

Достоинства трубопроводов из полипропилена
К преимуществам трубопроводов их полипропиленовых труб относят:
- теплостойкость материала;
- применение фитингов делает возможным создание систем неограниченной конфигурации с неограниченным количеством изгибов;
- низкая цена (дешевле только полиэтилен);
- долговременная прочность при работе с наполнителями температурой от 70˚С до 85˚С;
- сварка враструб полипропиленовых труб настолько несложный технологический процесс, что его можно произвести самостоятельно в домашних условиях;
- высокие значения SDR и МАОР определяющие максимальное рабочее давление, которое выдерживает труба
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Достоинства полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и никакой коррозии на внутренних стенках, небольшой вес и быстрый способ сварки полипропиленовых труб – это основные преимущества полипропиленовых (ПП) труб. Стоимость армированной пластиковой трубы, которая применяется, например, в системах отопления, сопоставима с ценой металлического трубопровода, но долговечность – значительно больше. О том, как сварить полипропиленовую трубу правильно, знает даже начинающий инженер-монтажник.
Маркировочный код для полипропиленовых труб, принятый производителями всего мира – это буквенное обозначение PN, что значит «полипропилен», и цифровой код, указывающий максимальное эксплуатационное давление трубы. Маркировка указывает, где можно применять изделие и как правильно варить отопление из полипропиленовой трубы этого типа.
Смонтированные трубы для отопления должны выдерживать значительное давление, с учетом постоянного нагрева.

Технические характеристики труб указываются на внешней стороне изделия
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла – отопительный котел, прямые солнечные лучи, промышленное оборудование – водопроводная система будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима прогрева деталей и минимальное количество деталей, соединенных методом «встык».
Температурные условия для разогревания
В технологии сваривания полипропиленовых труб враструб нагревание должно происходить быстро, поэтому расчетные показатели температуры на поверхности нагревателей изначально несколько завышаются по отношению к температуре плавления полипропилена.
При этом имеют место некоторые ограничения:
