

Некоторые другие народные способы
Не имея никаких специальных инструментов типа трубогиба, можно согнуть профиль и своими руками. Для одного народного способа потребуется простой чистый песок. Лучше всего, конечно, речной желтый. Но если такового нет, можно любой другой, только предварительно очищенный от камней, листвы и так далее.
После просеивания и очистки песок требуется полностью высушить. Лучше всего для этого разжечь костер. Можно сделать это и газовой горелкой. Сушить необходимо до тех пор, пока из него не перестанет идти пар.
По завершении сушки, песок пересыпается в любую чистую емкость. Разумеется, что емкость должна быть тоже высушена.
Дальше начинается подготовка самой трубы. С одной стороны забивается деревянный клин. Забивать следует примерно на 10-20 см в глубину, то есть так, чтобы он держался очень прочно.
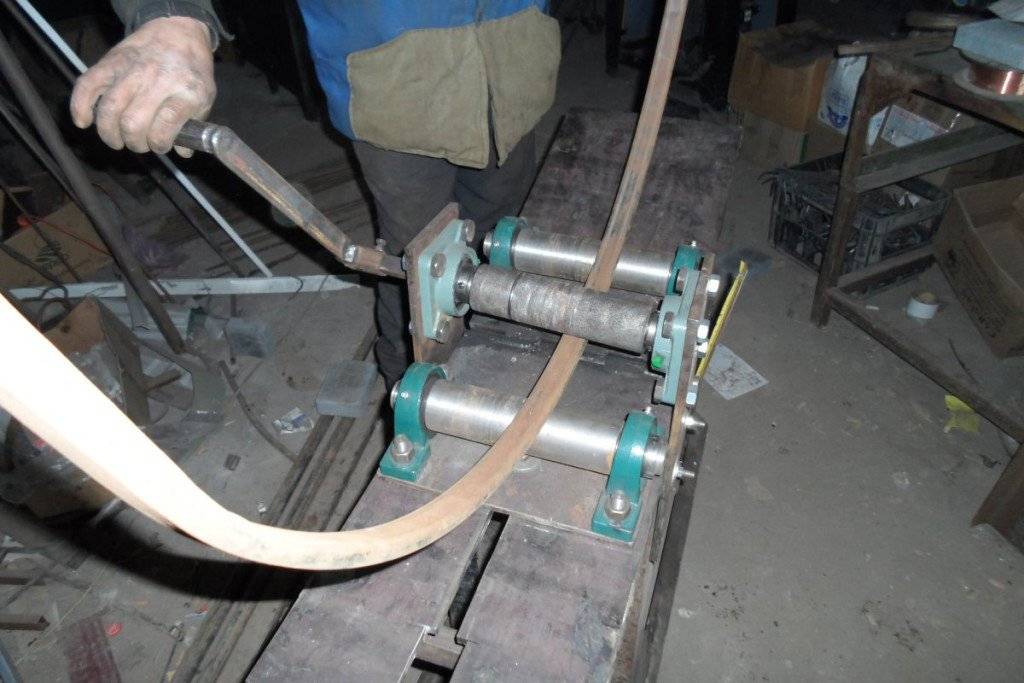
Сгибание трубы с помощью станка
После этого внутреннее пространство полностью заполняется песком до самого конца. По завершении заполнения, со второго торца забивается такой же, как и в первом случае, деревянный клин, утрамбовывая тем самым чистый песок.
После этого производят изгиб трубы. Как и во всех других случаях, использовать для этого необходимо шаблон – это позволит сделать ровное закругление необходимого радиуса.
В данном случае песок просто будет служить сопротивлением к деформации стенок.
Что касается обратного процесса, то тут все просто. Сперва первая пробка извлекается любым способом. Самый верный будет выжигание, то есть конец трубы кладется в открытый огонь и оставляется гореть. Вторую пробку можно вытолкать изнутри или тоже выжечь.
Вывод: Как видно, способов завернуть профильные трубы довольно много. Можно использовать и специальные станки, можно воспользоваться и народными способами. Конечно, при самостоятельной работе нельзя достичь идеального результата, но при правильном подходе можно максимально к нему приблизиться.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок
Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.

