

Процесс пайки ППР элементов при помощи электромуфты
Электромуфта на сегодняшний день является самым распространенным прибором для пайки труб. «Утюг» достаточно прост в применении, если знать его особую технологию. Перед подключением аппарата к сети следует убедиться, что для маневрирования хватит свободного места: мастеру и его движениям ничего не должно мешать. Температура в помещении, где будут проводиться работы, не может быть меньше +10 градусов, поскольку в таком случае невозможно успеть надежно зафиксировать участки.
Паяльник располагается вдали от воспламеняющихся предметов на твердой и ровной поверхности. Сначала спаивают большие узлы или цепи элементов, которые можно вмонтировать в стенку, а все остальные стыки паяют на весу. Чтобы точнее представить себе план действий, рекомендуется предварительно составить чертеж.
Процесс пайки полипропиленовых труб
Перед нагревом следует проверить, стыкуется ли муфта с ППР элементом. В случае положительного результата, следует заменить выбранные элементы, поскольку достигнуть качественного соединения в таком случае не удастся: оно все равно начнет протекать. Для получения лучшего результата опытные мастера рекомендуют приобретать детали, выпущенные одним и тем же производителем.
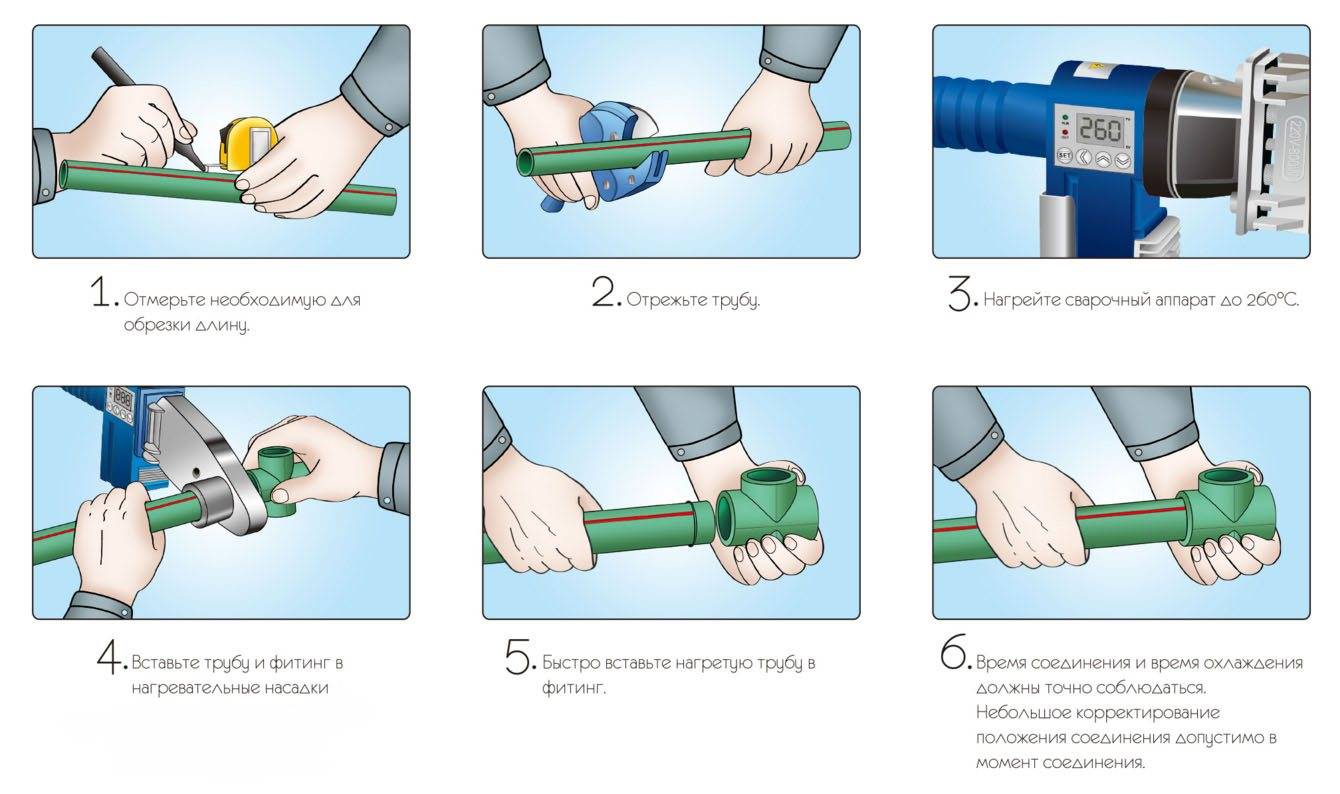
Разрезать полипропиленовые трубы на участки нужной длины лучше всего труборезами, а армированные элементы лучше режутся болгаркой
Важно добиваться разреза точно под прямым углом. После этого поверхность элемента зачищают от неровностей и одевают на прибор насадку нужного размера