- процесс оплавления поверхностей, которые будут спаиваться должен происходить достаточно быстро, со скоростью, которая не даст возможности разогреться материалы трубы и фитинга «насквозь». Если допустить это, то детали потеряют форму настолько, что сделают их совмещение невозможным;
- излишний разогрев поверхностей нагревателей станет причиной термической деградации полипропилена, узел не выдержит эксплуатации в течение длительного расчетного времени службы;
- тефлон (политетрафторэтилен), который применяются для покрытия поверхностей нагревателей может длительно сохранять свою структуру и свойства, а значит и работоспособность, в течение длительного времени, ели его не разогревать свыше 260˚С;
- допустимые отклонения в температурных режимах для тефлона и полипропилена составляют ±10˚С от расчетной температуры в 260˚С.
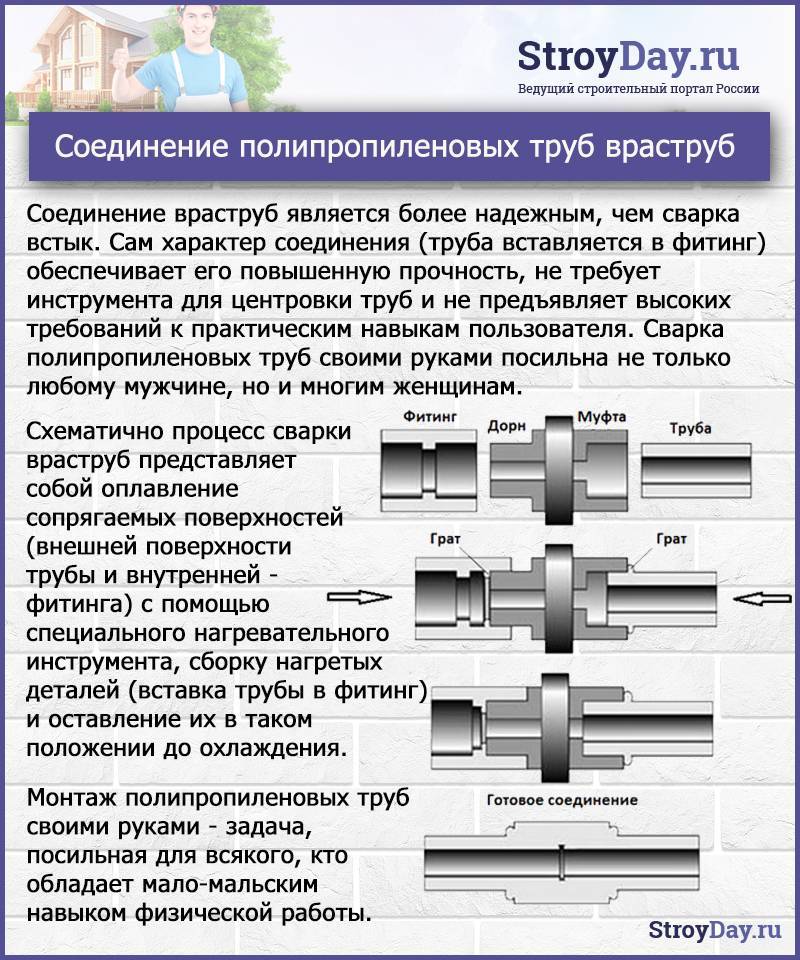
Режим быстрого нагревания, характерный для пайки полипропиленовых труб, становится причиной возникновения в месте соединения определённого внутреннего напряжения материала. Но этот недостаток компенсируется тем, что в результате спайки толщина стенки трубопровода в этом месте вдвое превышает толщину исходной трубы, a также увеличением площади сварки, которая значительно превышает площадь, получаемую при сваривании труб встык.