Методы гибки труб в домашних условиях
При изготовлении простых конструкций в условиях частной мастерской многие не знают, как согнуть металлическую трубу самостоятельно без приобретения готовых деталей с высокой ценой. Решить проблему помогут несколько способов сгибания профиля:
- Холодный метод. Применяется для деталей с малым сечением и толщиной металла не более 1,5 мм. Мастер прикладывает физические усилия и ведет самостоятельный контроль за заготовкой (выполняется замер). После сгибания деталь сравнивают с шаблоном.
- Горячий метод. Необходим источник открытого пламени для накала заготовки. Трубе придается необходимая форма. При этом сторонние напряжения сохраняются до полного остывания профиля. В качестве источника тепла могут применяться паяльные лампы, газовые котлы и печи на угле или дровах.
- Заполнение полостей. В роли материала для наполнения может применяться вода, песок и машинное масло. Внутреннее пространство должно быть заполнено без пустот. При использовании воды ее следует заморозить, лед не позволит образоваться вмятинам и заломам на внутренней стороне радиуса. Для достижения герметичности трубу с двух сторон закрывают пробками из дерева или заваривают.
- Нарезка сектора. При помощи угловой шлифовальной машинки с отрезным диском на отмеченном участке трубы делают прорези определенной глубины. Затем профиль загибают и нарезку заваривают. Способ требует много времени на выполнение, но отличается надежностью. Таким способом можно согнуть квадратную трубу.
Гибка своими руками (Фото: Instagram/prokmetall.ru)
«Болгарка» и сварка
Пробуем болгаркой
Если вам необходимо согнуть одну профильную трубу, имеющую толстые стенки и большой размер сечения, то можете воспользоваться для этих целей «болгаркой» и сварочным аппаратом:
- Прежде всего, необходимо точно определить необходимый радиус изгиба, сделав шаблон из древесины.
- Затем следует каждые 5-10 сантиметров по длине трубы выполнить «болгаркой» надрезы трех ее сторон, оставляя целой всегда одну и ту же сторону трубы.
- После этого трубу необходимо приложить к шаблону и аккуратно и равномерно согнуть до необходимой формы.
- Далее вам остается лишь воспользоваться сварочным аппаратом и заварить все выполненные разрезы, вновь придав целостность трубе.
- Закончив сварочные работы, вам придется отшлифовать швы и покрыть трубу защитным слоем краски, чтобы предотвратить ее повреждение ржавчиной.
Так как согнуть профильную трубу по данной технологии быстро не получится, к тому же требуются навыки по работе с «болгаркой» и сварочным аппаратом, то этот способ используется редко и только для единичных конструкций.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.









Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
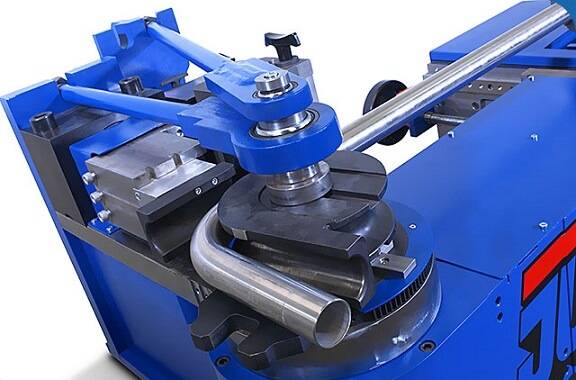
Принцип работы станка
При помощи гидравлики обеспечивается общее усилие прижима, так происходит деформация металлических профилей большой толщины. Трубогибы в заводских условиях дают усилие больше 8 тонн, этот показатель влияет на выбор управления станка: ручной или электрический. Устройства с принудительным и ручным прижимом изгибают прокат, обеспечивая деформацию металла в холодном виде. Изгибающее воздействие в различных станках отличается направлением:
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.
- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
- Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
- Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
Как согнуть трубу квадратного типа для конструкций из поликарбоната
При монтаже теплиц из поликарбоната обычно применяется конструкция квадратного типа. Для того чтобы согнуть такую трубу в домашних условиях, потребуются следующие инструменты:
- Специальный станок для гибки;
- Сами конструкции для выполнения дуг;
- Линейка;
- Болгарка;
- Агрегат для сварки.
Для начала работы необходимо разделить конструкцию на равные части. Затем проводится подпиливание посредством болгарки. Зоны подпилов требуется обработать посредством точечного сварочного аппарата. Согнуть профильную трубу можно на специальном станке. Это не простая работа, ведь прокручивать агрегат требуется вручную.

