

Виды соединения металлических труб с пластиковыми
Сегодня существует два способа выполнения такой процедуры:
- Резьбовая стыковка. Применяется, когда соединяются трубные изделия, диаметр которых не превышает 40 мм.
- Фланцевое соединение. Оптимально при большом сечении труб, поскольку затягивание резьбы в подобных случаях потребует немалых физических усилий.
Особенности резьбовых соединений
Чтобы понять, как соединяется пластиковая труба с металлической при помощи резьбы, следует изучить фитинги, которые используются для этих целей. По сути, такая деталь представляет собой переходник. С той стороны, к которой будет подключаться металлический трубопровод, у фитинга имеется резьба. С противоположной стороны располагается гладкая муфта, к которой припаивается пластиковая труба. Также в продаже присутствуют модели, с помощью которых можно выполнить соединение разнородных магистралей в большем количестве и фитинги для выполнения изгибов и поворотов.
Резьбовая муфта выбирается в зависимости от типа пластиковой трубы — под пайку, с обжимным или компрессионным соединением
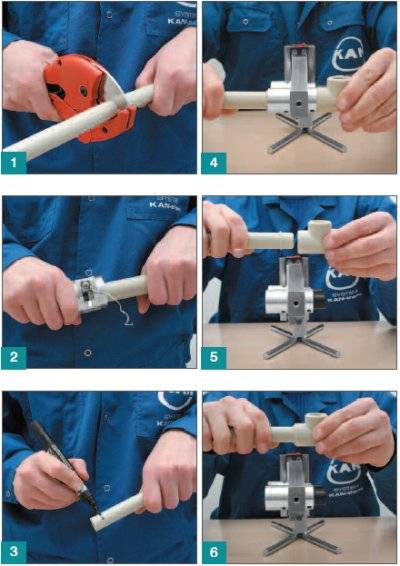
Для соединения стальной трубы с полипропиленовой вам предстоит выполнить следующую последовательность действий:
- удалите муфту со стальной коммуникации на участке предполагаемого соединения её с пластиковой веткой трубопровода. Можно также отрезать кусок старой трубы, нанести солидол или масло и сделать с помощью резьбореза новую резьбу;
- пройдитесь по резьбе тряпочкой, закрепите сверху слой фум-ленты или пакли, покройте поверхность силиконом. На резьбу намотайте 1-2 витка так, чтобы края уплотнителя шли по их ходу;
- накрутите фитинг. Выполнять данную операцию с переходником с пластиковой трубы на металлическую следует без использования ключа. В противном случае изделие может треснуть. Если, когда вы откроете кран, появится течь, переходник докрутите.
Удобство конструкции этой детали состоит в том, что она упрощает процедуру соединения металлических труб с полипропиленовыми на поворотах и изгибах. Интересно, что при необходимости форму фитинга можно изменить. Нагрейте его строительным феном до температуры +140˚С и придайте этой детали требуемую конфигурацию.
Фланцевое соединение
Как было сказано выше, подобным методом соединяются металлические и пластиковые трубы большого диаметра. Конечная конструкция является разборной. Технология такого соединения пластиковой трубы с металлической без резьбы настолько же проста, как и в случае применения резьбового переходника.
аккуратно и ровно обрежьте трубу в месте предполагаемого соединения;
наденьте на неё фланец и установите резиновую прокладку
Она будет выступать в роли уплотнителя;
осторожно надвиньте на этот элемент уплотнения фланец;
такие же действия проведите с другой трубой;
оба фланца скрепите друг с другом болтами.
Одним из вариантов перехода с металла на пластик является фланцевое соединение, в таком случае к полимерной трубе сначала припаивается фланец
Совет. Закручивайте болты равномерно, без смещения деталей и без чрезмерных усилий.
