

Подготавливаем оборудование
Работа сварочным аппаратом предусматривает установление на нем режима, соответствующего предстоящей сварке. Первым делом аппарат должен быть включен и проверен на свою работоспособность. При обнаружении неисправностей работа на нем категорически запрещена.
Начинающему сварщику следует еще раз изучить инструкцию по эксплуатации, которая входит в комплект любого прибора. Затем желательно закрепить теоретические знания практикой, потренировавшись на небольших кусочках металлических элементов. Если работа будет проводиться с помощью инвертора, то необходимо установить на нем полярность.
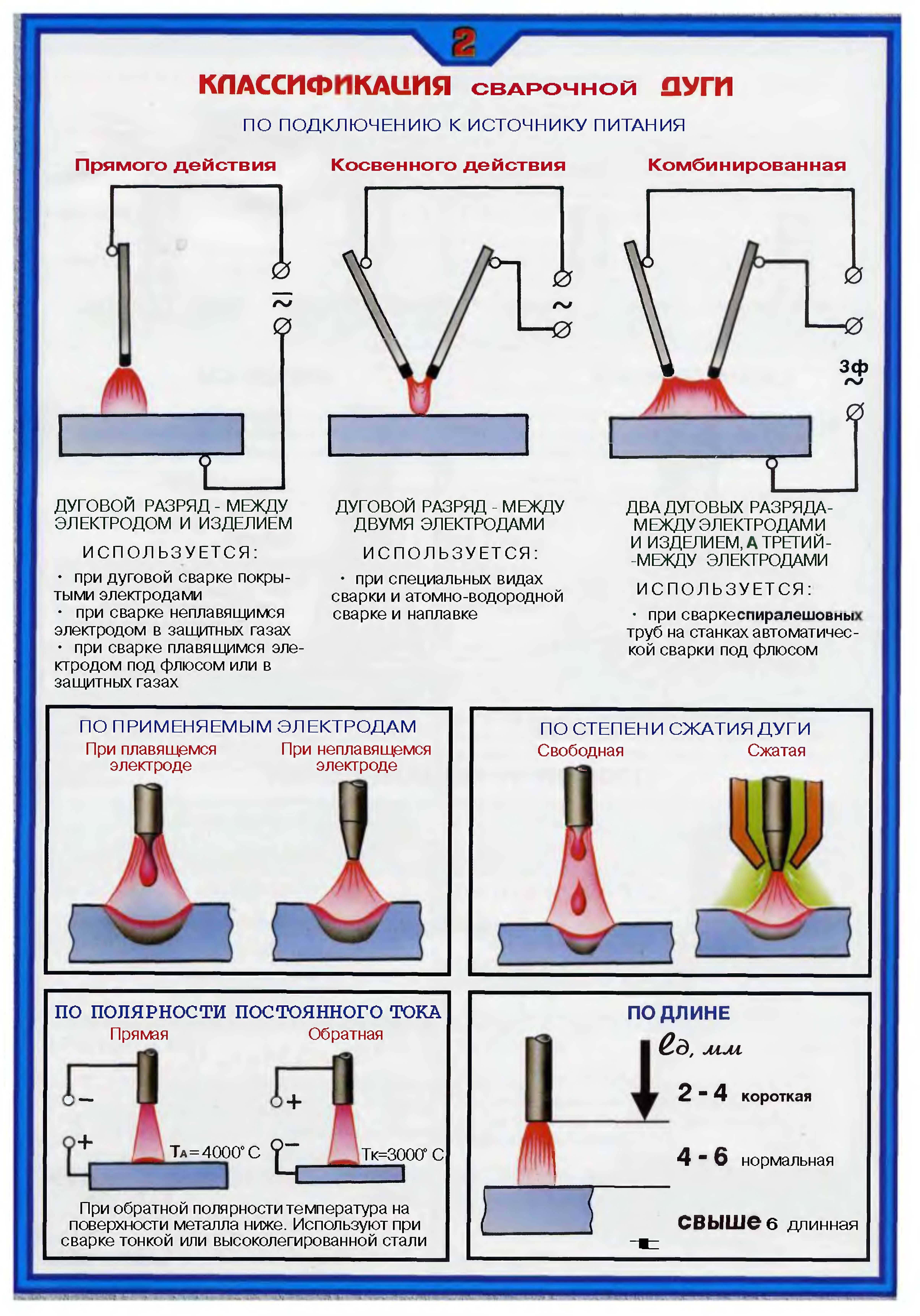
Выбор полярности зависит от того, каким током будет проводиться сварка – постоянным или переменным, а также от материала свариваемых элементов.
