

Как работает вибропресс
Перед началом работы на самодельном вибропрессе, нужно правильно приготовить цементно-песочную смесь.

Смесь состоит:
- Цемент марки М 500;
- Щебень (фракция 5-10);
- Песок (фракция 2,5);
- Добавки и красители;
- Вода.

Проверить приготовленную смесь можно с помощью усеченного конуса, опустив его в раствор. Смесь считается качественной, если стальной конус вошел в смесь на 50 мм.
- Перед заполнением цементно-песочной смесью матрицы должны смазываться маслом.
- Делается это, чтобы цемент не адгезировался на стенках матрицы.
- Затем цементную смесь распределяют по формам.
- Матрица должна совпадать с пуансоном. Нажимая на рычаг, ненадолго включают электромотор.
- После этого заготовка вынимается из матрицы и раскладывается на сушку.

При большом желании, минимальном наборе инструмента и материала, изготовить вибропресс самостоятельно – вполне выполнимая задача.

Технология изготовления тротуарной плитки: вибростол и формы для производства плитки своими руками
Более красивый, надежный и удобный в работе материал для мощения дорожек и площадок на приусадебном участке, чем тротуарная плитка, найти сложно. Большой выбор цветов и форм дает возможность не только отделывать самые разные по площади и форме участки, но и создавать совершенно любые рисунки и орнаменты. А поскольку плотность тротуарной плитки для пешеходных дорожек относительно невысокая, сделать ее можно своими руками. Это прекрасная возможность не просто благоустроить участок, но проявить свои дизайнерские таланты. Изготовление тротуарной плитки в зависимости от необходимого объема может быть ручным и с использованием «тяжелой» техники.
Главный гарант качества – это раствор для тротуарной плитки. Для него понадобится цемент марки М-500, чистый речной песок, а в качестве крупного наполнителя – щебень с кусковатостью 5-20 мм. Чтобы избежать образования пор и улучшить прочность, необходимо использовать пластификаторы. Также увеличит долговечность вашего материала армирование фиброволокном.
Если вы хотите получить плитки разных цветов, потребуются неорганические красящие пигменты. Для получения светлых и чистых оттенков применяют растворы на основе белого цемента. Это дает возможность делать плитку желтого, небесно-голубого, нежно-зеленого цвета. Поскольку и красители, и белый цемент — достаточно дорогие материалы, то с их добавление делается только первый, лицевой слой 10-20 мм, а остальной объем формы заполняют обычным серым бетоном. Смесь для тротуарной плитки лучше делать из цемента одного производителя, желательно даже из одной партии, тщательно соблюдая пропорции – это обеспечит одинаковый цвет полученных элементов.
Если объем плитки нужен совсем небольшой, можно все изготовить вручную. Замешивать раствор в небольшой емкости, заливать и уплотнять, просто встряхивая формы. Такой метод достаточно трудоемкий, и каждый этап отнимает много времени, но позволяет существенно сэкономить, так как вам понадобятся только базовые материалы.
В целом, технология изготовления тротуарной плитки достаточно проста, и если вам необходим большой объем, или вы решили таким образом получать дополнительный доход, то оборудование можно также изготовить самостоятельно.
Вибропресс и станок для производства тротуарной плитки: как сделать плитку самому?
Сегодня используют два метода производства плитки – сухое прессование и вибролитье. По качеству готовая продукция существенных отличий не имеет, а вот по сложности исполнения и оборудования для домашнего изготовления больше подойдет второй вариант. Для него понадобится минимум техники, а объем производимого материала может быть до 100 квадратных метров в сутки.