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Смотрите это видео на YouTube
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
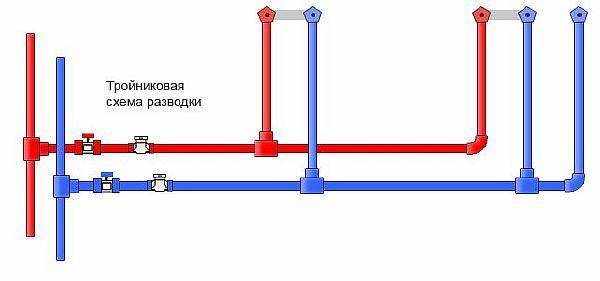
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
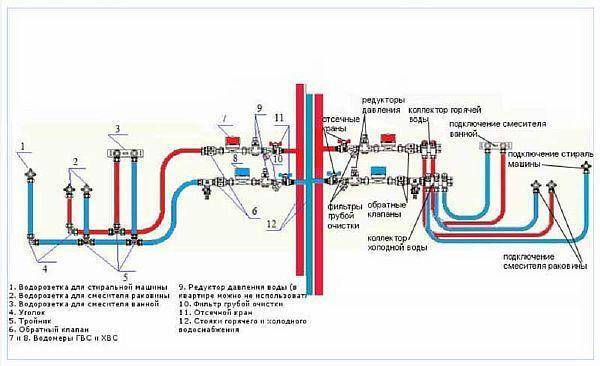
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
 Ошибки при пайке
Ошибки при пайке
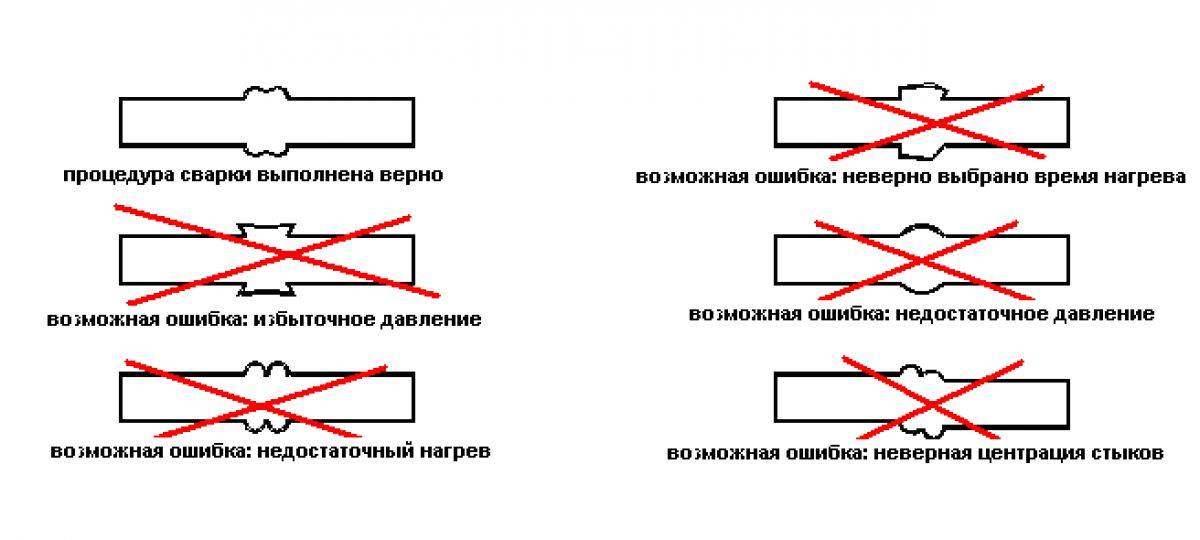
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением

Раструбная пайка соединений фитинг-трубопровод
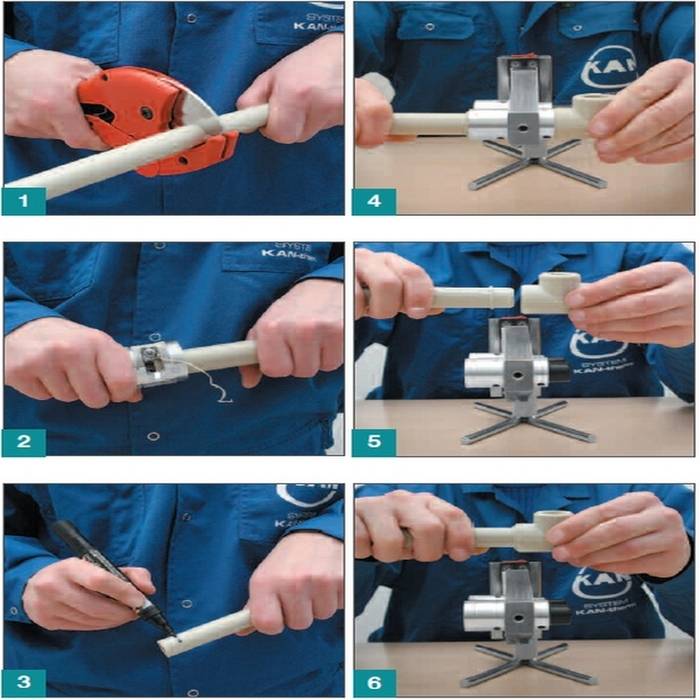
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга. После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения.
Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.







Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
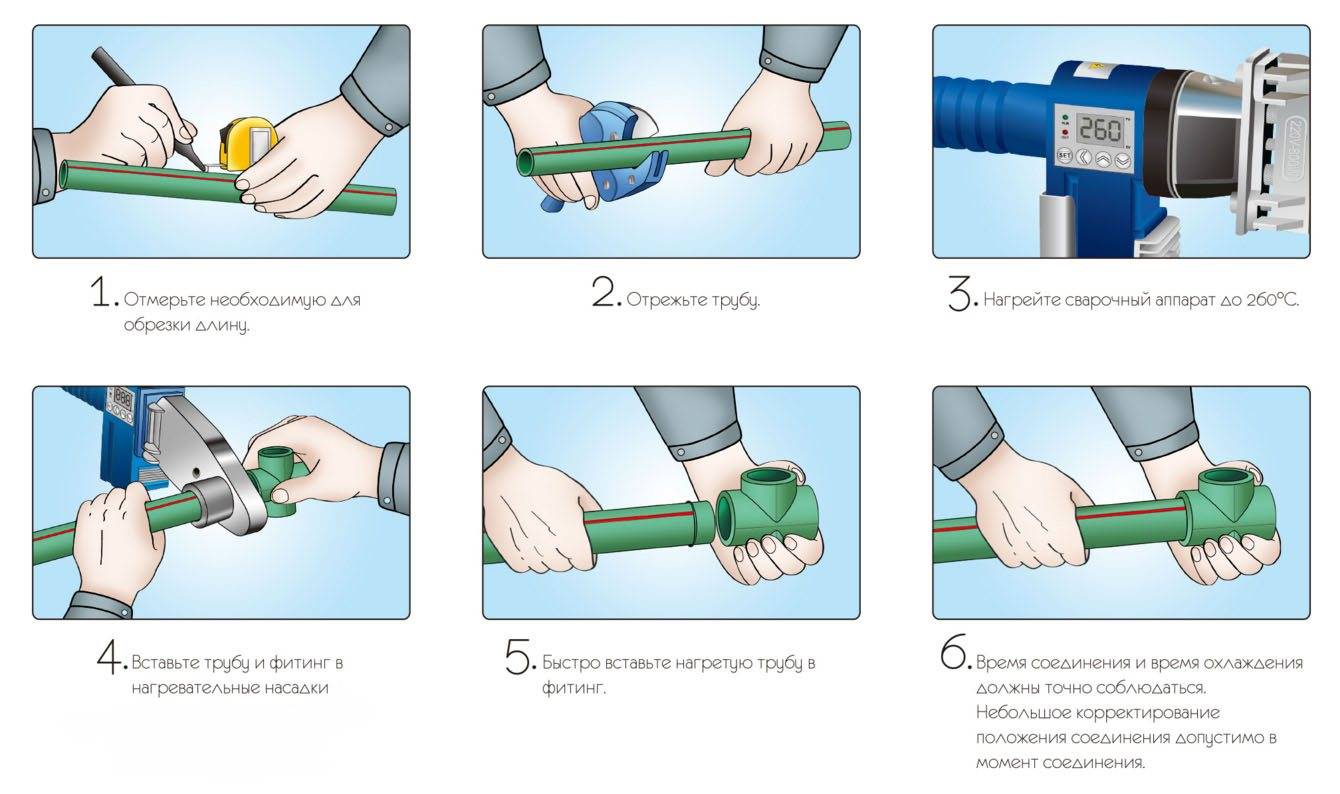
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
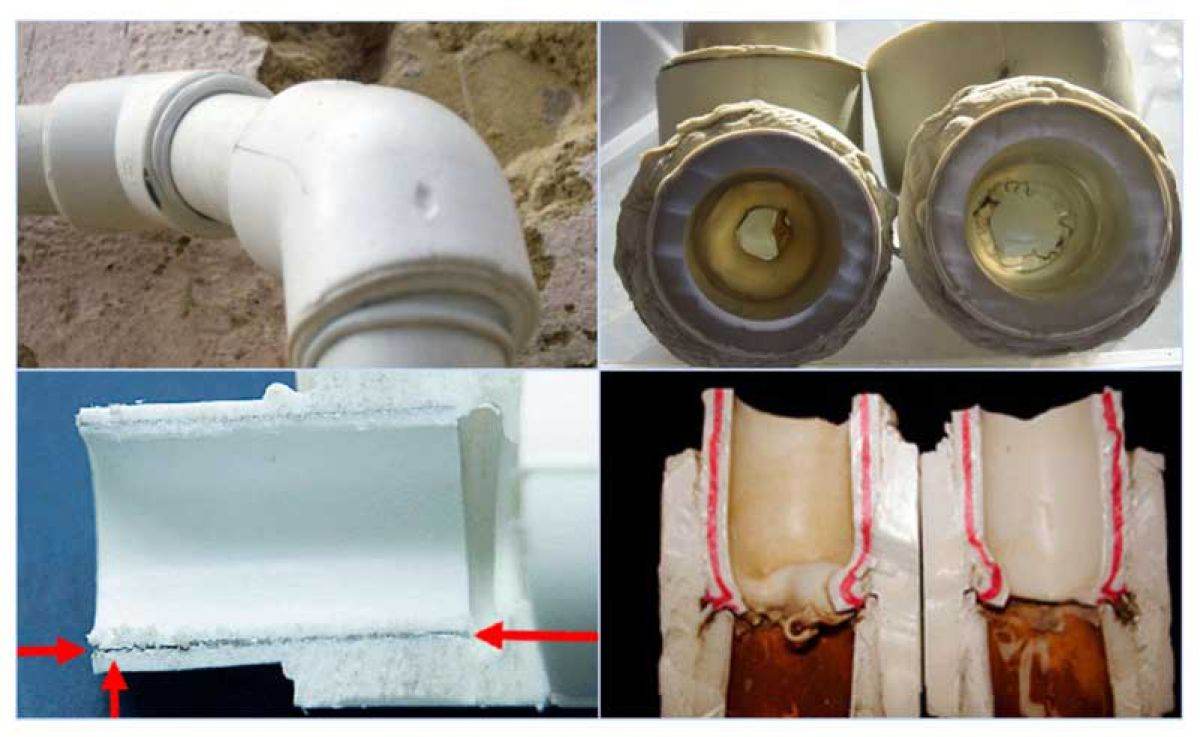
Перегрев
При перегреве, вы рискуете заплавить проходное отверстие.