Иные методы безрезьбового соединения металлических и пластиковых труб
Для реализации такой технологии, помимо фланцев, применяются также следующие приспособления:
Специальная муфта. Продаётся такая деталь в магазине стройматериалов. Впрочем, обладая определёнными навыками, можно сделать её самостоятельно. Состоит этот переходник из следующих компонентов:
- корпуса. Лучше всего изготавливать его из высокопрочной стали или чугуна;
- двух гаек. Располагаются они по обеим сторонам муфты. Если вы собрались изготавливать такой переходник своими руками, для производства гаек используйте бронзу или латунь;
- четырёх металлических шайб. Устанавливаются они во внутренней полости муфты;
- резиновых прокладок. Они применяются для герметизации соединения. Заранее указать их точное количество невозможно.
Диаметр прокладок, шайб и гаек должен соответствовать сечению элементов трубопровода. Соединение металлической трубы с пластиковой без резьбы при помощи такой муфты выполняйте в нижеописанной последовательности:
- Вставьте концы труб через гайки до середины муфты. Кроме того, проденьте трубные изделия сквозь прокладки и шайбы.
- Затяните гайки до упора. Прокладки при этом должны сдавливаться.
Соединение получается долговечным и достаточно прочным.
При помощи фитинга типа Гебо соединение можно произвести быстро и без усилий, главное — правильно подобрать диаметр
Фитинг Гебо. Эта деталь состоит из следующих элементов:
- корпуса;
- гаек;
- зажимных колец;
- прижимных колец;
- уплотнительных колец.
Соединение выполняется очень просто.
- Полностью развинтите муфту.
- Наденьте на концы соединяемых труб все вышеуказанные элементы.
- Зафиксируйте стык гайками.
Особенности правильной пайки полипропиленовых элементов
Для тех, кто решил разобраться, как правильно паять полипропиленовые трубы, видео, размещенное на этой странице, пошагово продемонстрирует этот процесс и разъяснит основные нюансы и тонкости. Для начала следует надеть на паяльник нужные насадки (одну или несколько одновременно), подключить устройство к электросети, установить требующийся режим нагрева (обычно для пайки элементов из этого материала достаточно 250-300 градусов Цельсия). Точная температура непосредственно зависит от погоды и параметров трубы. Далее следует подождать, пока на термостате не загорится зеленая лампочка, сигнализирующая, что прибор достаточно прогрелся. Насадкам для нагрева требуется больше времени, чем жалу паяльника, поэтому после включения лампочки рекомендуется выждать еще 5-7 минут.
Порядок работы по пайке полипропиленовых труб
Чтобы паять трубы без помощников, ручку прибора фиксируют на полу одной ногой, а элемент трубопровода и нужный фитинг берут руками и, прилагая усилия, вдавливают их в насадку с противоположных сторон. Когда обе детали полностью целиком войдут в нее, ждут 5 секунд и достают их.
Очень важно не перегреть и не недогреть элементы. Если они недостаточно прогреются, стык будет некачественным и существует большая вероятность того, что он будет протекать во время эксплуатации
Если же трубу перегреть, ее внутренний диаметр может оказаться наглухо запаянным, а найти это место среди других стыков будет весьма сложно. После того как обе детали сняты с прибора, их тут же состыковывают между собой и с усилием держат, пока материал не затвердеет до нужной консистенции. Время пайки составляет 10-15 секунд, но может и варьироваться в зависимости от параметров элемента.
Герметичность полученного шва во многом зависит от того, насколько хорошо стык был очищен от грязи, пыли и влаги. Воду удаляют при помощи сухого куска ткани, а пыль и грязь полностью отчищают. Этим процессом не стоит пренебрегать: при закипании испарившаяся вода может пробить в шве отверстия, которых вполне достаточно, чтобы он при эксплуатации начал протекать. Такая ситуация нередко возникает во время ремонта уже готового водопровода, поскольку вода, стоящая в трубах, может помешать качественной пайке. Опытные мастера знают единственное возможное решение этой проблемы: они заталкивают в трубу мякиш хлеба, который не пропускает воду в течение той единственной минуты, которая требуется для пайки. Позже, когда в водопровод подается вода, мякиш растворяется и без труда выходит из какого-нибудь смесителя.