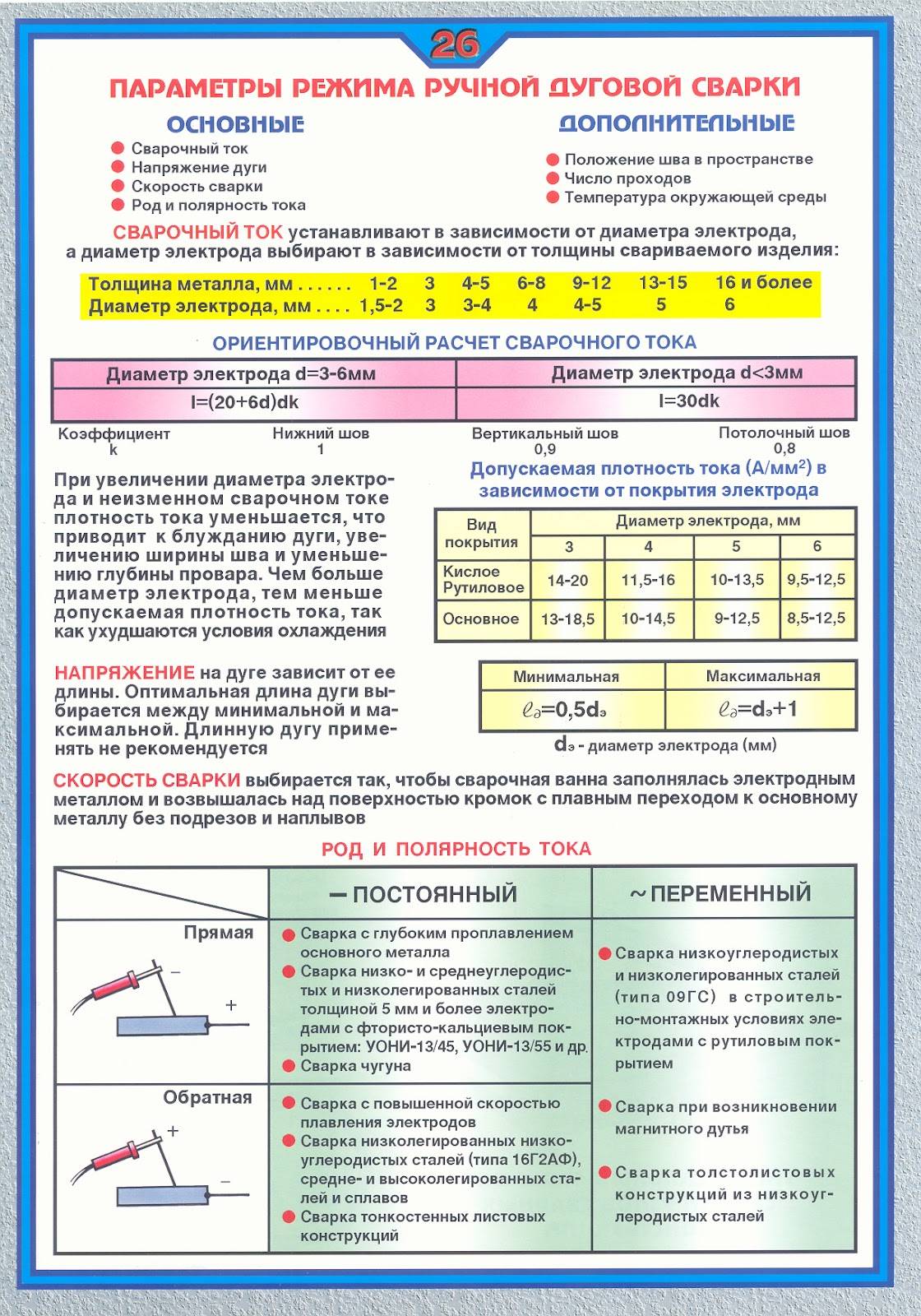
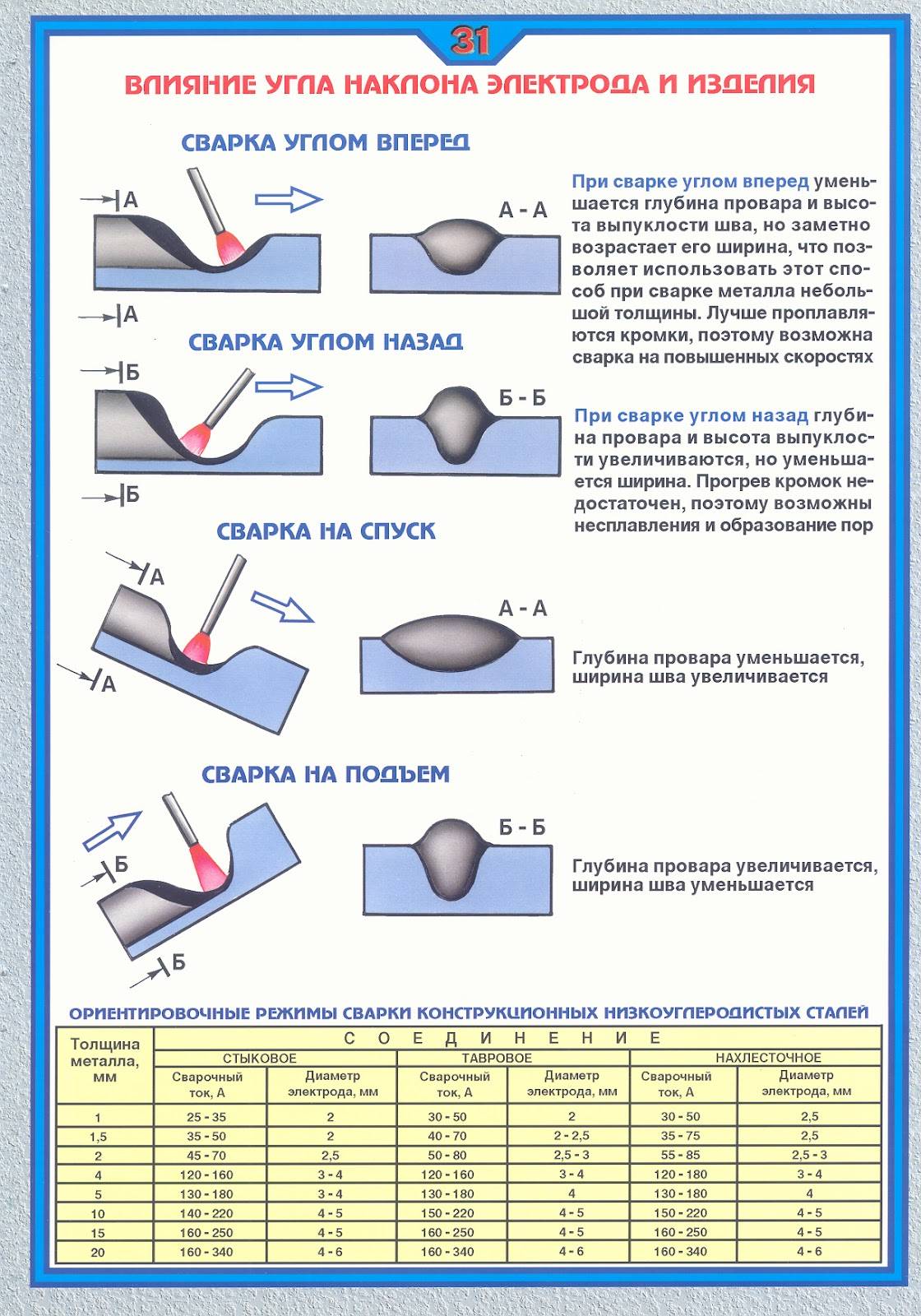
Выбор необходимого значения тока находится в прямой зависимости от диаметра электрода – чем больше диаметр, тем большее значение тока должно быть выставлено. Точно рассчитать значение тока можно, ориентируясь на следующую зависимость: каждый миллиметр диаметра электрода потребует ток порядка девяносто-сто ампер.