Собственно, практически все необходимое можно приобрести в любом строительном магазине. В первую очередь нам понадобится бетономешалка, самая обычная, объемом 200 л, и вибростол для производства тротуарной плитки. Его можно как приобрести готовый, так и сконструировать самостоятельно. Для этого понадобится сварная металлическая рама, четыре пружины, сама рабочая поверхность, обычно — толстый металлический лист, электромотор и вибратор. Можно использовать вместо пружин резиновые подкладки или подвес на тросах или цепях, но это менее прочные и эффективные способы. Производство тротуарной плитки, видео уроки это подтвердят, задача несложная, и под силу любому. Это отличный выход для тех, кто желает сэкономить и сделать на участке все своими руками.
https://youtube.com/watch?v=clLExhMeVWA
Но если качество в первую очередь зависит от раствора, то красивый внешний вид – от формы для изготовления тротуарной плитки. Именно они задают тот неповторимый рисунок, за который ценится этот тип мощения многими дизайнерами и домовладельцами. Кроме этого, имея вышеперечисленное оборудование и необходимые формы, можно изготовить не только плитку, но и бордюры, отливы и малые декоративные архитектурные формы.
Изготовление брусчатки в домашних условиях
Оборудование
Чтобы самостоятельно открыть линию по производству брусчатки, потребуется такое оборудование:
- вибростанок;
- бетоносмеситель;
- формы из пластика;
- резервуары для хранения компонентов сырья;
- емкость для приготовления смеси;
- киянка;
- лопата;
- мастерок;
- уровень.
Главная задача на этапе организации производства – правильно выбрать формы для заливки смеси. Именно от качества форм будет зависеть вид готовых изделий.
В целях экономии можно сделать формы самостоятельно. Для их изготовления можно использовать пластиковые емкости, металлические обрезки или деревянные доски. Однако каждый раз перед заливкой смеси такие формы нужно будет смазывать, чтобы изделие легче было извлечь.
Для смазки подойдет машинное масло, олифа или даже средство для мытья посуды. Например, можно перемешать машинное масло (30 г) с теплой водой (500 мл) и жидким мылом (1 ч. л.). Эту смесь можно использовать для смазывания внутренней поверхности форм.
Число форм зависит от масштабов производства. Необходимо приобрести или сделать хотя бы столько форм, сколько умещается на поверхность стола. Чтобы процесс производства происходил быстрее, умножьте это количество на 2. Поскольку материал застывает долго, во время приготовления одной партии можно будет сделать другую.
Каких видов бывают формы для брусчатки
Фигурные формы
Силиконовые формы
Полиуретановая форма
Для уплотнения раствора и удаления из него воздуха используется специальный станок. Если объемы производства небольшие, вибрации можно осуществлять вручную, с помощью постукивания киянкой по поверхности стола. Однако гораздо удобнее и быстрее использовать специальное оборудование, цены на него достаточно приемлемые и быстро окупятся. К примеру, стоимость станка (вибростола) составляет от 14 тыс. руб.









Себестоимость производства
Чтобы сделать 1 м2 брусчатки, понадобится 0,06 м3 бетонного раствора. Начальные расходы составляют около 150 тыс. руб. Себестоимость изделий – примерно 200-250 руб. за 1 м2, в то время как рыночная цена колеблется от 300 до 400 руб. за 1 м2. Чтобы повысить рентабельность производства, можно не только изготавливать материал, но и предоставлять услуги по его доставке и укладке.
Основные этапы технологического процесса
Как же делают брусчатку:
- Песок и цемент перемешивают. В воду добавляют пигмент и пластификатор, перемешивают. Воду вливают в сухую смесь, замешивают, чтобы получить вязкую консистенцию. Чтобы цвет брусчатки был более ярким и чистым, пигмент можно добавить не на этапе смешивания компонентов, а уже после того, как массу поместили в формы, и она немного застыла. Материал посыпают красящим веществом и аккуратно втирают его металлической гладилкой.
- Формы раскладывают на вибростоле, смазывают и заполняют раствором. Чтобы изделия вышли более прочными, их следует армировать с помощью металлических прутьев.
- Вибростол включают на несколько минут, чтобы раствор распределился равномерно. Если нет вибростола, постукивают по обычному столу киянкой.
- Смесь оставляют на 24 часа, чтобы она застыла. При высокой влажности воздуха время застывания увеличивают до 72 часов.
- Изделия вынимают из форм, выкладывают под навес для сушки на 7-10 дней. Если погода жаркая, брусчатку необходимо брызгать водой, чтобы она не потрескалась.
- Когда брусчатка высохнет и изменит окраску, ее можно использовать для укладки.