Пайка труб своими руками
Еще один немаловажный нюанс заключается в правильной порезке и зачистке труб. Сделать зачистку достаточно просто: она обладает конструкцией, не позволяющей снять больше, чем требуется, с верхнего слоя изделия. Однако для того чтобы научиться правильно работать ножницами, потребуется некоторое время и несколько пробных разрезов. Чтобы стык был качественным, срез должен быть идеально ровным. Дешевые ножницы в большинстве случаев делают его кривым, что при подаче воды под сильным нагревом с большой вероятностью приводит к разрывам.
Для нарезки трубы применяют круговые движения, сначала нажимая на ручку труборезов легко, чтобы они только врезались в тело элемента, после чего проворачивая их вокруг него так, чтобы дорезать его тело до конца. Только при такой порезке можно надежно спаять полипропиленовые элементы и получить качественный стык, который прослужит долгие годы.
Что делать если пробили трубу теплого пола?
При наличии тёплых водяных полов в доме или квартире, бывают случаи, когда трубопровод пола может быть пробит. В первую очередь, если пол функционирует, следует отключить его от водоснабжения. Но чаще, такое повреждение происходит в период монтажа или ремонта системы, когда финишное покрытие не уложено и не залита стяжка — это огромный плюс.
При наличии бетонной стяжки, чтобы найти место повреждения, потребуется перфоратор, зубило и молоток, для разрушения бетона. Делать это следует аккуратно, чтобы не повредить целый контур.
Что делать если трубку теплого пола повредили. Ремонт «тёплого пола». Установка пресс-фитинга.
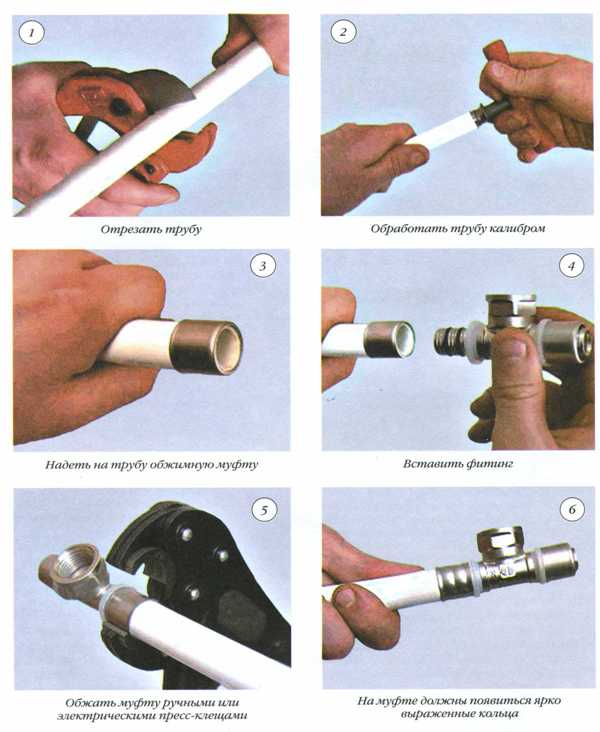
При пробивании трубы из металлопластика или полиэтилена, ремонт их производится пресс-муфтами, с помощью специального пресса.
Вычислив место пробоя, следует удалить повреждённый участок, а на его место установить целый контур. Соединение осуществляется с помощью пресс-муфт, которые для защиты от цементного раствора следует завернуть в полиэтиленовую плёнку.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.









Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Инструкции по сварке горячими предметами
Этот способ можно назвать наиболее простым, эффективным и безопасным одновременно, особенно когда речь идет о сварке в домашних условиях. Обыкновенный утюг найдется в каждом доме, да и швы, созданные с помощью разогретых предметов, обычно самые ровные и аккуратные.