Регулятор температуры паяльника устанавливают на 260 градусов (на дорогих, профессиональных аппаратах температура устанавливается сама, но только после того, как указан диаметр полипропиленового элемента). Когда прибор разогреется до нужной температуры, загорится зеленая лампочка. Дешевые паяльники нагреваются около 15 минут, а дорогие — несколько быстрее.
После этого на насадку надевают элемент и нужный фитинг. Теория гласит, что делать это следует поочередно, но это мало у кого выходит, поэтому лучше надевать сразу обе детали, встав для удобства на колени и зажав паяльник между ногами.
В зависимости от размера исходных деталей, прогревание фитинга и других элементов требует определенного количества времени:
- 16-20 — в течение 5 секунд;
- 25-34 — 8 секунд;
- 40 — 12 секунд.
Вставляют полипропиленовый элемент в насадку до самого конца. Чтобы быть уверенным, можно отметить нужное место карандашом. При разогреве допустимы только очень незначительные повороты элементов, иначе стык получится некачественным. После нагрева сначала снимают сам элемент, а затем фитинг, соединяют их и неподвижно фиксируют на 20 секунд
Важно, чтобы время от снятия элементов с прибора до их соединения не превышало 5 секунд, в противном случае стык быстро начнет протекать
Правильная пайка полипропиленовых труб
В случае, если необходимо спаять три или более элемента, которые закреплены в трубопроводе (например, вставить в уже вмонтированную трубу фитинг, предварительно разрезав ее), следует действовать по следующему алгоритму:
- разметить трубу и разрезать ее по разметке;
- позаботиться, чтобы кран фитинга хорошо открывался и закрывался;
- спаять с одной стороны фитинг с ППР элементом;
- перед началом спайки с другой стороны, разогреть кран, а затем основной элемент;
- состыковать участки.
Изначально полипропиленовые элементы горизонтально фиксируют клипсами, а вертикально — трубными хомутами.
