Особенности полиэтилена низкого давления
Полиэтилен низкого давления – это полимер высокой плотности, который производят посредством полимеризации этилена в условиях низкого давления. Он отличается низкой теплопроводностью, отличной износостойкостью и достаточной прочностью на растяжение и сжим. Сохраняет нейтральность по отношению к агрессивным химическим средам, не трескается и не разрушается при температурах от -60оС до + 60оС. Для него характерна паровая и жидкостная непроницаемость. Его можно гофрировать. Изделия из него имеют срок эксплуатации около 50 лет. Материал нетоксичный и экологически безопасный, устойчивый к жирным веществам.
ПНД производится с применением трех технологий (в зависимости от выбора производителя):
- Суспензионной полимеризацией. В этом случае в качестве сырья используются гранулы, на которые воздействует суспензия с химическими стабилизаторами. Смесь постоянно перемешивается, что создает условие для устойчивого слияния всех составляющих и максимальной однородности материала без недостатков.
- Растворной полимеризацией. Процесс проходит при температуре 600С-1300С с применением катализатора, что также обеспечивает высокую степень однородности массы, из которой в результате получается гибкий материал, легко восстанавливающийся после деформации.
- Газофазной полимеризацией. Эта технология почти не используется в настоящее время, так как результат не отличается высоким качеством. Принцип ее заключается в том, что мономеры полимеризуются в газовой среде. Структура материала получается не однородной, и его износостойкость оставляет желать лучшего.
Качественный полиэтилен низкого давления отличается надежными межмолекулярными связями с низкой ветвистостью, поэтому характеризуется высокой прочностью на разрыв
Важно, что при работе с ним не требуется соблюдение мер предосторожности. Хотя, во время производства в результате реакций между элементами составов образуются отходы, которые представляют вред для экологии, поэтому должны быть правильно утилизированы в соответствии с отраслевыми нормами. Утилизация использованного продукта из полимера заключается в его обычной переплавке во вторсырье и выполняется без необходимости в дополнительных компонентах и сложных технологиях
Утилизация использованного продукта из полимера заключается в его обычной переплавке во вторсырье и выполняется без необходимости в дополнительных компонентах и сложных технологиях.
Согласно ГОСТу 16338-85, действующему на сегодняшний день без изменений с момента его утверждения в 1985 году и соответствующему международным требованиям, ПНД должен иметь плотность не менее 0,93 гр/см3, температуру плавления — 1250С -1300С, стойкость к разрушению на изгиб не должна быть меньше 19 МПа, стойкость к разрушению на порез — не меньше 19 МПа, водопоглощение за месяц не должно превышать 0,04%.
Допустимый радиус изгиба
Как мы писали выше, ПНД труба может реализовываться на катушках, следовательно, является гибкой, способной принимать разные формы
Для ее деформации, например, для прокладки системы в обход препятствий, не обязательно применять специальное оборудование, но важно знать основные требования и ограничения. Одним из таких условий является показатель допустимого радиуса изгиба
Поскольку этот вид полиэтилена характеризуется эластичностью и при этом сохраняет прочность, то можно создавать разные конфигурации трубопроводов, придерживаясь рекомендуемых величин минимального радиуса изгиба. Показатель зависит от SDR и температуры укладки, так как тепловое расширение приводит к изменению размеров системы. Существуют специальные таблицы, в которых максимальный изгиб ПНД трубы рассчитан с учетом описанных условий.
Если возникает необходимость в создании идеально прямого угла, то рекомендуется использовать шаблон. Нужно постепенно прогреть участок сгиба, длина которого должна составлять шесть ее диаметров. Если не выполнить это условие, то изгиб трубы пнд на 90 градусов может нарушить структуру материала, что приведет к преждевременному износу системы и ее дефектам.
Температура плавления
Выполнение сгибания трубной заготовки под разным углом осуществляется в условиях высокой температуры, которую важно поддерживать на стабильном уровне. Минимальная граница составляет +1300С, а максимум должен оставаться на отметке +1370С
Это – температура, необходимая для того, чтобы началось плавление материала. Но уже при +800С начинается размягчение.
Лечение спаек в придатках и других причин, вызвавших непроходимость
Лечится ли непроходимость придатков? Да, лечится, об этом говорят многочисленные отзывы, которые бывшие пациентки размещают на форумах. Лечение проводится комплексно, и направлено на устранение причины патологии — ИППП, гидросальпинкс и пр.
Медикаментозный метод используется в лечении острой формы заболевания. Он заключается в постоянном приёме лекарственных средств определённой дозировки. Препараты разнонаправлены по действию на организм: одни подавляют жизнедеятельность патогенных микроорганизмов, другие снимают воспаление, третьи рассасывают спайки. Лекарства выпускаются в виде таблеток и свечей.
Применение противовоспалительных препаратов:
- Нестероидные (анальгетики): одновременно снимают воспаление, обезболивают и снимают температуру. Блокируют выработку ферментов — простагландинов, вырабатываемых при попадании в организм инфекции. Они не синтетические, поэтому принимаются дольше, чем препараты стероидной группы.
- Стероидные (глюкокортикостероиды — гормоны, вырабатываемые надпочечниками). Они делятся на натуральные и искусственные. Принцип действия — подавление выработки лейкоцитов, вырабатываемых при воспалении. Эрозия тканей на месте воспаления исчезает, боль и температура уходят. Но стероидные препараты нельзя принимать долго, они действенны при острых воспалениях и тяжёлых формах инфекционного поражения.
- Антибиотики. Препаратом, уничтожающим болезнетворные бактерии, можно вылечить непроходимость маточных труб, точнее, устранить причину нефункциональности придатков — ИППП. Антибиотики принимаются под наблюдением врача в дозировке. Есть угроза, что при долгом применении будет подавлена и нормальная микрофлора. Поэтому прежде, чем назначить лечение антибиотиками, пациент проходит пробу на чувствительность микроба к активному веществу. На протяжении лечения виды антибиотиков меняются, чтобы микробы не адаптировались к препарату.
- Гормонотерапия. Часто гинекологические проблемы, в том числе блокировка просвета придатков, вызваны гормональными нарушениями. В зависимости от того, как лечится непроходимость маточных труб, пациентке назначают натуральные или синтетические гормоны, подавляющие или восстанавливающие нормальное функционирование органа.