Универсальный ролик для склеивания полиэтилена
Наиболее удобным инструментом для этого метода может послужить ролик с вмонтированным электро обогревательным приспособлением. Этот инструмент идеален в тех случаях, когда требуется сделать большой объем работы – например, в крупных агропромышленных предприятиях. Как правило, такие приборы приходится изготавливать самостоятельно. И чтобы они хорошо работали – нужно как минимум иметь квалификацию электрика.
Однако, когда речь идет о том, как склеить полиэтиленовую пленку для теплицы в домашних условиях – способ с роликом не очень подходит. Ведь не у каждого есть время, терпение и необходимые навыки для создания такого прибора, тем более, когда потребность в сварке возникает редко. Тогда стоит прибегнуть к помощи подручных средств. А в быту приборов, которые можно разогреть до нужной температуры – приблизительно 250°С – немало.
Как работать с электрическим утюгом и аналогами
Чтобы склеить полиэтилен при помощи утюга, нужно всего лишь выложить края материала на деревянную рейку, а затем прогладить детали через сложенную в два раза газету или фторопластовую пленку. Кстати, эти же предохранительные элементы будут не лишними при склеивании другими раскаленными предметами. В зависимости от площади соединяемой поверхности, можно использовать узкую кромку, носик или плоскость утюга. А деревянная рейка поможет создать ровное и аккуратное соединение.
До какой температуры нужно нагревать утюг? К сожалению, по этому вопросу нет четких рекомендаций, а 250°С – скорее, относительный показатель. Температура плавления зависит в первую очередь от марки полиэтилена. Поэтому в процессе работы нужно быть очень внимательным. Если материал не соединяется и вообще никак не изменяется – значит, утюг нужно сильнее нагреть. Если же шов еле заметен, а пленка возле него потеряла прочность – температура уже слишком высокая.
Всегда есть риск прожечь пленку. Чтобы этого избежать, нужно сократить соприкосновение утюга и склеиваемых деталей до одной секунды. Чтобы полиэтилен не приклеился к утюгу, вместо газеты перед работой можно накрыть поверхность полимера тонким целлофаном. Чтобы проверить, насколько эффективна пайка полиэтилена, нужно потянуть соединенные детали в разные стороны. Если шов разошелся – процесс придется начать заново.
Паяльник со специальной насадкой
Если способ с утюгом по каким-то причинам не подходит – можно использовать другие инструменты. Например, раскаленный нож и жало паяльника дадут возможность создать ровные и тонкие линии-швы. Некоторые умельцы умудряются соединить детали полиэтилена раскаленной иглой. Впрочем, можно использовать и другие подручные средства. Вспомогательные инструменты такие же, как и при соединении утюгом – деревянная рамка, газета или целлофан.