По окончании сварки поверхности всех насадок следует протереть спиртом или другим обезжиривателем, чтобы удалить с них остатки материала.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Смотрите это видео на YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

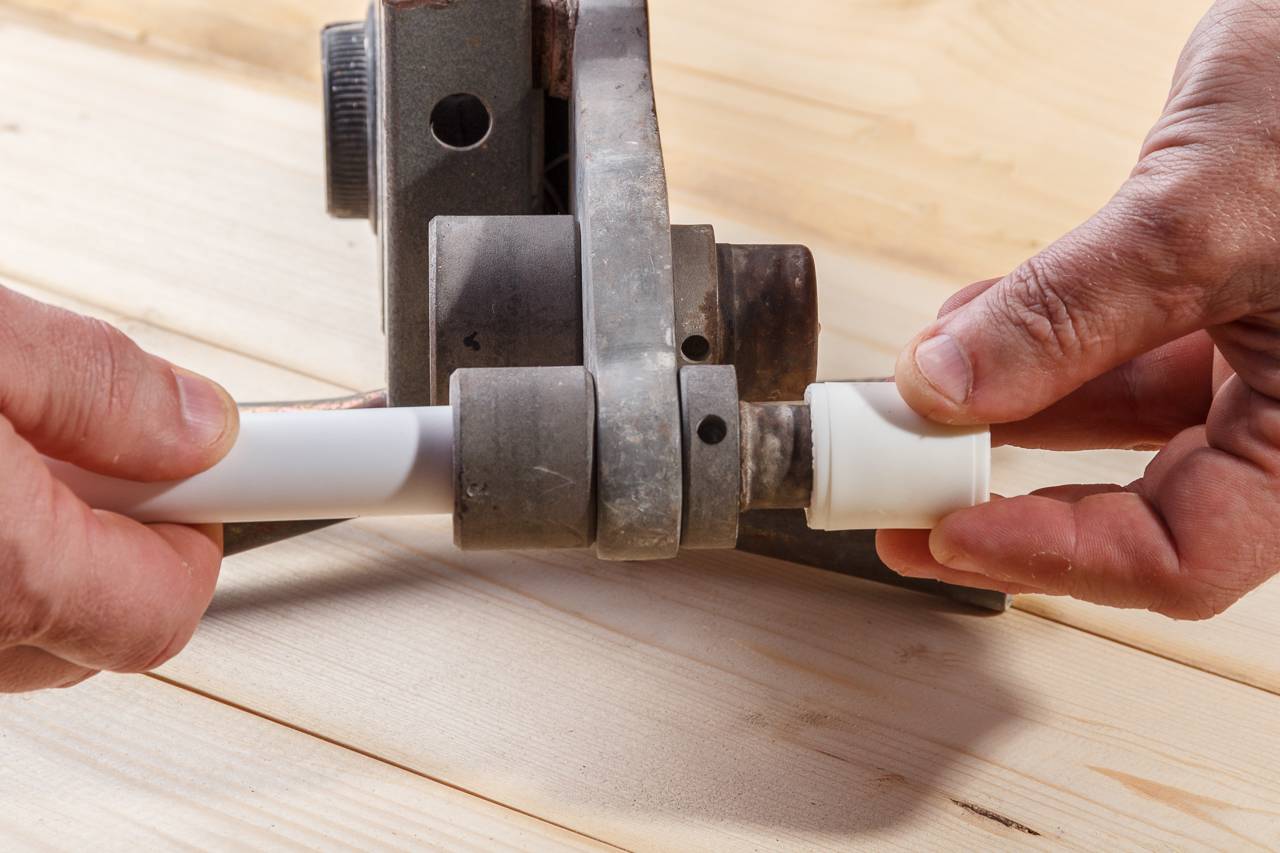
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
![[инструкция] пайка полипропиленовых труб | видео](https://plitkacersanit.ru/wp-content/uploads/a/d/c/adca7b7b5d92bb1b950b6f0d0be243e8.jpeg)






| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
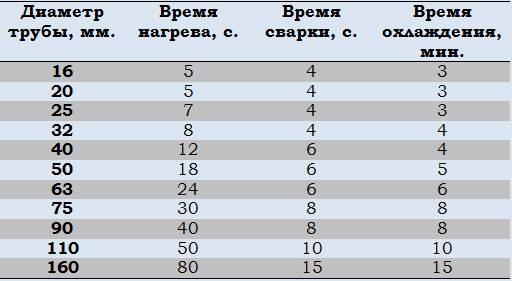
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Этапы выполнения работ
Ниже рассмотрим детальную инструкцию, как правильно паять трубы.
