитая производится на основе жидкой бетонной смеси, которая вибрируют в форме при помощи вибростола и под действием собственного веса (а не пресса) и вибрации распределяется по форме. При данной технологии крупный щебень не используют, так как во время вибрации, тяжелые камни будут опускаться вниз (а это лицевая сторона камня). Соответственно, не будет достигнут эстетический момент. Поэтому при вибролитье используют песок и мелкозернистый щебень фракции 0-5 мм. В связи с этим, прочностные характеристики данного изделия снижаются. Также для данных изделий более вероятны нарушения геометрических пропорций в связи с возможным наплывом бетона, как результат – такую брусчатку тяжелее укладывать, швы могут получаться неровными. И хотя технологии не стоят на месте, на сегодняшний день качество тротуарной плитки вибролитой уступает качеству вибропресованной:
- Текстура тротуарной плитки вибролитой гладкая, соответсвенно, скользкая;
- У вибролитой низкая прочность на сжатие, в то время как вибропрессованная имеет высокие показатели прочности, истираемости, морозоустойчивости.