Если пайка произведена правильно, но проходное отверстие не имеет заужений.
Отрезать трубу можно не только ножницами:
А иногда, с помощью ножниц не удаётся сделать ровный рез, например если надо отрезать всего сантиметр.
В таком случае можно прибегнуть к помощи болгарки.
Вот так выглядит труба армированная стеклом-волокном в разрезе. Зачищать и торцевать такую трубу не нужно, что не скажешь про алюминиевый слой.
Теперь разрежем спаянные элементы посмотрим, возможно ли эти соединения разъединитель.
Вверху серая труба спаяна с белой муфтой, а на снимке ниже серая с серой.
В обоих случаях видно сваренные элементы слиты в единое целое. Даже белый с серым. Отличия лишь визуально — цветом. Это сразу же ответ на вопрос, можно ли паять белый с серым. Можно.








Теперь глянем на переходную муфту в разрезе:
В этом случае труба была без армировки. Видно, что различия лишь по цвету, хотя производитель один и тот же. Само соединение разъединить невозможно и правильная пайка никогда течи не даст. По этой причине, такие соединения смело можно прятать в стены и в пол.
Вот вроде как и все ключевые моменты связанные с пайкой полипропиленовых труб. Все вопросы касательно материала, пожалуйста в комментарии.
Ну и заключение несколько фото спаянных труб:
Для горизонтальной фиксации труб я использую клипсы
Для вертикальной трубы, где трубу надо закрепить жестко, используется специальный трубных хомут
Причины некачественной сварки полипропиленовых труб и фитингов. Учимся на чужих ошибках
Так почему же может потечь место сварки ППР-труб?
Окунемся немного в теорию. Самый простой и распространенный способ соединения полипропиленовых труб — сварка при помощи термической полифузии. В простонародии — «паяльником» и процесс по простому имеет название «склеивание», «сваривание», «спаивание». Этот способ мы и рассмотрим на предмет поиска причин возможного брака.
1. Если вы не нагреете ваши соединяемые части до нужной температуры, они не соединятся герметично. Производители декларируют температуру в 250-270 градусов Цельсия. Производители паяльников дают возможность изменять температуру нагрева от комнатной, до выше чем 320. Что будет, если вы нагреете до более высокой температуры? Материал ваших заготовок станет слишком текучим и соединение может оказаться меньшим по пропускной способности. То есть проход может заплавиться. Поэтому выбор правильной температуры и времени нагревания соединяемых частей, очень важен.
Помню когда мы в 2003 году купили свой первый «паяльник» отечественного производства, к нему шла инструкция, где указывалось, что для диаметра 20 мм нужно нагревать 8-9 секунд, для 25 мм — 9-10 сек, для 32 мм — 10-12 секунд. При температуре паяльника в 270 градусов. С тех пор эти секунды уже на автомате считаются при работе.
2. Грязные части соединяемых частей или насадки паяльника также могут привести к браку. И если «сопли» от расплавленных кусочков полипропилена на насадках не так страшны (хотя и должны удаляться), но грязные трубы и фитинги всё же чаще приводят к браку. Поэтому не поленитесь очистить край трубы или обрезать грязный участок и внимательно осмотрите внутреннюю часть муфты перед сваркой. Возможно там что-то попало при транспортировке.
Что происходит при попадании чего-то в место соединения? Монолитность термического склеивания уменьшается и возможна протечка.
3. Попадание воды в место соединения. Это пожалуй один из самых неприятных моментов. Вода может течь по трубе (достаточно капель при плохо закрытом кране) и попадая на паяльник, место соединения, она испаряется, этот пар попадает внутрь места сварки и обычно его разрывает. К тому же вода попросту охлаждает паяльник и место сварки.
Из давних времён есть много способов убрать такие капли, которые мешают. Вот парочка самых популярных:
натолкать в трубу соли, она вберет в себя капли воды, давая несколько секунд или минут для сварки, после этого соль промывается некоторым количеством воды
залепить кусочком хлеба, размятым в тесто, после сварки промыть или прочистить обязательно.