Если у вас нет станка, можно произвести работу своими руками. Для этого две конструкции скрепляются параллельно друг другу. Чертеж с нужным изгибом выполняется на земле. Затем, в соответствии с ним требуется согнуть первую конструкцию. Согласно ей проводится аналогичная работа со второй профильной трубой.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
Профилегиб ПГ-1 и ПГ-2
 Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.

Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
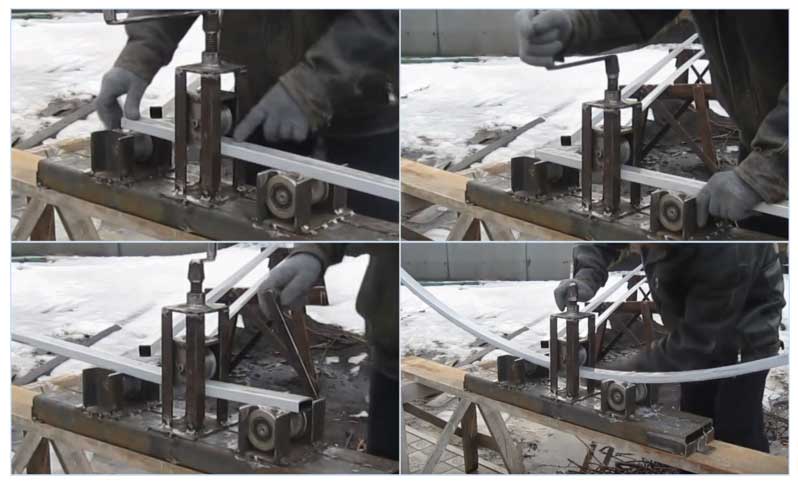
Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из  металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Как выбрать ручной трубогиб, обзор современных моделей

В промышленных масштабах, используют электротрубогибы, однако, для небольших производств, а также для хозяйственно-бытовых нужд, отлично подойдет и ручная модель профилегиба. Ручные трубогибы отличает компактность, мобильность и надежность в эксплуатации.
Читать далее: Какой пол лучше сделать в квартире
Есть оборудование, предназначенное только для сгибания заготовок круглого сечения. Пример — MATRIX 181335. Его основные характеристики:
- максимальное усилие на штоке — 12 т;
- максимальный угол гиба — 90 градусов;
- сечение трубы — до 51 мм;
- ход штока — 235 мм;
- вес — 38 кг;
- габариты — 180х580х650 мм;
- стоимость — от 12 тысяч рублей.
Достаточно мощная модель, позволяющая работать с крупными заготовками. Чуть меньшая мощность, но больший функционал наблюдается у гидравлического профилегиба PROMA Качок 0002. Прокатка трубы состоит из нескольких циклов, пользователь меняет направление движения специальной рукояткой. Гидропривод оснащается цепной передачей.
Характеристиками гидравлического профилегиба PROMA являются:
- допустимое сечение для гибки — круг, квадрат;
- наибольшее сечение трубы — 30 мм;
- толщина стенок — до 3 мм;
- наибольшая сторона квадратного профиля — 50 мм;
- габариты — 470х405х505 мм (встречаются модификации с незначительными отклонениями);
- вес — 41 кг;
- стоимость — от 22 тысяч рублей.
Как согнуть профильную трубу
Особенности материала
Профильная труба широко применяется в строительстве, начиная с каркасов для изящных арок в палисаднике и заканчивая функциональными элементами дома.
Такая популярность легко объясняется тем, что в сравнении с трубами круглого сечения профиль смотрится более выигрышно и презентабельно.
Она имеет прямоугольное или квадратное сечение, что значительно ограничивает применение традиционных вариантов изгиба труб вручную. Единственным выходом в этой ситуации является применение специального оборудования для изгиба профиля.