На видео рассказывается о том, как осуществляется изготовление брусчатки своими руками, на примере тротуарной плитки:
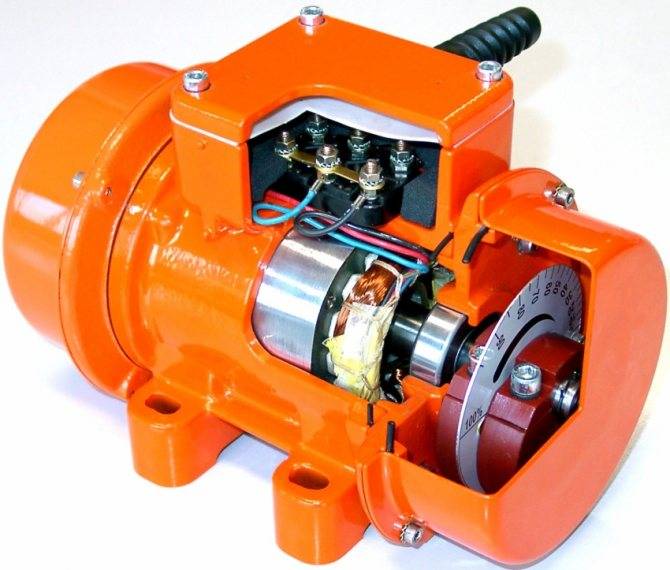
Производство тротуарной плитки в домашних условиях: как подобрать электродвигатель
Рассмотрим два самых популярных варианта: их стоимость и характеристики:
Для производства небольшого количества плитки этого будет более чем достаточно, но если вы хотите организовать в своей мастерской небольшой завод тротуарной плитки, то лучше обратить внимание на модель ИВ-104 Б, мощностью 0,53 кВт. Для ее питания потребуется сеть на 380 В, однако это даст возможность достигнуть показателя вынуждающей силы в 6,3 кН

Столешница вибростола с закрепленным электродвигателем
Но бывают случаи, когда речь идет об изготовлении совсем небольшого количества тротуарной плитки для дорожек на дачу, и приобретать мотор для этой цели просто неоправданно. В этом случае умельцы используют в качестве основы двигатель от старой стиральной машины ли насосной станции. В этом случае, придется потратить намного меньше средств, заплатив лишь токарю за некоторые переделки, если в этом есть необходимость.
Единственный существенный недостаток такого решения – недолговечность старых двигателей. Они крайне редко способны выдержать больше трех десятков рабочих циклов. После этого происходит разбалтывание оси или вовсе заклинивает подшипник. Поэтому если планируется изготовление большого количества плитки, лучше заранее приобрести более долговечный двигатель, способный прослужить необходимый период времени.
Даже при учете необходимости приобрести все необходимые элементы, сделать такую конструкцию своими руками намного дешевле, чем купить вибростол для тротуарной плитки.
Мощность электродвигателя определяет длительность работы станка и необходимое количество вырабатываемой тротуарной плитки
Основные характеристики
Если перед мастером стоит задача по изготовлению вибропресса для плитки тротуарной, перед работой он должен определить, какие характеристики должны быть у готового оборудования.
Производительность:
- необходимо определить какое количество изделий должен выпускать станок в течение часа;
- плитка – это плоская продукция, поэтому производительность можно рассчитать в квадратных метрах или сравнить по количеству поддонов, заполненных за единицу времени;
- эта характеристика зависит от уровня автоматизации агрегата, то есть скорости смены поддонов, выведения из рабочей зоны готовой продукции, своевременной подачи раствора в матрицу;
- при изготовлении для мощения собственного участка достаточно собрать установку с ручным управлением (вибропресс для тротуарной плитки ручной) с максимальным весом загрузки не более 35 кг. С таким устройством справится один человек.
Лучших показателей можно достигнуть с использованием различных вспомогательных механизмов, однако, это актуально, если мастер хочет организовать более объемное производство
Цикл формирования:
- в домашних условиях можно сделать вибропресс для производства с продолжительностью цикла формирования около одной минуты;
- если купить вибропресс с высокотехнологическими характеристиками, показатель составляет 9-15 секунд.