Изначально пластиковые трубы размечаются и обрезаются. После чего ножом или напильником счищаются все заусеницы с обрезанного края, если они появились. Если размер внешней трубы составляет больше 40 миллиметров, то торцы обрезаются под углом 45 градусов. Оставляется миллиметровый зазор. Его необходимость обуславливается исключением уменьшения проходного диаметра расплавленными поверхностями стыкуемых элементов.
Подбирается насадка на электронагревательный прибор нужного размера. Для новичков в этом деле лучше всего изначально попрактиковаться на отдельных кусках труб, так как работать придется быстро, но аккуратно.
Следующим этапом будет нагрев паяльника. Лучше всего установить его в таком месте, чтобы исключить его опрокидывание при подготовительных работах. После нагрева устройства до нужной температуры на насадки с плавным придавливанием вставляются детали для соединения. Сначала на насадку надевается доборная арматура, вставляется конец трубы. Выждав нужное количество времени, элементы снимаются в обратной последовательности. После снятия элементов с паяльника они стыкуются друг с другом до отмеченной метки. Движения по оси нельзя делать.
Около 5-20 секунд затрачивается на схватывание полипропилена и 10 минут на остывание. Только после полного затвердевания соединений можно продолжать работы.
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
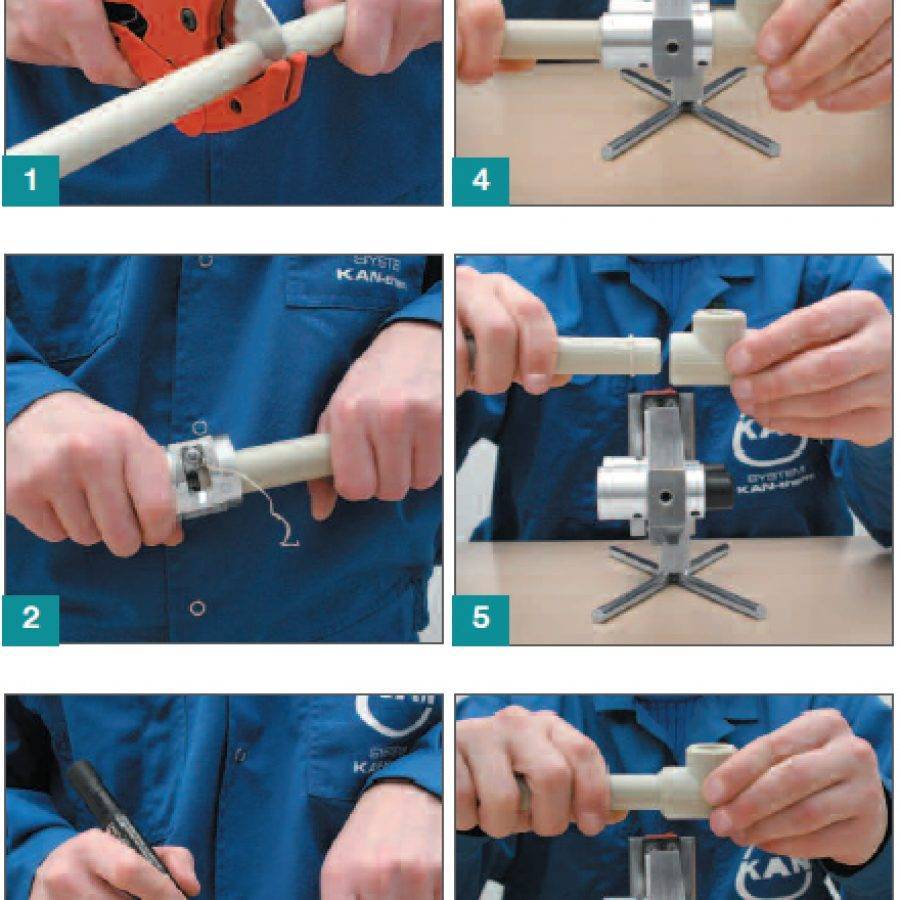
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.