- Хирургический метод применяется в запущенных случаях, а также тогда, когда медикаментозный и физиотерапевтический методы становятся малоэффективными. Перед хирургическим вмешательством пациентка проходит диагностику, устанавливающую непроходимый участок. Он, как правило, поражён спайками, разросшейся соединительной тканью или рубцами. Есть различные методы хирургического вмешательства, каждый из которых эффективен в конкретном случае.
Прекрасно зарекомендовала себя лапароскопия. Это малоинвазивный метод, при котором брюшину оперируемой прокалывают в нескольких местах, и через проколы вводят лапароскоп — длинную трубку с оптикой и камерой на конце. С помощью камеры изображение видно на экране, а оптика увеличивает в 3-4 раза. Врач удаляет спайки и рубцы, моментально прижигая оперируемое место.
В некоторых случаях лапаротомия избавляет от непроходимости придатков. По низу брюшины делается разрез, через которые проводится хирургическое вмешательство. После операции остаётся шрам, женщина остаётся в больнице минимум 5 дней.
Аналогичным образом действует реконструктивная хирургия. Заключается в пересадке здорового участка донорской трубы на место поражённого. Либо это искусственное восстановление просвета.
Что делать при обнаружении утечки
Образование отверстия (свища) — аварийная ситуация надо принимать решение:
- Обращаться или звонить в «аварийку», ждать специалистов. Необходимо иметь под рукой телефоны служб.
- Устранять проблему самостоятельно. Надо иметь технические навыки, нужную оснастку.
В каждом случае надо будет пройти 2 этапа:
- локализовать место протечки, добиться минимальных негативных последствий аварии;
- полностью ликвидировать возможность появления утечки, заменив участок трубопровода.
Устранить свищ самостоятельно, не отключая отопительную систему сложно. Нужны навыки, инструмент, материал. Замена участка поврежденного водовода с отключением системы подачи воды предпочтительней. Это возможно, когда можно отключить часть отопительной системы.
Требования стандарта
В нашей стране напорные полиэтиленовые трубы производятся по межгосударственному стандарту за номером 18599-2001. Тот, в свою очередь, является актуализированной версией советского стандарта 18599-83.
Итак, какими должны быть произведенные по ГОСТ 18599-2001 трубы полиэтиленовые для водоснабжения?
Определения
Начнем с определений, использующихся в тексте документа.
- Номинальный наружный диаметр — внешний диаметр без учета предусмотренных стандартом допусков. Внутренний диаметр, непосредственно влияющий на пропускную способность водопровода, отличается от внешнего на удвоенную толщину стенки трубы;
- Овальность — разница между максимальным и минимальным диаметрами, измеренными в одном поперечном сечении;
- Номинальная толщина стенки — толщина стенки трубы без учета допустимых отклонений;
- SDR (стандартное размерное отношение) — результат деления номинального внешнего диаметра на номинальную толщину стенки. Чем больше SDR, тем меньше прочность трубы на разрыв: по мере увеличения диаметра (и, соответственно, площади внутренних стенок) при неизменном внутреннем давлении растет усилие, растягивающее стенки;
- MOP (максимальное рабочее давление) — давление, допустимое при постоянной эксплуатации напорного водопровода;
- PN (номинальное давление) — численное обозначение, указывающее на механическую прочность водопровода и на допустимое давление в нем, но уже с учетом коэффициента запаса прочности.
Размеры
Какие диаметры полиэтиленовых труб водоснабжения предусматривает ГОСТ 18599-2001?
Таблица размеров включает диаметры от 10 мм до 2 метров при толщине стенок от 2 до 118 миллиметров. Отклонения от номинального диаметра и номинальной толщины стенок допустимы только в большую сторону; это требование гарантирует соответствие минимальной пропускной способности и прочности водопровода значениям, предусмотренным стандартом.
Трубы для водоснабжения полиэтиленовые могут поставляться на катушках, в бухтах длиной свыше 500 метров и в прямых отрезках.
Обозначение
Как маркируются трубы полиэтиленовые ?
Обозначение должно включать:
- Слово «труба»;
- Вид полиэтилена (ПЭ 32 — ПЭ 100);
- Наружный диаметр;
- Толщину стенки;
- Назначение трубы (питьевая или техническая);
- Обозначение стандарта.
Так, труба ПЭ 80 SDR 17,6 — 160х9,1 питьевая ГОСТ 18599-2001 изготовлена из полиэтилена ПЭ 80, имеет номинальный внешний диаметр 160 мм при стенках толщиной 9,1 мм и предназначена для питьевой воды.
Внешний вид
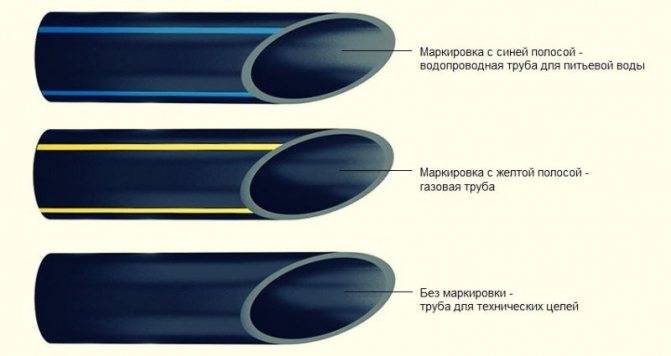
Напорные трубы для холодной воды маркируются цветом и могут быть:
- Черными;
- Черными с продольными синими полосками;
Синими.
Поверхности (наружная и внутренняя) должны быть гладкими, без пузырей, трещин, посторонних включений и каверн. Допустимы лишь продольные полосы и небольшая волна — при условии, что они укладываются в пределы допустимых отклонений от номинального размера и не выводят трубу за рамки допустимой овальности.