Возможно вы тоже знаете какие-то способы. Главное убрать воду при сварке.
4. Слишком долгое позиционирование соединяемых частей. Когда вы соединяете нагретые части, у вас есть максимум примерно столько же секунд, сколько вы их нагревали, чтобы выставить соединение как нужно. Лучше к этому максимуму не приближаться по времени.
Часто вижу, как некоторые монтажники пытаются загладить вылезающие наплывы из соединения и делают это слишком рьяно. Не нужно это делать, так вы можете нарушить еще не остывшее соединение. Чтобы наплывов не образовывалось, достаточно не перегревать трубу.
5. Если вы используете части разных производителей, будьте готовы к тому, что может в соединении быть брак. Разный состав материала прогревается по-разному и по-разному склеивается.
6. Некачественный материал. Было время, когда попадались поддельные трубы, которые текли не только на месте соединений, но и просто по телу трубы. Тут лучше найти постоянного поставщика и постоянную проверенную торговую марку.
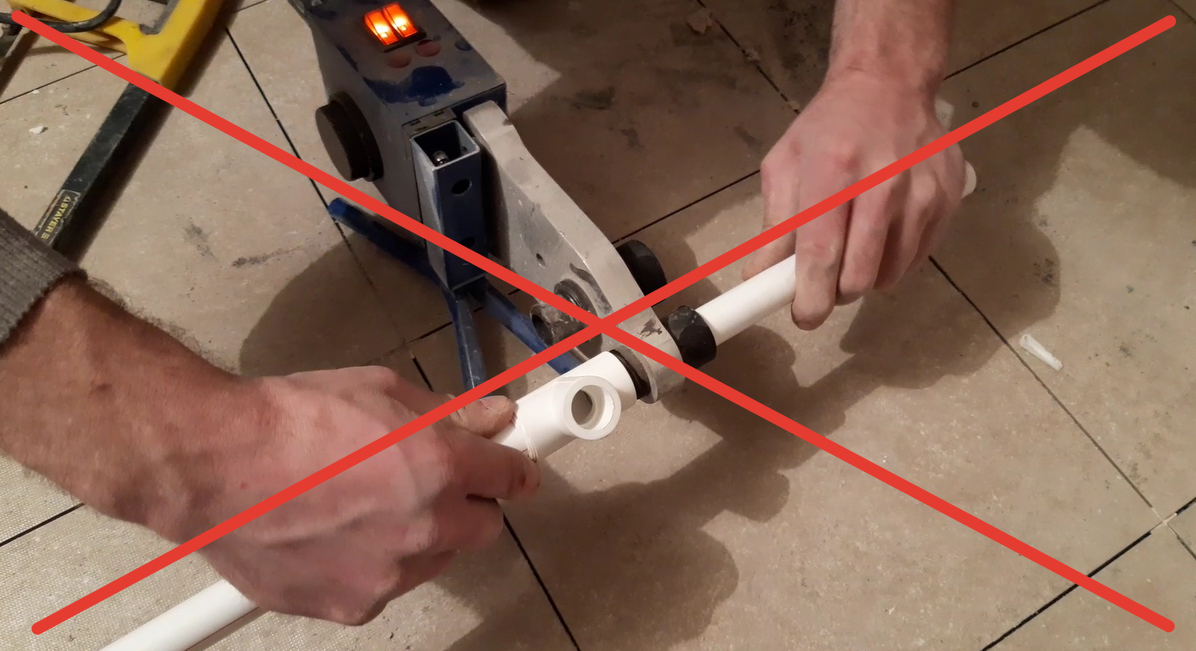
7. Монтаж не по правилам. Пример: те же 2 бойца, о которых речь шла в начале, не стали бежать покупать новую муфту, а поколупавшись в протекающей, сварили ее с трубой встык.
Бывает, что такие соединения не текут, но зачем вам экспериментировать?
8. Используя стабилизированную трубу, вы не до конца удалили фольгу с промежуточного слоя. Тут остатки фольги действуют как и в пункте 2.
В принципе видно, что причина почти всего брака — невнимательность, спешка и неопытность. Не позволяйте таким досадным просчетам испортить вам работу!