Параметры формовочной зоны:
- площадь самодельного вибростола для тротуарной плитки определяет габариты поддона, который используется при работе с конкретным прессом. Это позволяет понять, сколько плитки той или иной конфигурации можно выработать за цикл;
- чем больше зона формовки, тем более производительным и универсальным будет агрегат, — все это отражается на габаритах, мощности, массе оборудования;
- оборудование для тротуарной плитки изготавливается с формовочной зоной не более 0.3 м².
Высота формы:
- этот параметр показывает какое по высоте изделие будет формировать вибропресс, что зависит от габаритов рабочей площадки;
- мастеру необходимо знать не только максимальные параметры, конструктивно ограниченной бывает и минимальная высота прессформы. Как правило, достаточно 60-80 мм.
Частота вибрации:
- при изготовлении материала без щебня рекомендовано настраивать частоту 100 Гц, что позволяет ввести в резонанс самые мелкие частицы, улучшая распределение рабочей смеси;
- в остальных случаях достаточно частоты 50-75 Гц, что оптимально для производства брусчатки своими руками.
Сила сжатия:
- чем выше давление, которое оказывает станок, тем прочнее получается готовое изделие;
- сила сжатия ручных и гидравлических агрегатов отличается в сотни раз;
- чтобы изделие достигнуло требуемой прочности, в слабые агрегаты загружается смесь с повышенным содержанием цемента и добавок, что обуславливает конечную себестоимость плитки.
Оптимальный коэффициент уплотнения принимается, как 0.97-0.98, исходя из расхода портландцемента на 450-47- кг/м³ раствора
Мощность и параметры вибратора:
- для домашнего производства самодельный вибропресс достаточно оснастить одним вибратором мощностью 0.5 кВт;
- нарастить мощность можно, используя несколько источников вибрации;
- относительно небольшая амплитуда колебаний приемлема для более подвижной смеси, а высокая – для жесткой;
- для регулирования параметров вибраций следует установить потенциометр переменного тока;
- следует учитывать, что есть специфические требования к сети. Существуют однофазные устройства, работающие от сети 220 В, некоторые следует подключать к трехфазной – 380 В;
- вибратор должен быть правильно разбалансирован и закреплен по схеме;
- неправильное расположение устройства скажется на качестве материала.