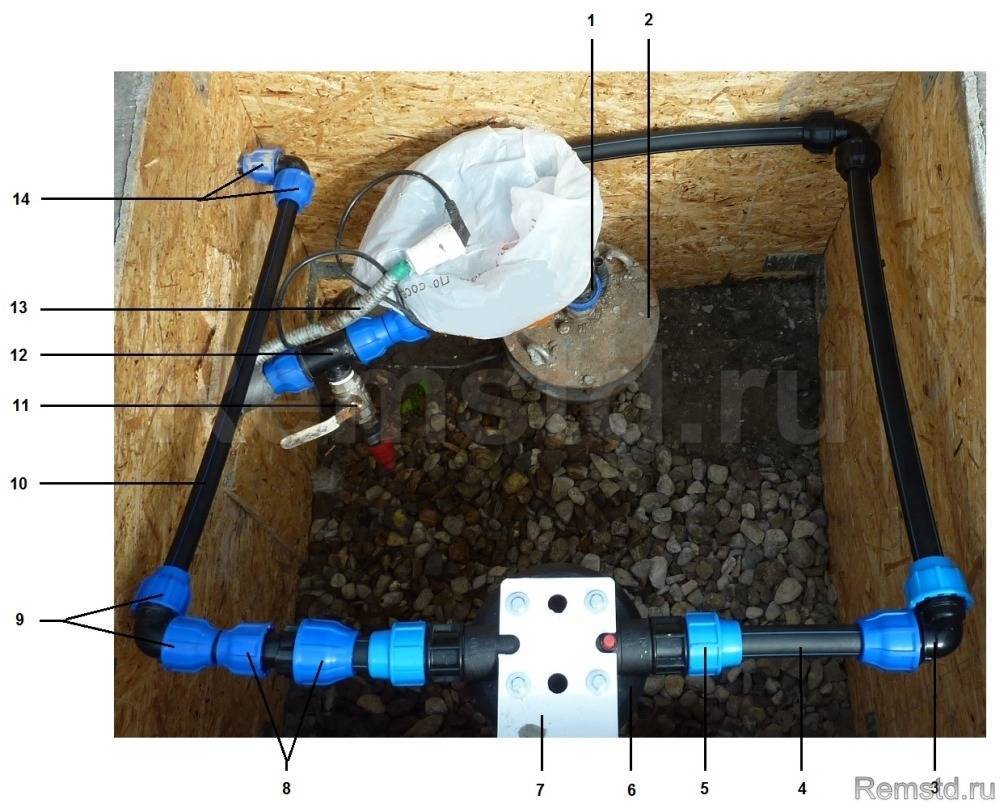





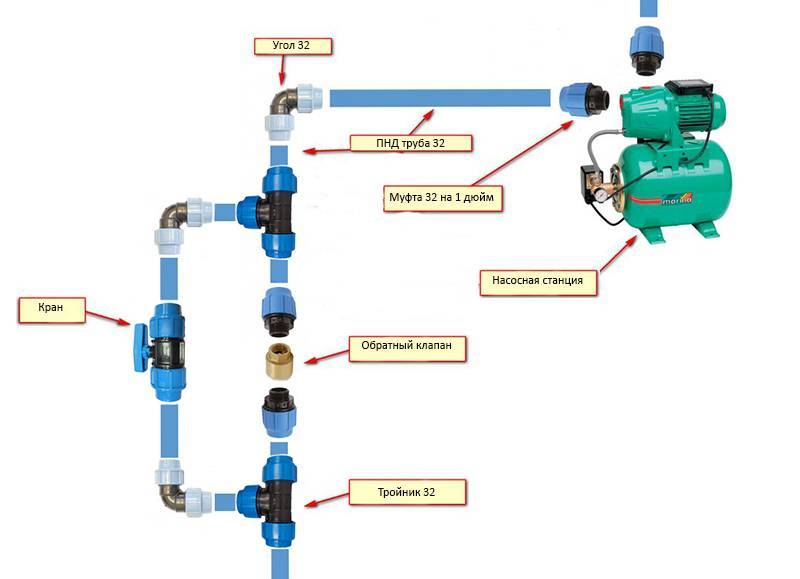
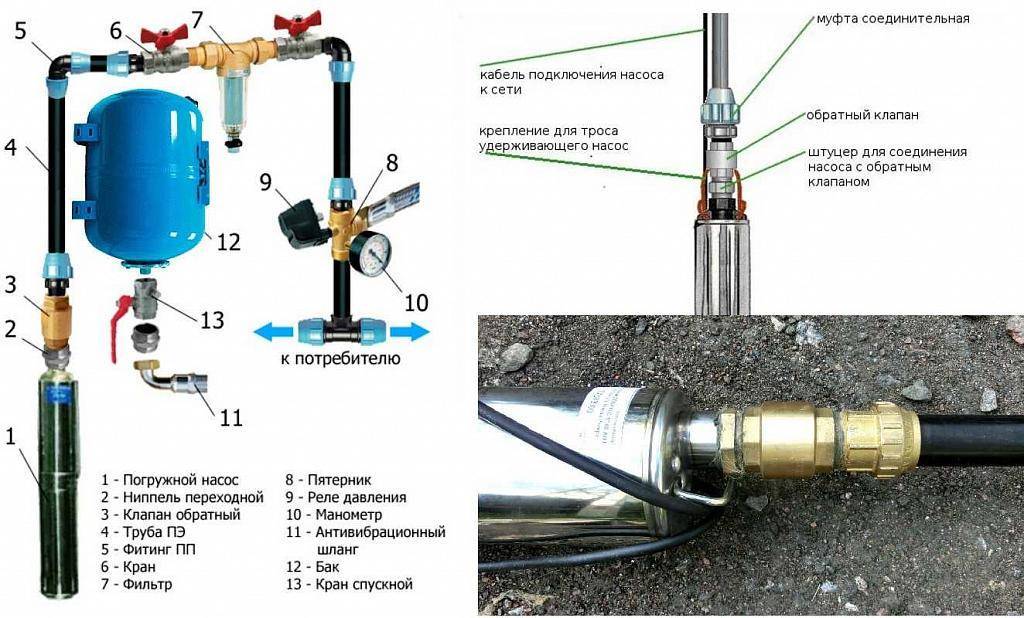
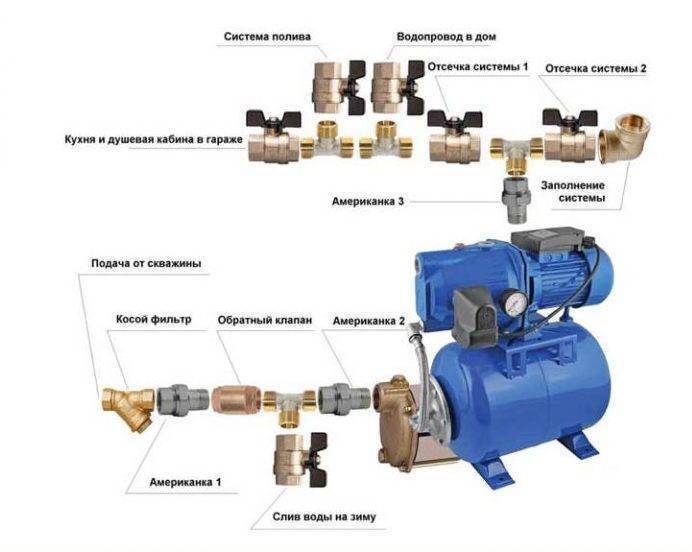
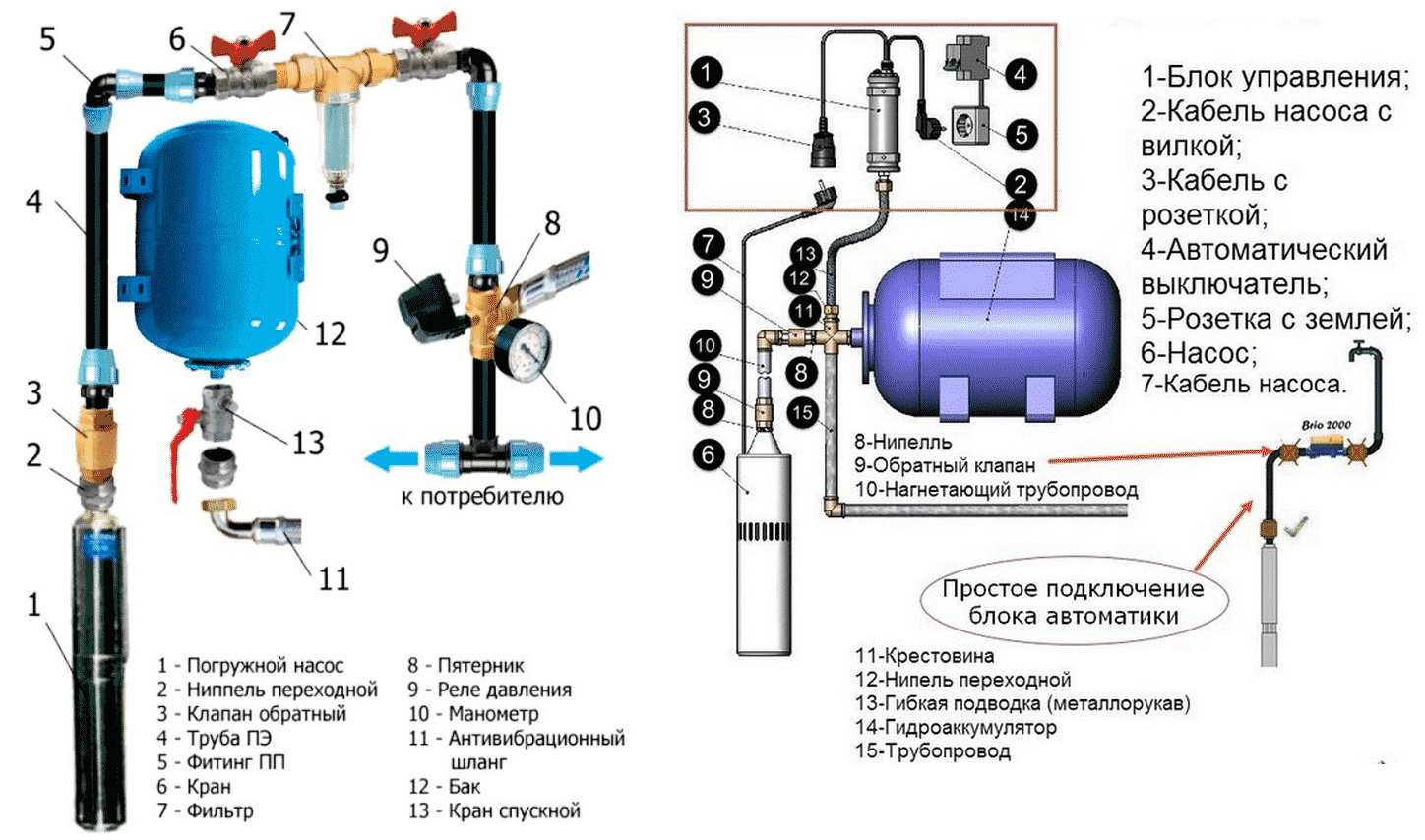
Как правильно монтировать насосную станцию
Инструкция по монтажу насосной станции предлагает:
- Пластиковые трубы или шланги(см.Шланг для скважинного насоса – как выбрать и правильно эксплуатировать) не должны иметь сгибов и перекручивания.
- Все соединения труб должны иметь хорошую герметизацию. Это связано с отрицательным действием, которое оказывает подсос воздуха на работу оборудования.
- Удобство обслуживания насосной станции обеспечат быстроразъемные соединения.
- Чтобы предохранить от попадания небольших механических частиц мусора, на конце всасывающей трубы устанавливается обратный клапан с сеткой и магистральный фильтр.
- Всасывающая труба опускается своим концом в воду от минимального уровня жидкости минимум на 30 сантиметров. Расстояние между днищем емкости и концом всасывающей трубы должно быть больше 20 сантиметров.
- Обратный клапан и кран должны устанавливаться на выходной трубе из агрегата, что поможет препятствовать гидравлическим ударам при включении/выключении устройства.
- Насосная станция должна надежно фиксироваться в нужном положении.
- Не допускать большого количества изгибов труб и использование кранов в системе.
- Улучшить работу оборудования, для всасывания из скважины глубиной свыше четырех метров или наличия горизонтального участка длиной более четырех метров, могут трубы с большим диаметром.
- Необходимо, чтобы изо всех точек системы была слита вся вода, из-за возможного замерзания ее зимой. Для этого необходимо установить сливные краны, а обратные клапана, имеющиеся в системе, не должны мешать сливу воды.
В системе насос должен быть надежно зафиксирован.Для этого:
- Его устанавливают на ровной площадке, в достаточной блиости к источнику воды.
- В приямке или помещении, где находится оборудование, необходимо обеспечить вентиляцию, что уменьшит температуру и влажность воздуха.