Источник
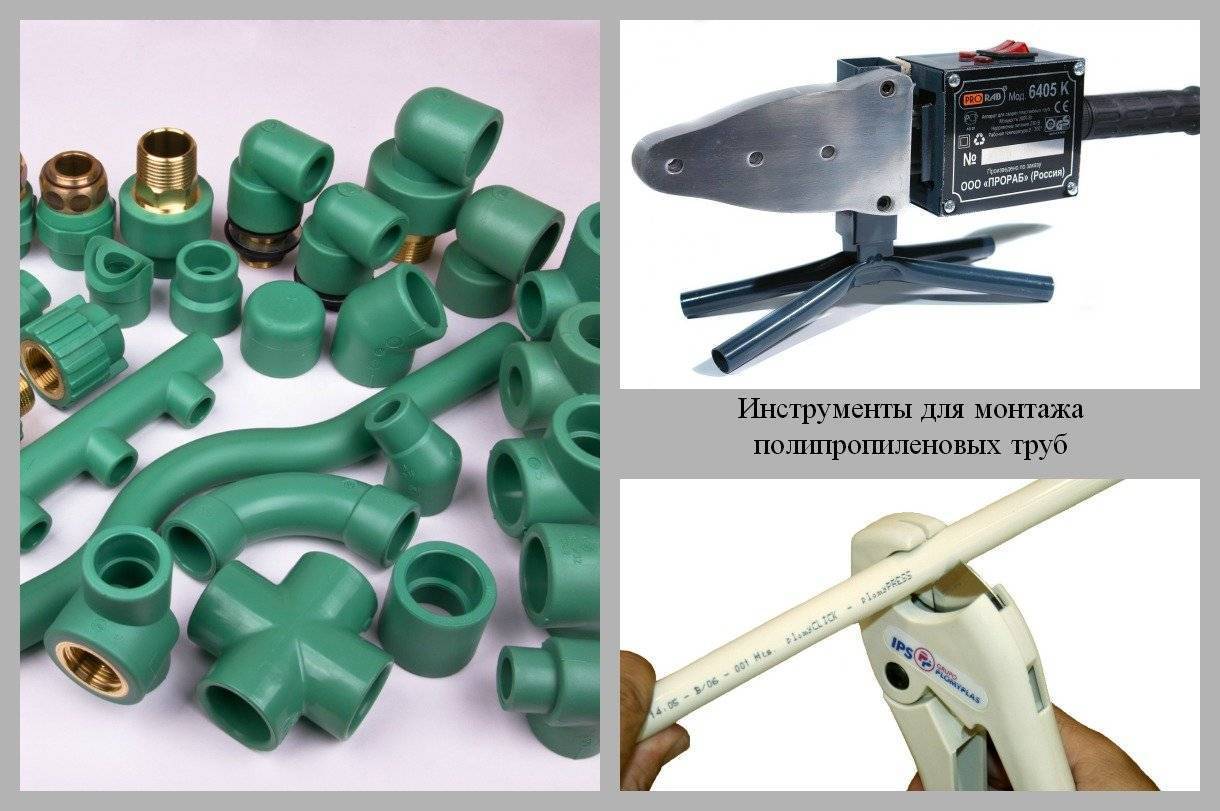
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Выбор полипропиленовой трубы

Трубы из полипропилена бывают четырех цветов. Все они, за исключением черного, никаких ограничений в использовании не имеют. Черные трубы специально разработаны для защиты от УФ-излучения. Допускается их соединение с металлоконструкциями.








Полипропиленовые трубы делятся на четыре категории:
- PN10 имеют тонкие стены и предназначены для монтажа в теплых полах, где температура не превышает 45°C или для холодного водоснабжения;
- PN16 предназначены для монтажа систем холодного водоснабжения с высоким давления или же для отопительных трубопроводов низкого давления;
- PN20 – универсальный вид, который может использоваться как для холодного, так и горячего водоснабжения, но при условии, что температура не превышает 80°C;
- PN25 – трубы, армированные фольгой из алюминия. Они предназначены для оборудования центрального отопления и горячего снабжения при температуре не более 95°С. Также могут использоваться для подведения к металлическому трубопроводу.