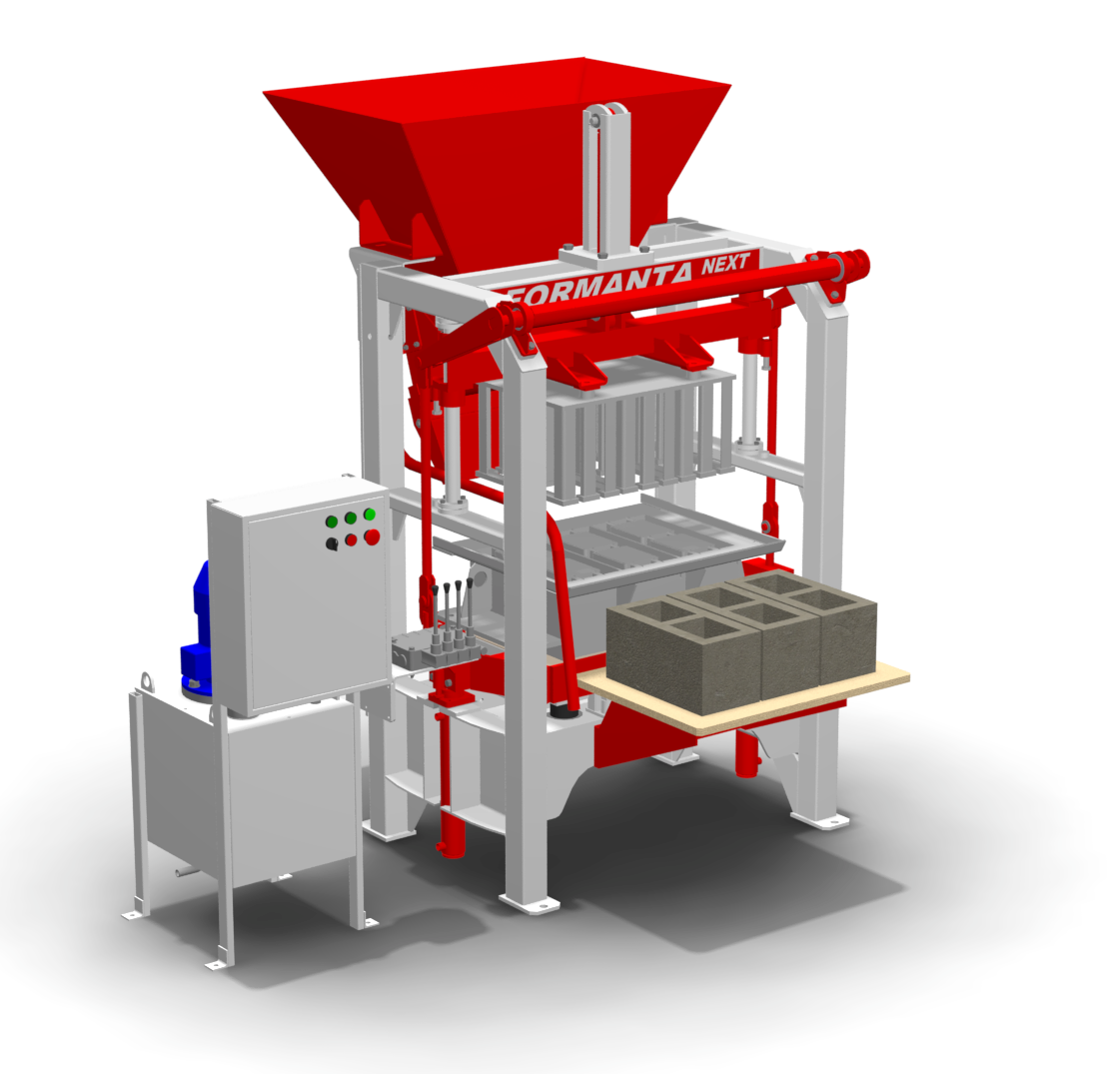
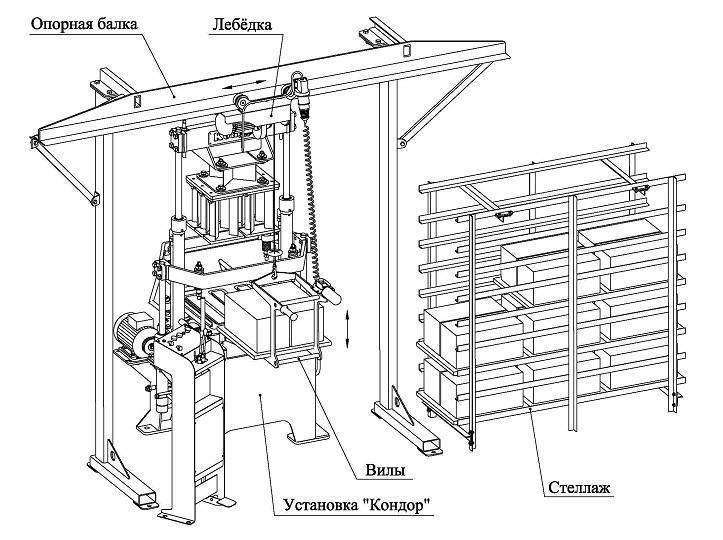
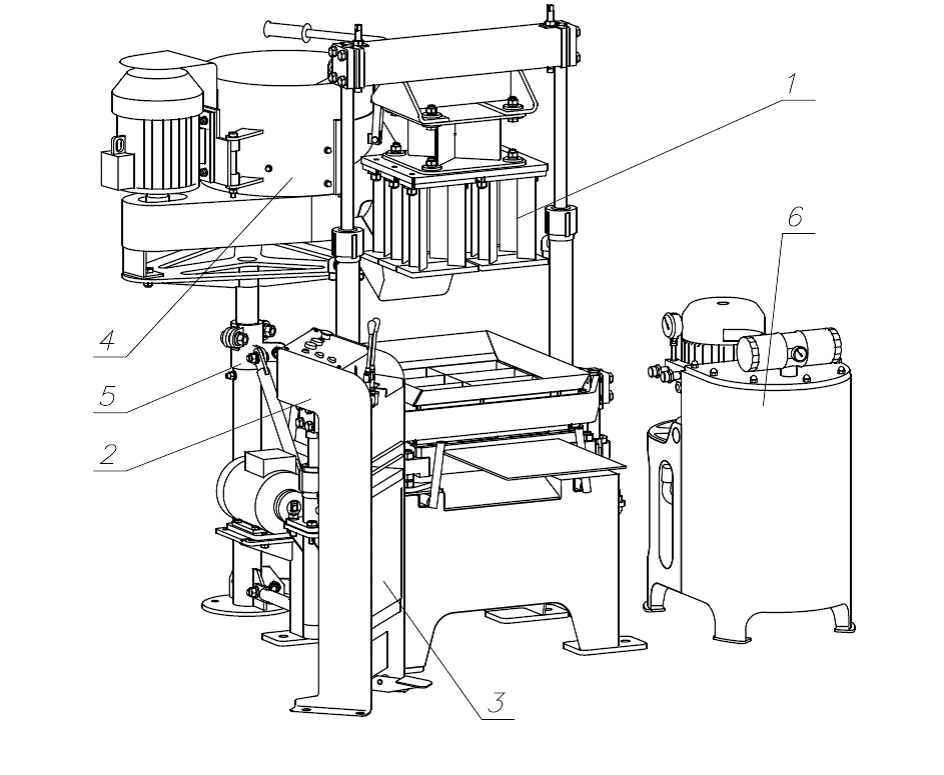
Специфика производства строительных блоков вибропрессованием
Вибропресс представляет собой устройство, в котором используется принцип формирования изделий при помощи вибратора методом создания избыточного давления («пригруза»).
Вибропрессование предполагает использование жёсткой бетонной смеси, способствующей изготовлению максимально прочных, долговечных и надежных изделий. Поскольку данная технология использует «пригруз», появляется возможность применения крупнофракционных заполнителей, включая материалы, являющиеся отходами различных производств. Использование керамзита, шлака, древесных опилок, кирпичного боя, отсева уменьшает себестоимость изготовления строительных блоков. Вибропресс предполагает использование жесткой матрицы, благодаря чему геометрические размеры блоков получаются более повторяемыми, что положительно сказывается на скорости и качестве возведения несущих конструкций.





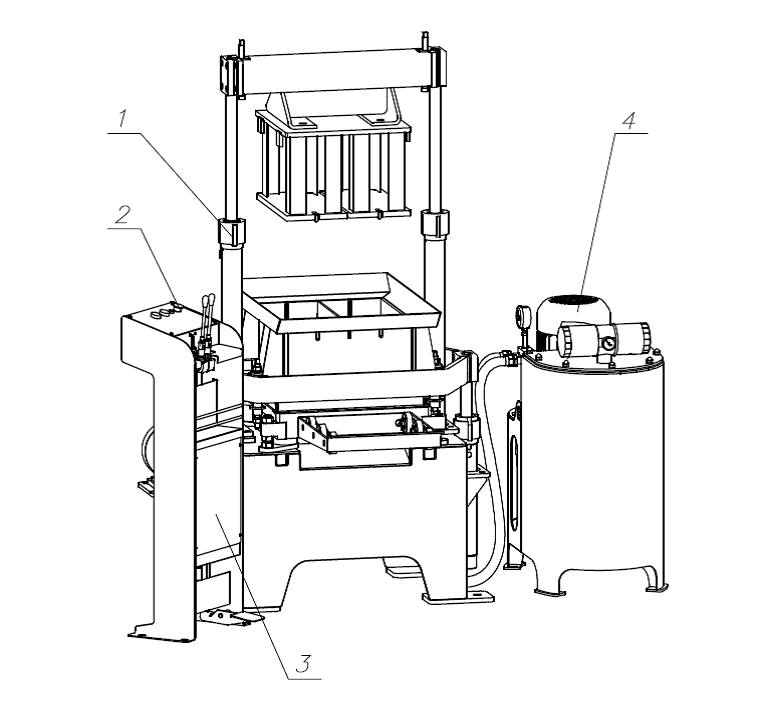