- Не менее 20 сантиметров должно быть расстояние от любой стены до насосной станции, что обеспечит к ней доступ вовремя обслуживания.
- Диаметр труб необходимо брать соответствующих размеров.
- Осуществляется разметка отверстий для фиксации оборудования на поверхности, где она будет располагаться.
- Контролируется отсутствие механических напряжений и изгибов труб, заворачиваются винты крепления.
Как регулировать давление в системе
Если не качает насосная станция воду, то возможно неправильно отрегулировано в ней давление.
Реле давления показано на фото, по которому можно сориентироваться как закачать воздух в насосную станцию.
Устройство реле давления
Порядок работ заключается в следующем:
- Отключается оборудование.
- Сливается вся жидкость из гидроаккумулятора.
- Давление воздуха в баке регулируется через ниппель с помощью автомобильного насоса с манометром или компрессором. При этом величина давления должна быть минимум 90% от необходимого для включения оборудования.
- Перед тем как накачать воздух в насосную станцию снимается крышка на реле давления. Для этого откручивается пластиковый винт и меняется сила затяжки соответствующих пружин узла. Вращением гайки Р осуществляется регулировка давления, чтобы включить насос – его нижнего значения. Вращением гайки по часовой стрелке – давление увеличивается, против – уменьшается. Вращением гайки ΔР происходит регулирование диапазона рабочего давления между его верхним и нижним значениями. Расширить этот диапазон можно повернув элемент по часовой стрелке, сузить – против.
- После проделанной регулировке станция подключается к электросети, предварительно залив в нее воду. По манометру контролируется показания давления.
- обесточить насос и удалить всю воду из бака, воспользовавшись специальным краником или ближайшим к устройству;
- такую процедуру нужно проводить до трех раз подряд.
Удалять воду из мембраны своими руками нужно не реже одного раза в два месяца. Как закачать воду в насосную станцию хорошо показывает видео в этой статье. Своевременное проведение профилактических мероприятий, контроль реле давления в системе способствует длительной работе насосной станции.
Прокладка труб методом ГНБ
Для прокладки пластиковых и металлических труб используется мощное современное оборудование с компьютерным управлением. Прокладка магистралей состоит из нескольких последовательных этапов. Результатом работы является проложенный под искусственным или естественным препятствием подземный трубопровод, концы которого выходят на поверхность в точно намеченных местах.
Последовательность бурения следующая:
- Составление проектной документации, ее согласование и утверждение. Предварительно исследуется грунт и уточняется расположение проложенных ранее подземных коммуникаций, подбор нужного оборудования.
- Подготовка рабочей площадки. Выставление предупреждающих знаков и временного ограждения. Отрывка котлована, обустройство дренажного пруда для отвода буровой жидкости.
- Установка оборудования. Закрепление установки на дне котлована. Подвод электрических и телекоммуникационных кабелей.
- Проделывание пилотной скважины. Она задает направление для проведения последующих манипуляций. Направление движения задается путем дистанционного изменения угла вращающейся насадки. Контроль местонахождения колонны осуществляется с помощью локационной системы.
- Расширение скважины. Данная процедура выполняется в несколько приемов. После каждого прохождения скважины на колонну насаживается новый наконечник с увеличенным диаметром. Готовый канал больше диаметра труб на 25-30%. В ходе расширения в траншею непрерывно подается буровой раствор — бентонит. Смесь охлаждает и смазывает буровую головку, одновременно укрепляя стенки канала.
- Монтаж магистрали. Трубопровод постепенно втягивается в скважину со стороны, противоположной рабочей площадке. Новые секции к колонне привариваются по мере ее втягивания в канал на специальном станке.
- Демонтаж оборудования и восстановление инфраструктуры. Техника вывозится но новый участок. Котлован и дренажная система засыпаются, грунт выравнивается и устилается зеленым покровом. Магистраль передается заказчику, проводится оформление документации.
Методы устранения дефектов
Ремонт труб ПНД проводится только при отключении подачи воды в систему. Выбор метода устранения аварии зависит от степени и места повреждения участка трубопровода. В число самых популярных способов ремонта входит:
- замена поврежденного участка на новый с применением электросварных муфт;
- демонтаж старого трубопровода с последующим монтажом нового;
- ремонт труб ПНД с использованием ручного экструдера.
Локальные повреждения представляют собой прокол диаметром не более 50 мм. Поврежденный участок не удаляется, на месте дефекта проводится монтаж усиливающих накладок методом электрофузионной сварки. Для замены участка можно использовать отрезок трубы, который хранился в месте, защищенном от прямых УФ-лучей, но не более двух лет с даты изготовления. Рабочее давление вставки должно соответствовать параметрам системы. Марка полиэтилена выбирается соседней по значению, допущенному при электромуфтовой сварке.
Смятие при монтаже труб ПНД может вызвать опасение в их нормальном функционировании. Необходимо провести осмотр деформированного участка. При наличии царапин и трещин глубиной более 10% от толщины стенки данный участок подлежит обязательной замене.
Течь в местах соединения труб не относится к числу повреждений поскольку она вызвана нарушением технологии сварного соединения. Грубые ошибки при стыковой сварке приводят к протеканию мест стыкового соединения. После завершения ремонтных работ на трубопроводе проводят опрессовку при помощи воды и воздуха.
Как заделать свищ в пластиковых и металлических трубах
Любая ИС (инженерная система) водоснабжения и отопления может дать протечку. Когда нет возможности сразу заменить участок водовода, надо знать, как устранить свищ в водопроводной трубе, наиболее часто деформация появляется в ванной комнате, для пластиковых труб характерно:
- Трубы монтировались под давлением воды.
- Полипропилен-фитинг, негерметичный.
- Конструкция вздулась.
- Система подачи воды смялась.
Заделывание свища, полипропиленовый материал:
| Способ | Действие |
| Сварка | Обрезать поврежденный кусок трубы, подготовить фитинг и заготовку. Расплавить с помощью паяльника для пластика концы фитинга и трубы, соединить оплавленные концы. Работать следует «шустро», помня о том, что пластик застывает достаточно быстро, поэтому переделать не получиться, необходима точность и выверенность действий и навык работы. |
| Резьбовое соединение | Подготовить вставку необходимого размера, нарезать резьбу с помощью лерки на пластиковой трубе, затем скрепить конструкцию с помощью муфты. |
Ремонт металлических труб выполняется следующими способами:
- Клеевой бандаж. Технология: смоченный в клеевом растворе медицинский бинт обматывается вокруг трубы 5-6 раз, обмазывается эпоксидным клеем, сверху ставится хомут. Вместо бинта, можно применить стеклоткань. Система наполняется водой только после полного высыхания клеевого состава.