Выбрав требуемую модификацию, нужно будет подобрать набор труб требуемого диаметра и соединительных деталей, которые называются фитингами. Все это зависит уже от того, какой у вас проект.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Инструкция на проектирование и монтаж полипропиленовых трубопроводов
Трубы и фитинги, изготовленные из PPRC, могут применяться при прокладке технологических трубопроводов для транспортирования жидких и газообразных продуктов. В приложении приведены таблицы химической стойкости материала. Проектирование должно осуществляться в соответствии с «Инструкцией по проектированию технологических трубопроводов из пластмассовых труб СН-550-82», ОСТ 36-100.309-86, СББТ «Монтаж технологических трубопроводов. Требования безопасности» и другими нормативными документами. Запрещается прокладка трубопроводов из материала PPRC в помещениях, относящихся по пожарной безопасности к категориям А, Б, В. Нормы проектирования и монтажа трубопроводов для систем водоснабжения содержатся в СНиП -85 и в с водах правил СП и СП 40-102-200. Напорные трубы, предназначенные для внутренних водопроводов должны соединяться на сварке в раструб, разъёмные соединения предусматривают в местах установки арматуры, присоединений к оборудованию и для возможности демонтажа элементов трубопровода в процессе эксплуатации.
Трубы PPRC производимые из сырьевого материала Тип-3 PP-R (рандом сополимер) ввиду своей физической структуры имеют свойство удлиняться при высоких температурах и сокращаться при низких. Ввиду этого для трубопроводов длиной более 5 м необходимо учитывать правила расширения. Величина линейного расширения участка трубопровода L1 при открытой прокладке определяется по формуле: ∆L= α * L*∆t, где — ∆t расчётная максимальная разность температур (между рабочей и при его монтаже), α- коэффициент линейного расширения (α=0,15 мм/мК), L – длина трубы в метрах.
Таблица линейного расширения прямых труб PPRC
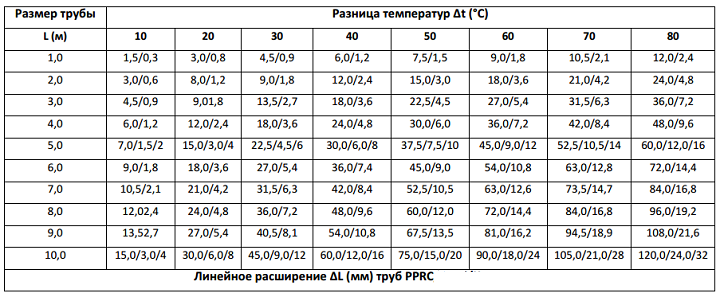
Если линейные изменения трубопровода должным образом не компенсируются, то есть, если нет возможности удлинять или укорачивать трубопровод, в стенках трубы концентрируются дополнительные напряжения растяжения или сжатия, сокращающие срок эксплуатации трубопровода. У полипропилена для компенсации линейных изменений используется гибкость материала. Помимо компенсации на изгибе трубопроводной трассы используются изгибающие компенсаторы. Подходящим способом компенсации является тот, при котором трубопровод отклоняется в прямом направлении от первоначальной трассы, а на этом перпендикуляре оставляется свободная компенсационная длина, которая обеспечит то, что при расширении прямой трассы не возникнут значительные дополнительные напряжения тяги и давления в стенке трубы.
Инструкция изготовления компенсатора для труб PPRC.

Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Хитрости пайки пластиковых труб

Как не запаять пластиковую трубу — легко! Просто нужно использовать маркер для того, чтобы заранее размечать глубину входа трубы в фитинг.
Как спаять соединение в нужную сторону. Опять же, стоит воспользоваться маркером, чтобы сразу отметить в какую сторону должен смотреть отвод, тройник и т. д.
Из трубы идёт вода, как паять? Ничего проще нет, нужно воспользоваться бумажной салфеткой, куском туалетной бумаги или даже мякишем черного хлеба
Важно использовать такие средства, которые после спаивания хорошо растворятся в воде, и полностью выйдут из трубы. Просто заткните салфеткой трубу и продолжайте смело паять.
Как быстро очистить насадки паяльника? На поверхности насадок нанесено тефлоновое покрытие, поэтому прилипший от труб пластик нельзя отдирать ножом, гвоздем или наждачной бумагой
Просто установите насадки на подошву паяльника, а затем включите его в сеть, выставив максимальную температуру разогрева. Нужно подождать некоторое время пока пластик сам полностью выгорит.
Как сменить насадки прямо на горячем паяльнике? Используйте сантехнический ключ и шестигранник для того, чтобы быстро сменить насадки на разогретом паяльнике.