Последовательность операций при использовании вибропрессовочного оборудования:
Так как рабочий процесс сопровождается высоким давлением на смесь, в качестве заполнителей могут использоваться различные, в том числе крупнофракционные, материалы
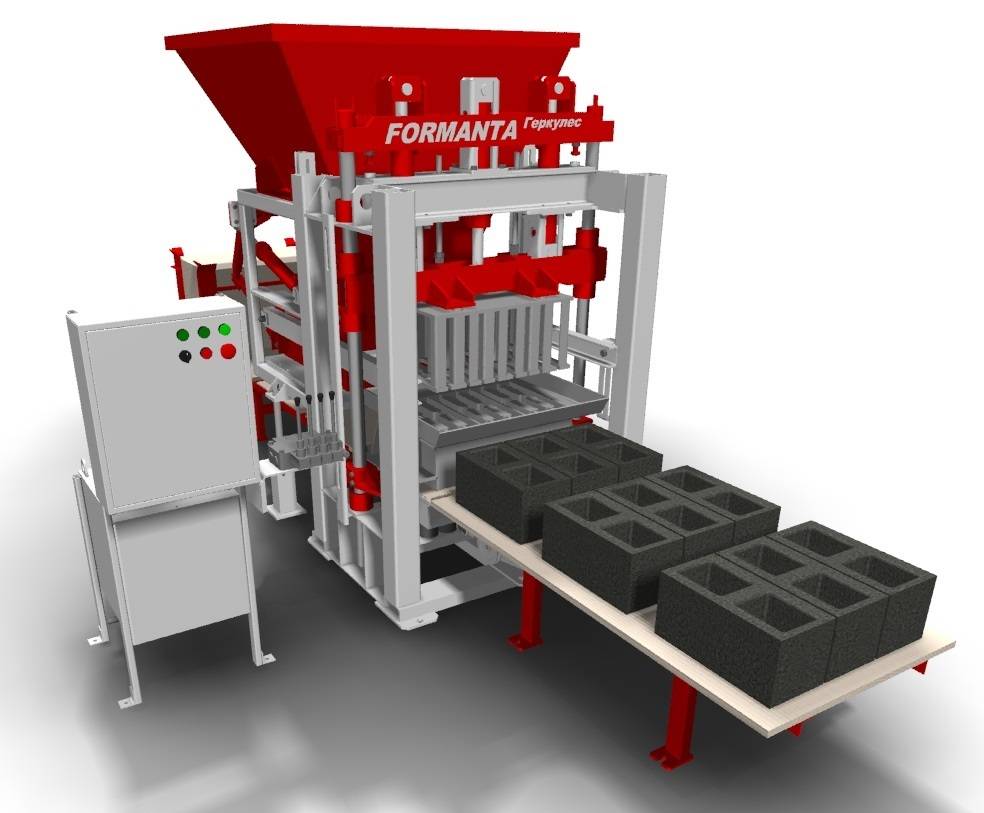
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Формы
Форма для таких изделий часто изготавливается из разного материала. Однако, чаще всего для этих целей используют:
- пластик;
- резину;
- полиуретан.
Материал формы сильно влияет на ее прочность и долговечность. От него зависит, какое количество циклов сможет выдержать эта пресс-форма:
- прочная резина – 500 циклов;
- пластик – 250 циклов;
- полиуретан – 100 циклов.

Полиуретановые формы Заливка формы происходит согласно соответствующему технологическому процессу. Сначала формующую поверхность смазывают специальным составом.
Если начать работу без предварительной смазки, рабочую поверхность формы необходимо обработать антистатиком.
Готовая тротуарная деталь, после извлечения из формы, подвергается контролю и тщательному осмотру. При обнаружении дефектов ее дополнительно обрабатывают соляной кислотой.