- Использование винта. Технология: расширяется отверстие, нарезается резьба, вкручивается винт или саморез. Хорошо применяется в небольших повреждениях, нельзя использовать на старом трубопроводе, на «дряхлой» трубе.
- Средство «холодная сварка». Технология: подготавливаем нужное количество вещества, наносим на поврежденный участок. Это устранение протечки временное. Вещество «холодная сварка» теряет свойства под действием горячей воды.
ЧИТАТЬ ТАКЖЕ: Чем Очистить Полипропиленовые Трубы Снаружи
Как устранить течь в металлических трубах
Свищ в металлической трубе с горячей водой можно быстро заделать следующими способами.
 Вариант 1. Медицинский бинт и раствор цемента. Его разрезают на куски, промачивают в предварительно подготовленном цементном растворе. На зону протечки эти бинты наматывают, образуя сооружение похожее на кокон.
Вариант 1. Медицинский бинт и раствор цемента. Его разрезают на куски, промачивают в предварительно подготовленном цементном растворе. На зону протечки эти бинты наматывают, образуя сооружение похожее на кокон.
В заключении образовавшуюся конструкцию тоже покрывают раствором из цемента. Высыхает это приблизительно один день.
Вариант 2. Куски резины. Резина режется на полоски. Каждая из них должна быть немного длиннее, чем окружность трубы.
Далее полоски плотно натягиваются, обворачивая «аварийную» зону, и фиксируются хомутами. Данным методом можно заделать небольшой свищ даже на поврежденной секции радиатора отопления.
Вариант 3. Пищевая соль и бинт. Как правило, такой метод используют для заделки протечки под давлением в муфтах, угольниках и т.д. Протекающая зона обматывается бинтом вперемешку с солью.
При растворении соль фиксирует микропротечку. Если сравнить этот метод заделки под давлением, то сразу стоит отметить, что он не такой надежный, как два первые.
Вариант 4. Бандаж. Этот способ можно использовать для труб под давлением. Бандаж относят к самым старым и проверенным вариантам. Небольшой автомобильный хомут можно применить для свища с объемом до 0, 005 см.
Для хомута вырезается полоска из резины, на пару миллиметров шире его. Длина полоски должна быть на один сантиметр короче, чем окружность трубопровода. Хомут одевается на трубопровод, а под него подставляют прокладку из резины.
Вся эта конструкция обязана полностью прикрыть свищ. Далее хомут затягивают. При этих мероприятиях поверхность на месте коррозии надобно зачистить.
Видео: способы как заделать свищ
Как заткнуть свищ / How to plug the fistula
 Watch this video on YouTube
Watch this video on YouTube
Без напора
Для врезки в ПНД трубу без давления необходимо использовать седелочные отводы без фрезы.

Для врезки в водопроводную ПНД трубу рекомендуется использовать компрессионную седелку, которую закрепляют болтами. Патрубок компрессионной седелки имеет внутреннюю резьбу, в которую вкручивается шаровый кран или муфта для перехода на ПНД трубу. Уплотнение достигается при помощи стандартного резинового кольца, которое при стягивании болтов надежно прижимается. Отверстие в несущей трубе высверливается при помощи дрели.








Перейдем к пошаговой инструкции:
- зачищаем поверхность;
- вставляем уплотнительное кольцо (прокладку);
- надеваем на трубу два полухомута;
- закрепляем их крепежными болтами;
- протягиваем крепеженые соединения так, чтобы хомуты сомкнулись между собой;
- просверливаем отверстие, которое выходит в тройник хомута с помощью сверла;
- устанавливаем седелку, используя уплотнение.
Электросварная седелка
Электросварные седелки ПНД труб устанавливаются с помощью встроенного нагревательного элемента, который расплавляет пластиковую основу. Расплавленная основа становится жидкой, а при застывании образует надежное монолитное соединение с несущей трубой. Поворот на 360 градусов вокруг своей оси дает возможность аккуратно устанавливать деталь, а встроенные в современные электросварные седелки индикаторы облегчают процесс электродиффузионной сварки конструкции.
Электросварная седелка аналогично должна быть подготовлена к работе. После завершения подготовительных работ можно осуществлять сварку, а после нее врезать способом ввинчивания со стороны основной части фрезеровочного элемента. После завершения сварки, фрезу возвращают к исходному положению, в отверстие устанавливают крышку.
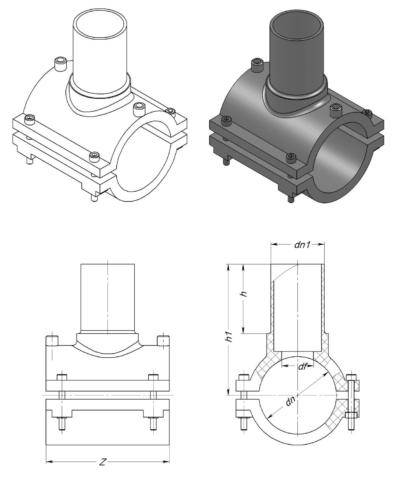
Чертеж электросварной сделки
Обжимной хомут-накладка
Облегченный аналог электросварной седелки – обжимной хомут. Хомуты (накладки) для врезки в ПНД трубы существуют следующих видов:
- с запорным краном;
- со встроенной фрезой, с защитным клапаном для врезки труб ПНД;
- с фланцевым либо резьбовым металлическим концом;
- с пластиковым торцом.
Для того, чтобы осуществить врезку в ПНД трубу, хомут необходимо надеть на трубу и зафиксировать на ней болтами. После этого через отводной патрубок производят высверливание и присоединяют сам отвод.