Начинающий сварщик должен потренироваться и научиться правильно выставлять величину тока на применяемом оборудовании.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
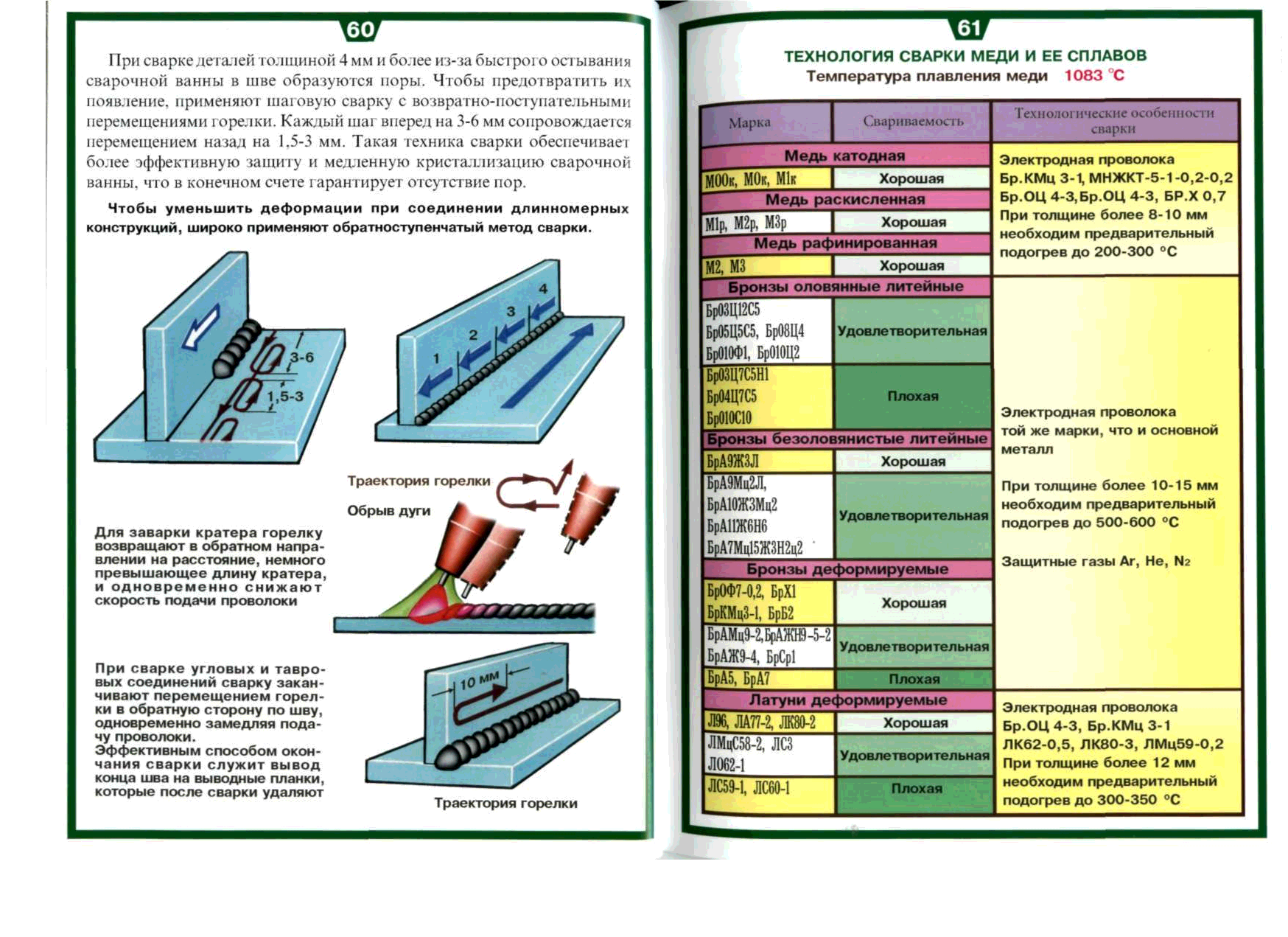
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
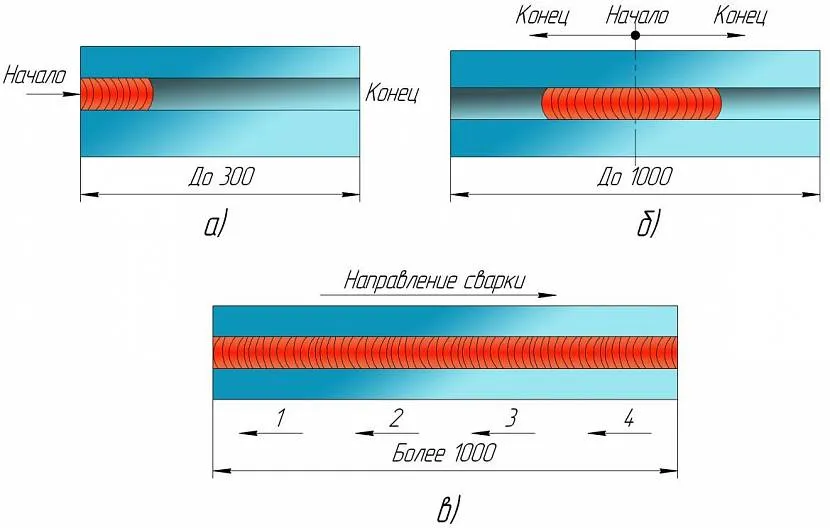
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.