Самодельный паяльник для склеивания полиэтилена
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.

Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Загонка в раструб
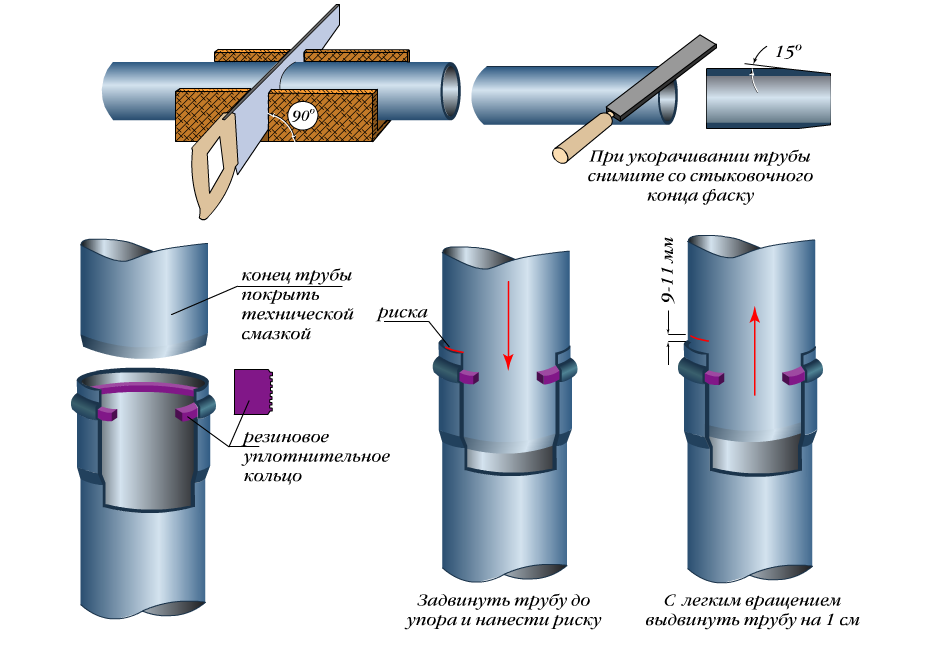
Таким способом собираются канализационные системы из полипропиленовых и ПВХ труб, один конец которых сделан в виде раструба. Применение этого соединения сокращает время монтажа и обходится дешевле, так как нет надобности в дополнительных стыковочных элементах. Сборка трубопроводов по данной технологии может проводиться любым новичком самостоятельно.
Перед стыковкой нужно убедиться, что торец без раструба перпендикулярен оси, иначе при эксплуатации возможно изгибание трубопровода. С кромки напильником снимают фаску, чтобы не повредить уплотнительное кольцо из резины в раструбе. Его очищают от грязи и пыли. Чтобы добиться повышения герметизации подготовленный конец трубы смазывается силиконовой смазкой, затем до упора вставляется в раструб. На месте где остановился его край, ставится отметка и сдвигается назад на 1 см. Получившийся зазор необходим для компенсации линейного расширения, возникающего при нагреве.
Соединение полипропиленовых труб с полиэтиленовыми
Как соединить полиэтиленовую трубу с полипропиленовой? Для этого используется стыковое сваривание. Торцы нагреваются, пока материал не расплавится. Затем их сжимают. Образуется стык, шов остывает. Нагревание осуществляется плоским инструментом из металла, имеющим покрытие из тефлона.
Главное преимущество подобного сваривания заключается в том, что для прокладывания прямых участков не нужно тратиться на соединяющие элементы. Минус состоит в том, что, вне зависимости от радиуса соединяемых изделий, понадобится соблюсти множество правил стыкового сваривания. Кроме того, соединение двух отрезков отнимает много времени. Теперь вам известно, как соединить трубу ПНД с полипропиленовой.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.









Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, «теплого пола», канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления — 1,6 МПа. Для горячего водоснабжения и отопления — PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера — 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
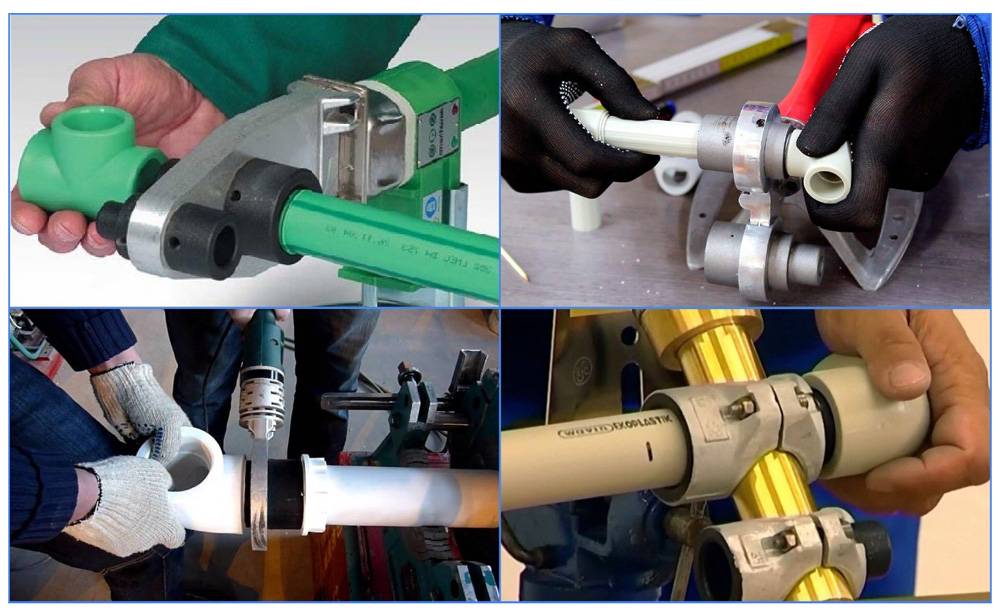
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями — стальными узлами, кранами, фильтрами, смесителями, счетчиками — полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.