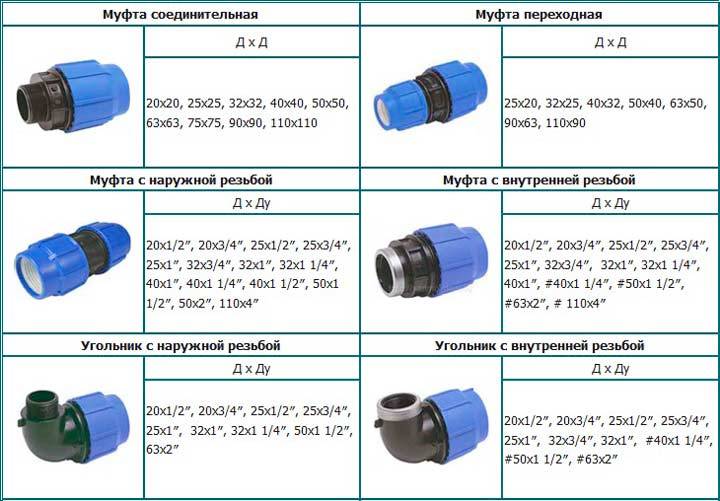
Строитель подсказал простой способ сделать так, чтобы фитинги для ПНД труб не протекали
Перед заморозками я озаботился модернизацией нашего водопровода — надо было заменить армированный железом шланг на ПНД трубу. И заодно решил сделать ввод трубы в дом с другой его стороны. Купил трубу ПНД, фитинги к ней и принялся за дело.
С такими трубами работаю в первый раз, поэтому, когда покупал фитинги, решил уточнить у консультанта на строительной базе, есть ли нюансы при работе с ними, или всё просто — вставил трубу в фитинг и закрутил со всей силы.
Оказалось, что консультант — бывший строитель, он и рассказал мне, что при всей простоте такой конструкции, есть важный момент, хитрость, применив которую фитинг, как он сказал, протекать никогда не будет. А то, что такое соединение может протекать, я уже наблюдал — сосед через участок бегает вдоль своего летнего водопровода и периодически подкручивает фитинги.
В общем, со слов консультанта, надо действовать так. Раскрутить фитинг и надеть на трубу все части, которую находятся внутри и смазать силиконом (можно Фейри или жидким мылом) трубу и уплотнительное кольцо:

Не нужно, как это обычно делают, просто вставлять трубу в фитинг не доставая начинку, так можно повредить резиновое уплотнительное кольцо острым краем трубы.
Трубу задвигаем в фитинг до упора:

Также задвигаем до упора в корпус фитинга зажимное кольцо с уплотнительным кольцом (тут нам сильно помогает заранее нанесенная смазка):

А теперь хитрость — не нужно сразу закручивать крышку фитинга. Легким вращением, буквально на пару миллиметров, сдвигаем корпус фитинга назад по трубе (вместе с кольцами) и только после этого закручиваем крышку. То есть мы делаем так, чтобы труба, пока крышка не закручена, не доставала до упора в фитинге несколько миллиметров:
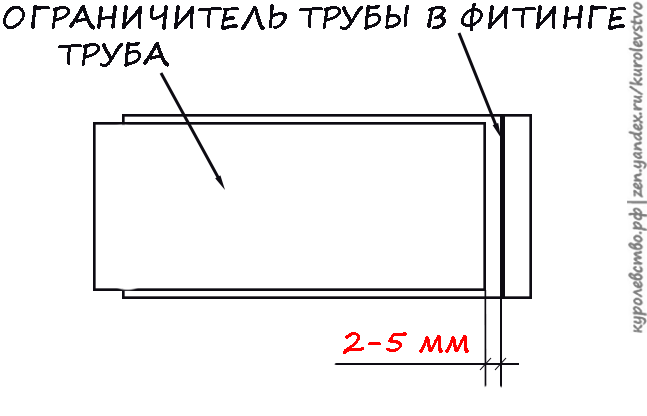
Зачем так делать? Дело в том, что при закручивании крышки (особенно ключом) обжимное кольцо своими насечками так сильно сдавливает трубу, что труба деформируется и удлиняется. Если перед закручиванием крышки мы упрем трубу в ограничитель, то удлинятся трубе будет некуда, она упрется в ограничитель и может пойти внутри фитинга «волнами»:
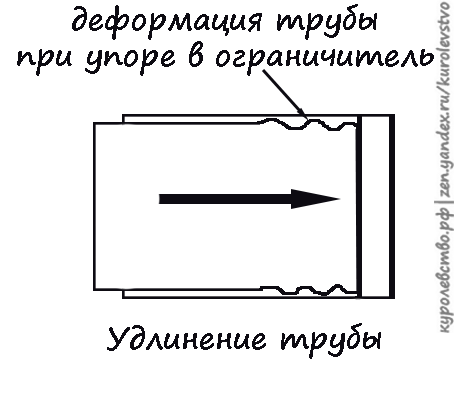
Такая деформация трубы внутри фитинга может привести к образованию щели между трубой и уплотнительным кольцом, через которую будет просачиваться вода. А если учесть, что труба может попасться некачественная (немного овальная), то такой исход дела вполне вероятен.
Кстати, если труба ПНД немного овальная, то для того чтобы ее «округлить» обратно, внутрь трубы надо подуть горячим воздухом из строительного фена.
Источник
Проведение водоснабжения
Если вы решили провести водопровод в квартире своими руками – это правильное решение. Вы не только сохраните свой семейный бюджет, а также станете хорошим мастером, получите достойные навыки сантехника, если воспользуетесь нашими рекомендациями.
Полиэтиленовые трубы для водопровода в квартире, доме
Проведение водопровода по квартире можно разделить на два способа:
- закрытый;
- открытый.
Проведение труб закрытым способом позволит не загромождать помещение трубами, внешний вид жилого пространства будет более презентабельным и просторным. Такой способ подойдет для переделки маленьких ванных комнат
Единственное, на что необходимо обратить внимание – это на разъемные места, которые должны соединяться снаружи стен
Недостатки закрытого способа:
- в связи с тем, что трубопровод расположен внутри стен, произвести его ремонт или профилактику невозможно;
- с целью устранения порыва трубопровода, необходимо вскрыть стены, устранить течь, а затем выполнить ремонт поврежденной площади.
Положительные стороны открытого способа:
- удобный способ проведения монтажа трубопровода;
- быстрое определение порыва или течи;
- ремонт водопровода без препятствий;
- усовершенствование эксплуатации.
Нормативы труб ПНД
Сортамент
Допустимые параметры изделий указаны в ГОСТе 18599, изданном в 2001 году. Этот документ регламентирует диаметр и толщину стенок. Эти параметры тесно связаны с типом использованного полимера.