Как контролировать положение свариваемых деталей
Конечно, правильно держать и двигать инструмент – это ещё не всё
Важно понимать механику соединения металлов. Она имеет свои тонкости: шов «тянет» детали, что может привести к их деформации
Как итог – изделие будет заметно отличаться по форме от того, что было задумано изначально.
Чтобы этого избежать, детали фиксируют струбцинами, стяжками и прочими приспособлениями. Помимо этого создают прихватки — маленькие поперечные швы, прокладывая их с интервалом в несколько десятков сантиметров. Они помогают придать изделию нужную форму. В месте стыков деталей прихватки делают с двух сторон, чтобы скомпенсировать возникающие напряжения.
Азбука для начинающего сварщика
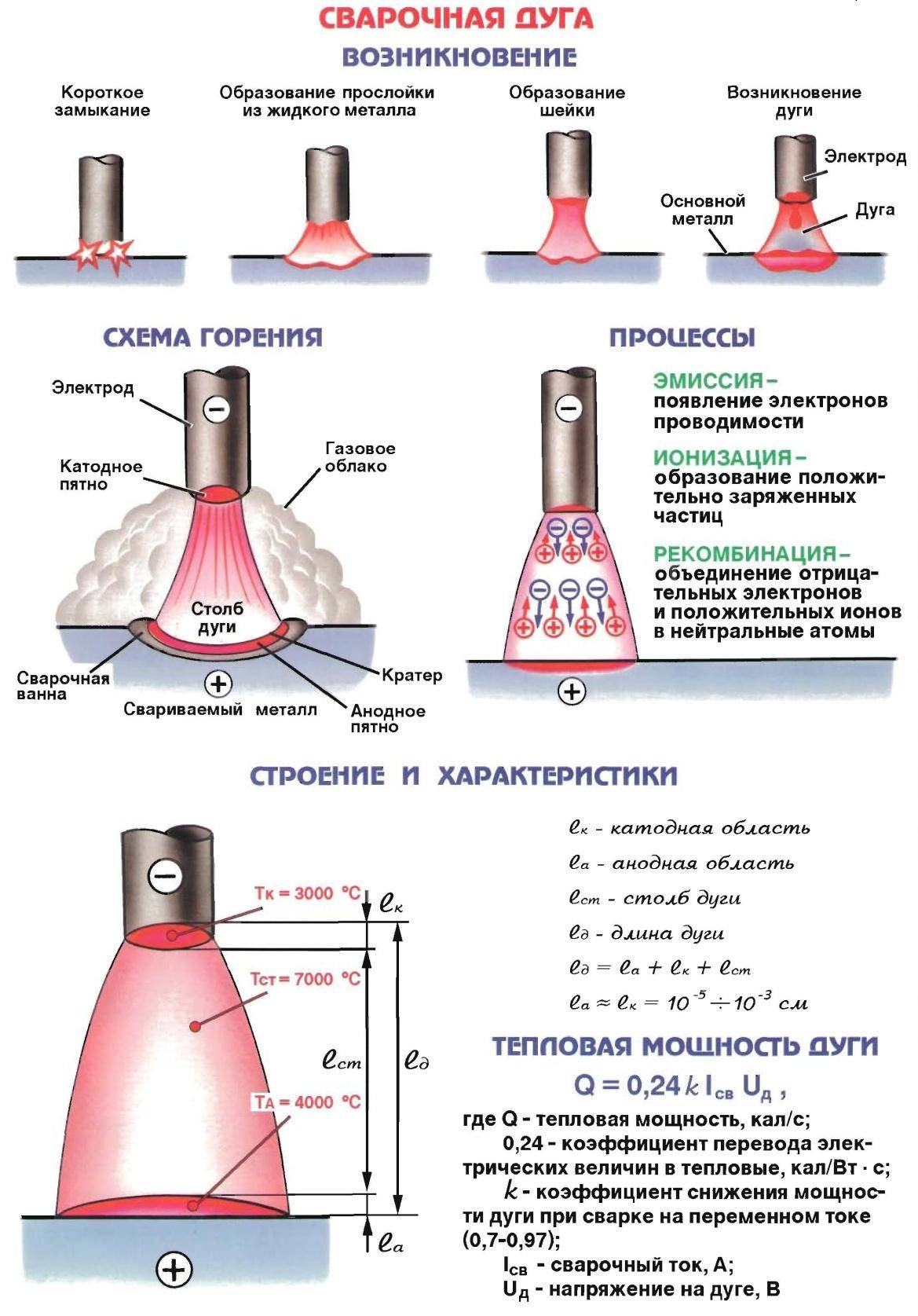
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов. Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу»