При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
 Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Склеивание пластиковых труб
Поскольку у клея низкая механическая прочность его используют в сочетании со специальными фитингами или для стыковки пластиковых труб с раструбами. Состав на основе эпоксидной смолы и отвердителя применяется обычно для соединения пластиковых водопроводных труб, по которым подается холодная вода. Но есть марки клея выдерживающие высокую температуру.
Текучие виды продаются упаковками, где жидкие компоненты помещаются в разных емкостях. Перед работой они смешиваются. Составы для «холодной сварки» продаются в виде брусков похожих на пластилин, у которых верхний слой состоит из отвердителя, а внутренний из пластичной массы. При покупке лучше приобретать двухкомпонентный клей с добавками, улучшающими адгезию. При этом нужно интересоваться, для каких материалов он предназначен, так как не каждый состав подходит для склеивания полипропиленовых труб.
К достоинствам склеивания относятся:
- надежная герметизация стыков;
- большой ассортимент марок клея дает возможность выбрать состав для работы с конкретным видом пластика;
- компактность стыка улучшает презентабельность трубной разводки.
Работа проводится при температуре воздуха +5 — +35˚C в защитных перчатках. Поскольку клей легко воспламеняется рядом не должно быть источников открытого огня. Приготовленный состав используется в течение 20 минут, иначе он затвердеет. Для нанесения клея потребуется кисточка с натуральным ворсом. Обычно она вложена в упаковку.
Концы пластиковых труб очищаются от заусенцев и обрабатываются наждачной бумагой, чтобы сделать поверхность шероховатой. После обезжиривания метиленхлоридом ее покрывают тонким слоем клея. Состав наносится на участок, который будет вставляться в фитинг или раструб и на 2/3 длины внутри них. Концы вставляются до упора и удерживаются в этом положении в течение 30 — 60 секунд. Через 15 — 20 минут клей схватится, но максимальную прочность наберет через сутки.
Чтобы смонтировать трубопровод необязательно уметь паять пластиковые трубы. Достаточно выбрать подходящий способ соединения из перечисленных в статье, чтобы всю работу выполнить самостоятельно. Однако следует учитывать, что самыми надежными будут стыки на муфтах, а клееные соединения чаще всего выполняются в экстренных случаях. Поэтому использовать их лучше на неответственных трубопроводах, например, для системы полива.
Как осуществляется сборка конструкции
Дальнейший процесс работы осуществляется следующим образом:
- Вне зависимости от того, как осуществляется сварка – без паяльника или с ним, должна быть выполнена разметка.
- Следуя инструкции к устройству, необходимо прогреть соединяемые части, а после начала соединения не допускать упора трубы в стену фитинга. Помочь в этом способна правильно выполненная разметка.
- Оставить смонтированный участок до полного остывания и обеспечить его неподвижность.
- После этого необходимо убедиться в отсутствии брака (наплывов, отклонения от общей оси, протечек). В случае выявления любого из описанных дефектов, неудачный участок нужно разобрать и провести монтаж заново, с применением новых компонентов и учетом допущенных ошибок.
Источник