- Разбег диаметра труб из полиэтилена РЕ 33 составляет 10-160 мм при толщине стенок в 2-12 мм. Но такие изделия крайне ненадежны при большом давлении – при нагрузке более 3,2 МПа материал лопнет.
- Использование другого полимера сорта РЕ 100 создает условия для производства изделий больших размеров. Теперь диаметр будет колебаться в пределах от 32 мм до метра с толщиной стенки 1-59 мм. Рабочее давление жидкости в таком трубопроводе допустимо до 10 МПа.
- Сорта полимера РЕ 63 и РЕ 80 позволяет создавать крупногабаритные изделия. При этом допустимый начальный диаметр составляет всего 16 мм с толщиной стенок 2-67 мм. В такой трубопровод газообразный или жидкий носитель подается под давлением 6,3-8 МПа.
Только по диаметру в сортаменте формируется 34 оригинальных изделия. Также выпускается 15 типоразмеров продукции из сорта РЕ 33, 30 типоразмеров из сорта РЕ 63, 34 изделия из сорта РЕ 80 и 26 изделий из сорта РЕ 100. Такое разнообразие продукции позволяет заказчикам подобрать изделие, исходя из необходимых технических характеристик и пропускной способности.
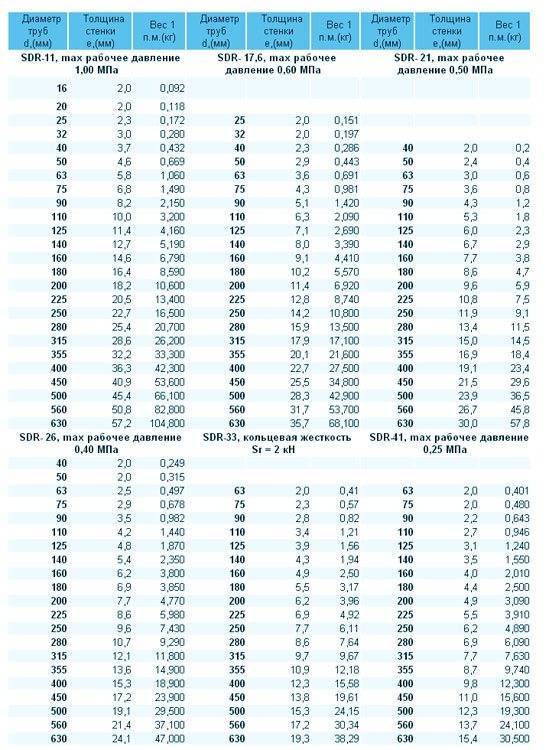 Таблица сортамента полиэтиленовых труб
Таблица сортамента полиэтиленовых труб
Маркировка
Для упрощения выбора труб ПНД и предотвращения ошибок при их монтаже на внешнюю поверхность изделий наносится соответствующая маркировка:
- название производителя и ГОСТ 18599-2001, по стандартам которого производят изделия;
- используемый сорт полиэтилена;
- величина сортамента, то есть наружный диаметр – например, труба ПНД 25, 32, 50, 63 или даже 225 мм, что обуславливает характеристики и пропускную способность изделия;
- следующее значение обозначает толщину стенки в миллиметрах;
- номинальное рабочее и максимально допустимое давление в МПа;
- дата изготовления и номер партии.
Следует отметить, что изделия маркированы и цветовыми полосами. Желтая указывает на возможность использования трубопроводов для транспортировки газа, а синяя обозначает прокладку водопроводных сетей.
Зачастую мерные отрезки ПНД труб составляют 5-24 метров. Хотя полиэтиленовые водопроводы диаметром до 180 миллиметров реализуются в бухтах протяженностью 30−40 метров, а иногда и до 0,5 километра – такие водопроводные сети делают с минимальным количеством соединительных муфт, что удобно при сооружении сети наружного водовода.
Преимущества
Несмотря на ряд ограничений, такие изделия обладают весомыми преимуществами.
При прокладке ПНД труб на участке нужно рыть траншеи ниже линии промерзания земли
- Долгий срок эксплуатации – полиэтиленовые трубопроводы сохраняют целостность и технические характеристики, как минимум, 50 лет. Правда, это возможно только при условии, что изделие будет использоваться в рабочем диапазоне 0-40°С.
- Высокая устойчивость к внутреннему давлению – от 3,3 до 10 МПа. Правда, этот параметр зависит от используемого сорта полимера.
- Легкость сборки трубопровода и отсутствие необходимости специального оборудования.
- Отсутствие взаимодействия с водой и возникновения ржавчины – питьевая вода в таких трубопроводах не имеет никаких привкусов.
- Привлекательная стоимость – полиэтиленовые изделия являются одними из самых дешевых на рынке трубопроводов.
Виды труб
Для прокладки методом ГНБ используют полиэтиленовые трубы без защиты, с армированием или с защитным покрытием. Условия применения определяются требованиями нормативных документов. С введением ГОСТ 18599-2001 вместо обозначения ПНД принята мировая классификация продукции в соответствии с минимальной длительной прочностью (MRS).
На практике применяют трубы второго поколения ПЭ 80 или третьего поколения ПЭ 100, цифры в марке указывают на величину MRS. Цена ПЭ 100 примерно на 10% выше, однако материала на изготовление из ПЭ 80 потребуется на 15–20% больше из-за увеличенной толщины стенок. Поскольку цена готовой продукции весьма чувствительна к стоимости сырья, большинство производителей сейчас переходит на выпуск из ПЭ 100.
Еще более перспективным представляется использование труб ПЭ 100 четвертого поколения с тонким защитным слоем, нанесенным методом соэкструзии.
Преимущества образцов четвертого поколения:
- в два раза снижается напряжение на внутренней поверхности стенок
- запас прочности увеличивается на 15–20%;
- возрастает термическая стойкость к наружному воздействию;
- повышается надежность при движении неустойчивых грунтов или сейсмической активности.
Трубы изготавливаются в прямых отрезках длиной до 13.5 м, при небольшом диаметре выпускаются также в бухтах длиной от 50 м. Диаметр составляет от 20 до 1600 мм.
Производство продукции, используемой для технических нужд, разрешено вести с добавлением вторсырья. Трубы для питьевого водоснабжения изготавливаются только из первичного сырья.