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
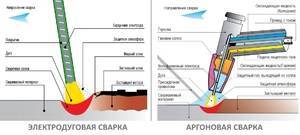
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
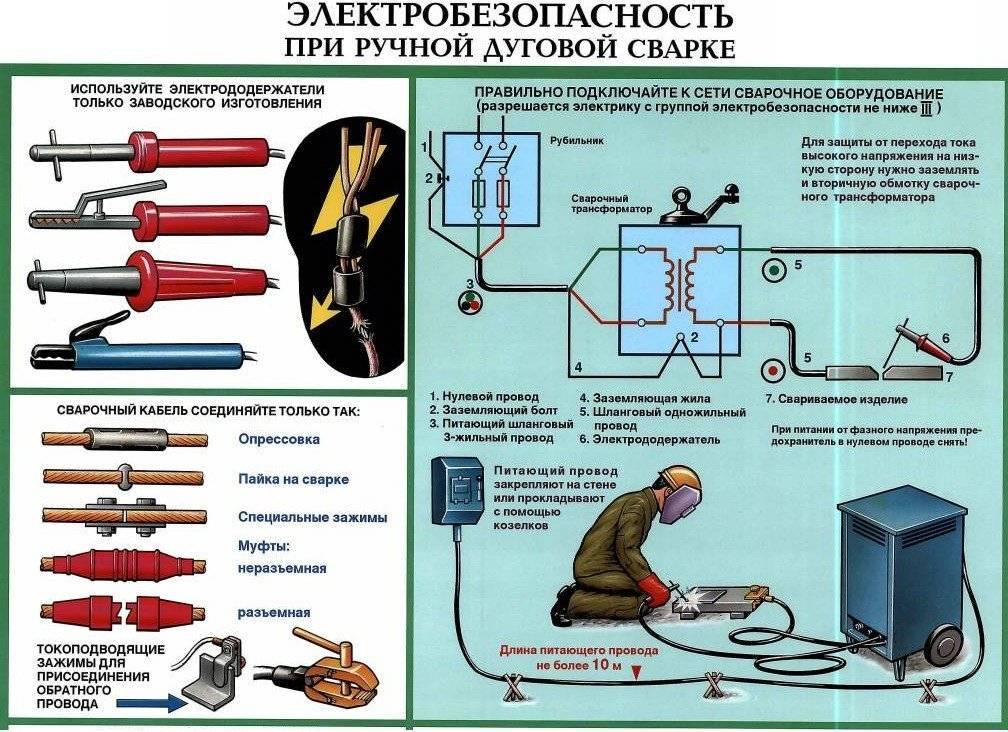
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.

Особенности выполнения сварочных работ
 Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
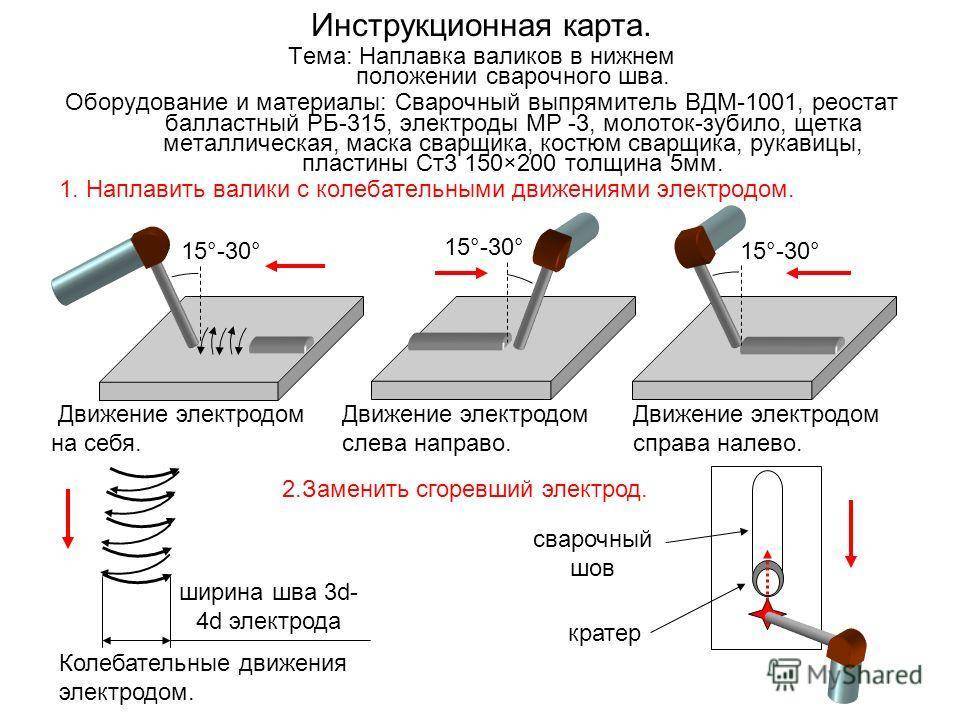