6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
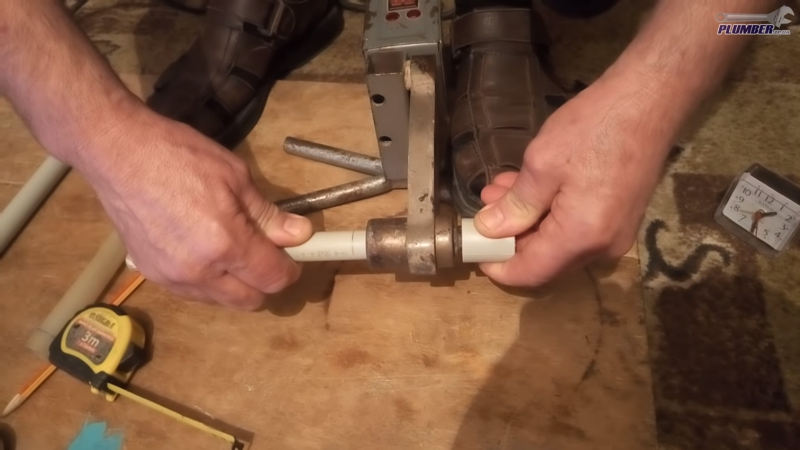
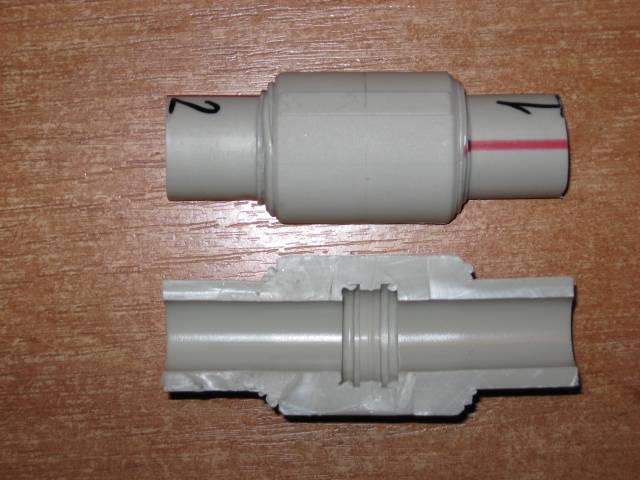
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)









Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.
Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Особенности соединения зачистной трубы
Перед соединением зачистной трубы, с нее нужно убрать фольгированный слой специальной стружилкой (шейвером) на размер глубины спайки. При отсутствии шейвера, армирующий слой аккуратно срезается канцелярским ножом ровно, по всей площади погружения трубы в фитинг. Этот способ выглядит непрофессионально, но при аккуратном удалении не уменьшает наружный диаметр полипропилена.
Что нужно для пайки
Для состыковки труб и переходных элементов понадобится следующие инструменты:
- набор для пайки труб (паяльник, насадка 20 мм, подставка);
- ножницы для пластиковых труб;
- простой карандаш;
- трубные рычажные ключи;
- рулетка.
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.
 Паяльник для полипропиленовых труб
Паяльник для полипропиленовых труб
Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией
На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей;
- стоимость агрегата;
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.









Пайка пакетов из полиэтилена

Запайщик пакетов является специальным видом оборудования, с помощью которого осуществляется пайка пленки и готовых полиэтиленовых пакетов, а также производятся мешки из любого пленочного материала и полимеров с добавлением полипропилена.
На сегодняшний день современный рынок предлагает различные виды аппаратов, которые могут оснащаться импульсным или постоянным нагревом, быть настольного или напольного типа, иметь педальный привод, а также быть автоматическими или ручными.
Так, например, для упаковки продуктов с недолгим сроком хранения, можно применять аппарат, который имеет в своем оснащении функцию, позволяющую проставлять на полиэтиленовой пленке дату.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.