 Профильная труба широко применяется в строительстве
Профильная труба широко применяется в строительстве
Но помимо наличия специального оборудования следует иметь и определенные навыки выполнения такого вида работ. При несоблюдении технологии велика вероятность, что произойдет деформация сечения или сплющивание элементов.
Рекомендации мастеров
Перед тем как загнуть профильную трубу, обратите внимание на следующие параметры
- Соблюдение температурного режима. Чтобы снизить вероятность деформации элемента, профиль рекомендуется предварительно заморозить. Для этого ее на время помещают в промышленный холодильный агрегат.
Выбор способа зависит от толщины стенок изделия, величины сечения и радиуса создаваемого изгиба
- Точность измерений. Гнуть трубу «на глазок» – лишняя трата времени и сил. Несоблюдение того условия может отразиться не только на внешнем виде изделия, но на его эксплуатационных характеристиках.
- Применение специального оборудования. Чтобы упростить процесс гибки профилей, обрабатываемые участки сначала нагревают паяльной лампой и лишь после этого выполняют изгиб.
Описанных этапов можно не придерживаться лишь в том случае, если для гибки профиля вы используете специальные приспособления.
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.

Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора
Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.
К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Разновидности ручных станков
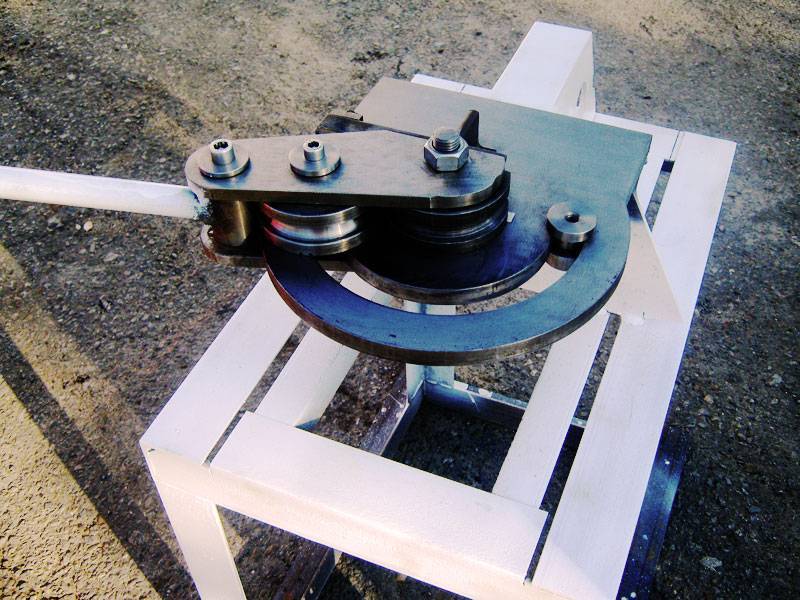
Существует несколько вариантов, позволяющих сделать профилегиб ручной своими руками. Чертежи первого варианта самые популярные. В таких станках на заготовку воздействуют движущиеся ролики, вследствие чего и происходит изгиб. Заготовка гнется об неподвижную часть станка.
Следующий вариант представляет собой устройство, в котором именно оправа двигается навстречу заготовке. Преимуществом таких аппаратов является тот факт, что благодаря специальной конструкции, ими очень легко пользоваться, а также при их применении исключается измятие заготовки.

Для работы с толстыми по сечению деталями лучше всего использовать гидравлический ручной профилегиб своими руками. Благодаря создаваемому гидравликой давлению в десятки тонн, трудностей в работе с такими деталями не должно возникнуть.
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.

Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.








Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком
Важно поместить его туда максимально плотно. Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка
Подобным методом можно избежать гофра и искажений профиля
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка. Подобным методом можно избежать гофра и искажений профиля.
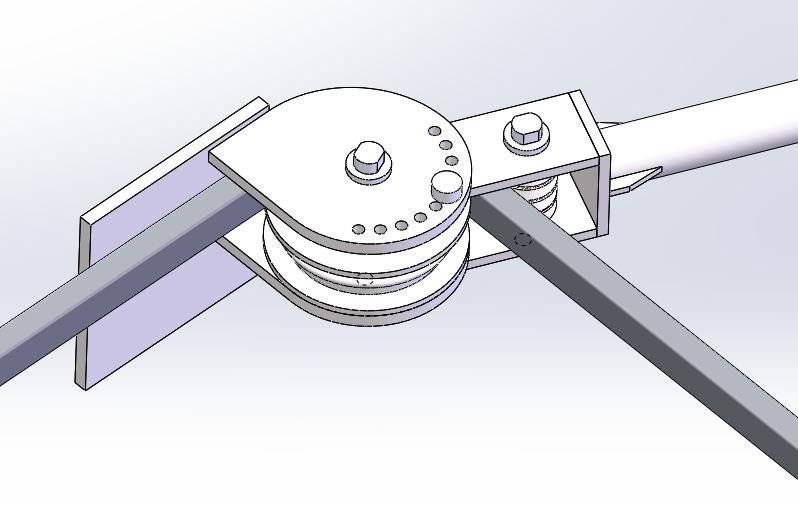
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
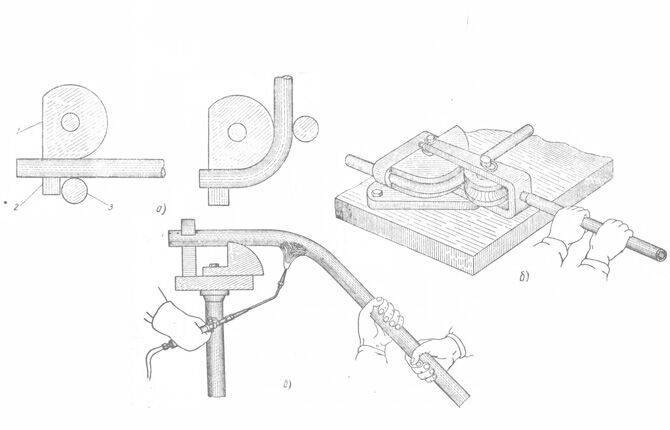
Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения. Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия. Чертеж трубогиба
Чертеж трубогиба
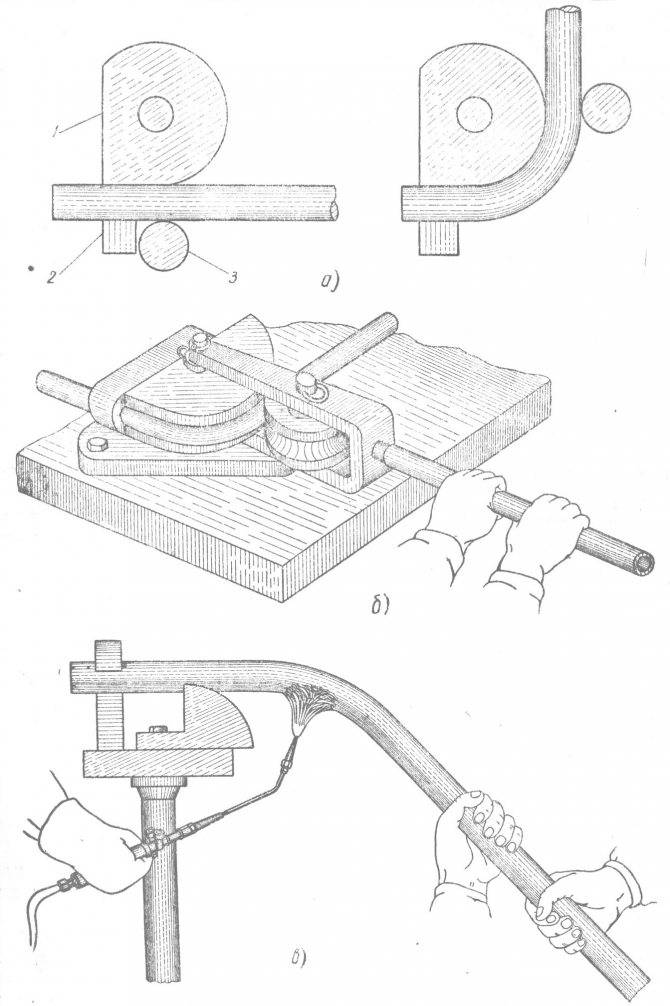
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.