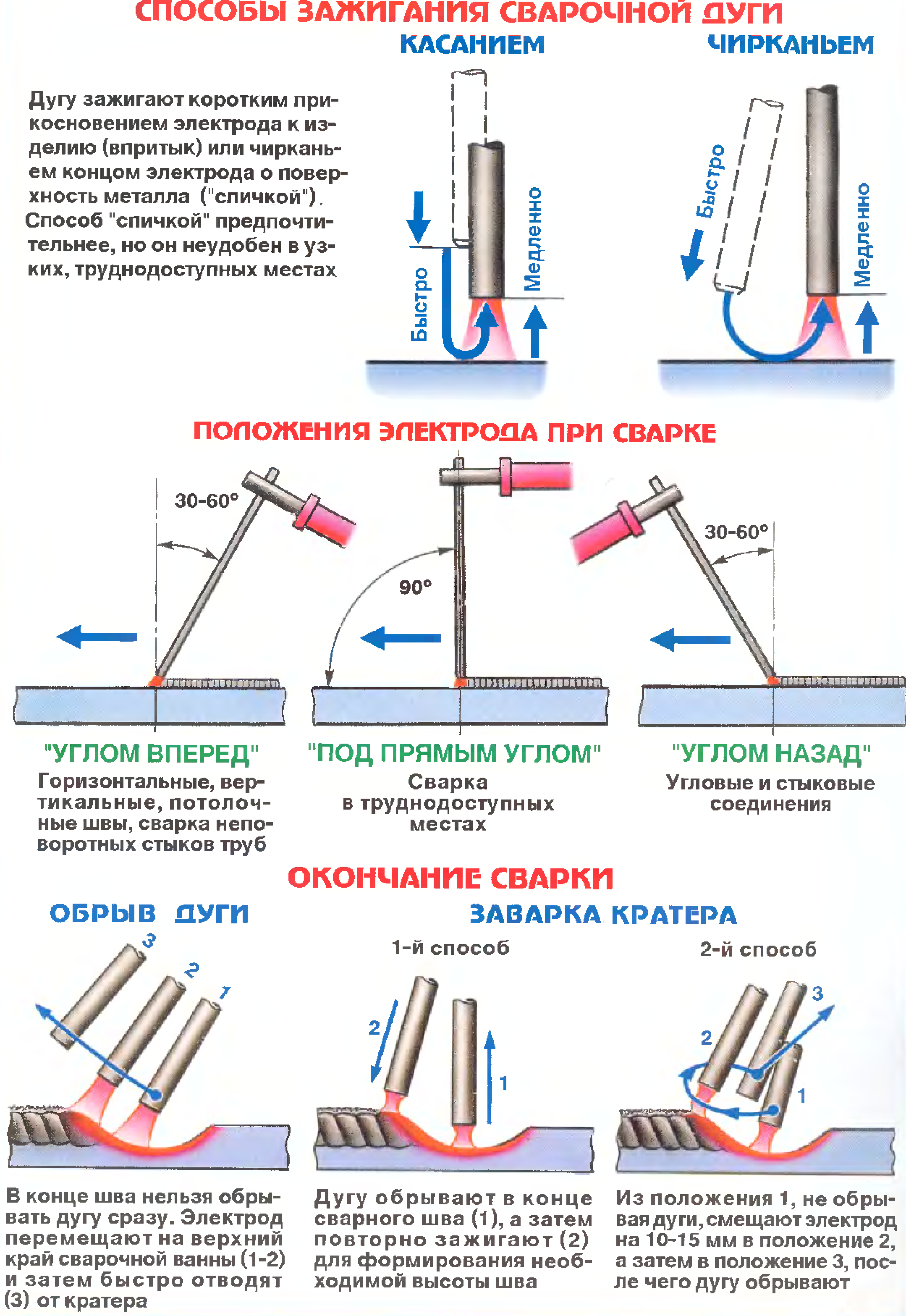
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась
В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора
Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия
На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
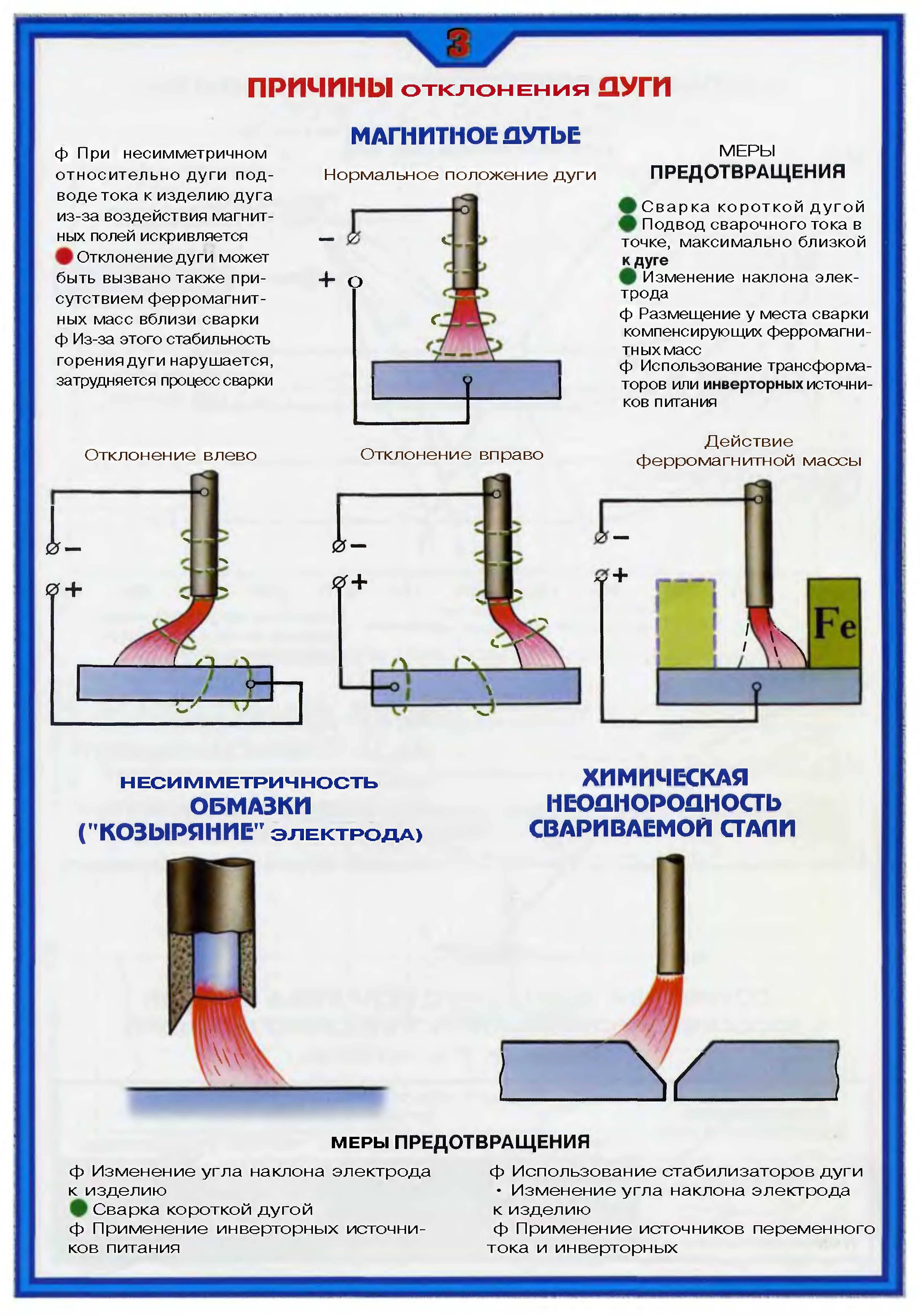
 Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:

- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Не так установленные настройки на аппарате

Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению
Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
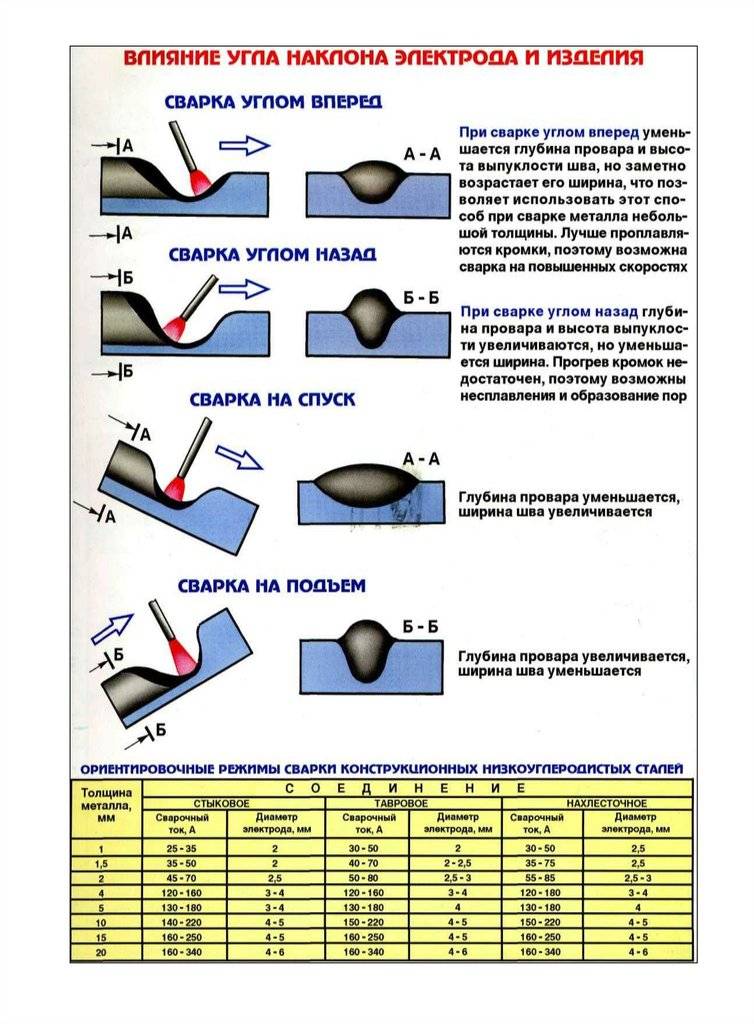
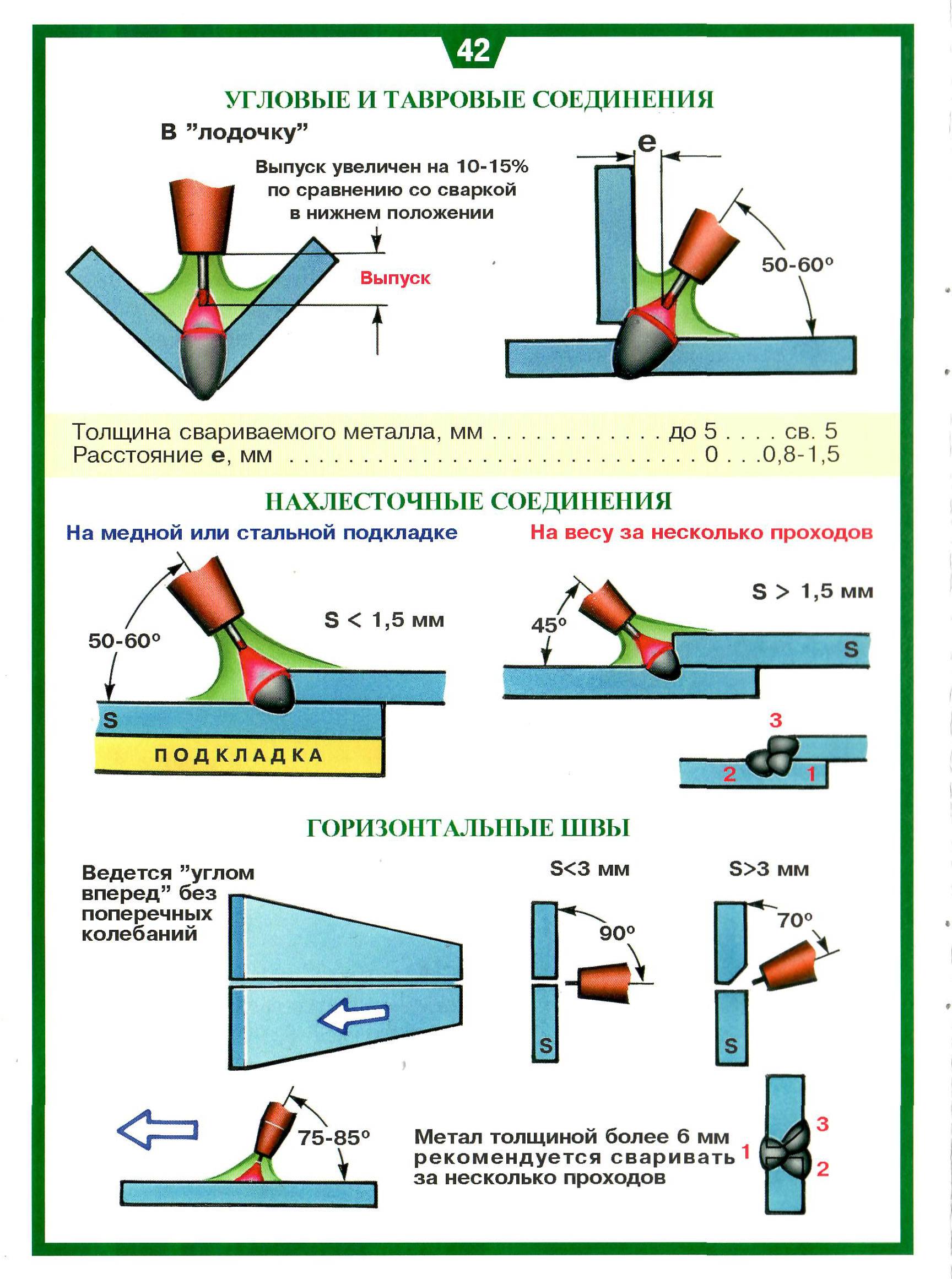
Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
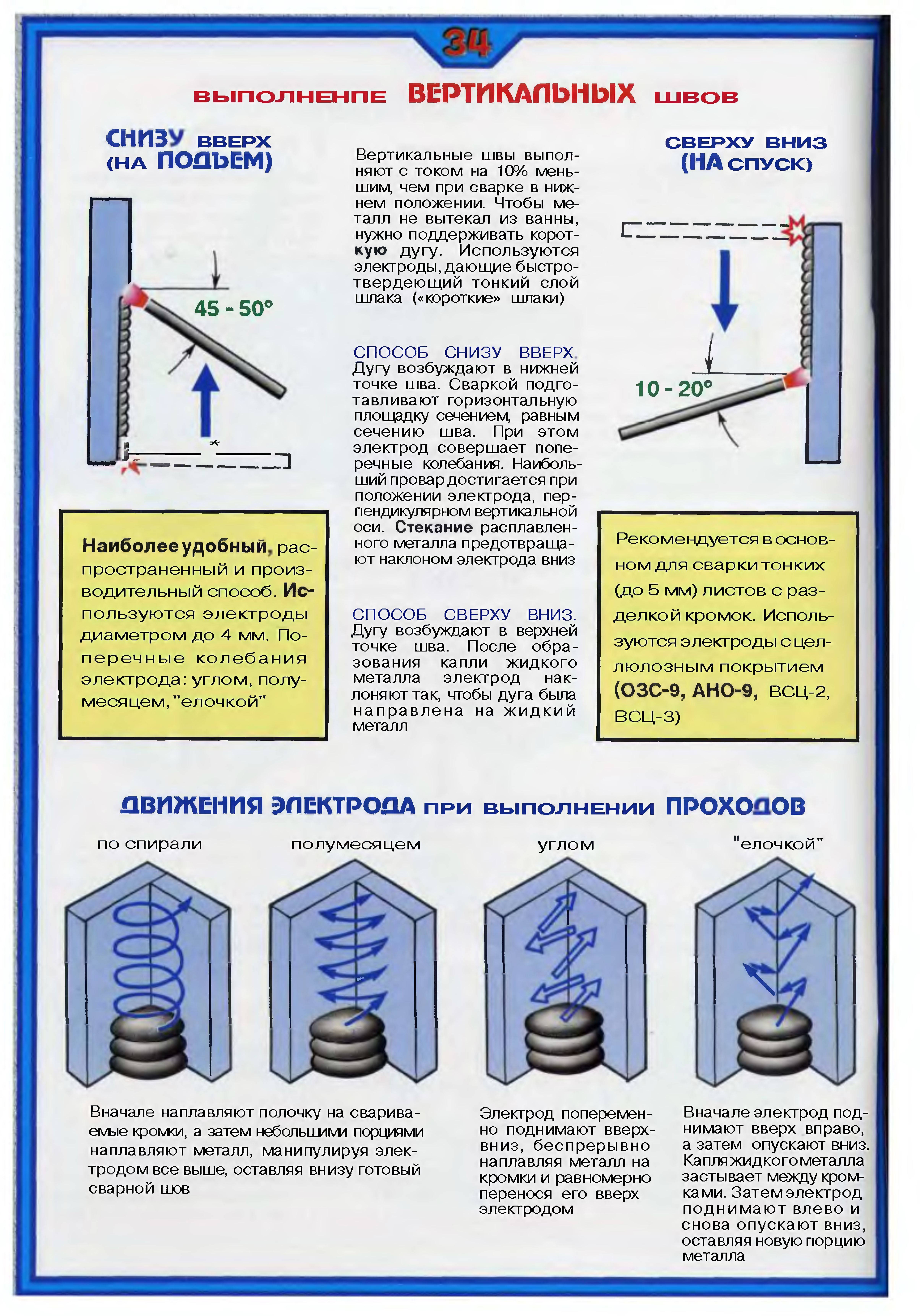
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.