Чтобы смазывать формующую поверхность применяются несколько видов смазок. Самыми популярными считаются:
- эмульсол;
- ОПЛ-1, изготовленная в России;
- СРА-3, английского производства.
Чтобы не испортить поверхность формы, запрещается пользоваться смазками, в состав которых входят нефтепродукты. Поверхность обязана смазываться очень тонким слоем. Если этого не сделать, на готовой плитке могут появиться сильно заметные поры.
Эмульсол, а также ОПЛ-1 наносится на формующую поверхность перед началом каждой заливки бетонной смеси, английскую смазку следует использовать для нескольких формовок.

Как сделать своими руками?
Покупать вибростол дорого, хотя и его приобретение поможет быстрее приступить к работе. И все же, будем делать сами и потребуется нам для этого следующий инструмент:
- Сварочный аппарат. Для такой работы подойдет инвертор на 190 А.
- Болгарка. Желательно иметь две разновидности, 230 мм и 120 мм в диаметре диска. Большой будет удобно выполнять распил, маленькой, подгонять детали и в последующем выполнять шлифовку сварочного шва.
- Электроды, рулетка, карандаш и мел, сверло, а также болты, гайки, сверла, дрель и прочий инструмент, который может потребоваться в работе.
Итак, для начала надо сварить ножки стола. Проще всего их сделать из профтрубы. Подойдет профтруба, толщиной стенки металла не мене 2 мм, лучше 3 мм. Основу лучше всего варить исходя из площади крышки стола, которая должна быть рассчитана индивидуально, с учетом мощности двигателя и форм, которые будут уложены за один раз.
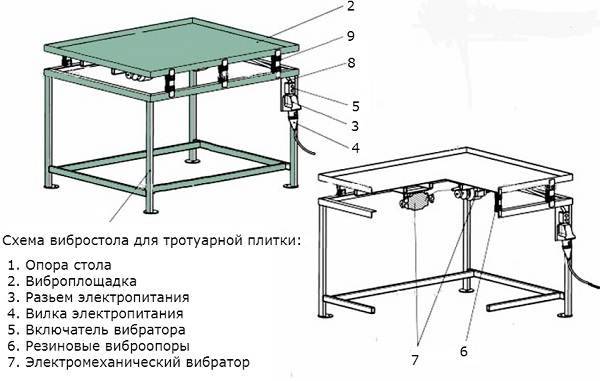
Схема вибростола
Снизу и сверху профтрубы ножки завариваем. Желательно прикупить регулируемые ножки, что в перспективе поможет выставить стол по уровню. С верхней части стола, по периметру, рекомендуется наварить основу под пружины. Минимум 4 пружины, но лучше поставить 6-8. В качестве основы лучше всего использовать обрезки круглой трубы подходящего внутреннего диаметра. Пружина в нее должна входить свободно.







Что касается пружин, то их жесткость подбирается индивидуально, в зависимости от нагрузки на стол, плюс вес самой столешницы. Многие рекомендуют брать амортизаторы с мопеда, но если их нет под рукой, можно сходить в любой автомобильный магазин и прикупить то, что нужно.
Далее делают столешницу. С нижней части, по периметру, под нее тоже варится рамка, желательно из профильной трубы. В местах касания пружин, тоже обрез круглой трубы, чтобы пружина не съезжала. По центру рамки стола, с нижней части, варят две поперечины, в них проделывают отверстия нужного диаметра под болты для установки двигателя. С внешней стороны варят рамку, чтобы в процессе работы «формы», заполненные бетоном, не убегали за край стола. Можно варить точечно, используя для бордюра самый тонкий уголок или профтрубу 20 н 20. Для самой столешницы можно использовать листовую сталь, 2-3 мм толщиной.
Далее дорабатываем двигатель. Самый простой способ, это приварить к нему эксцентрик. Под ним понимается обычный болт, который головкой приваривается на вал. Болт берите подлиннее, но, чтобы при вращении он не упирался в крышку стола. На болт, после сварки, в индивидуальном порядке, накручивайте гайки. Увеличивая или уменьшая их число, вы будете регулировать колебания и уровень вибрации.
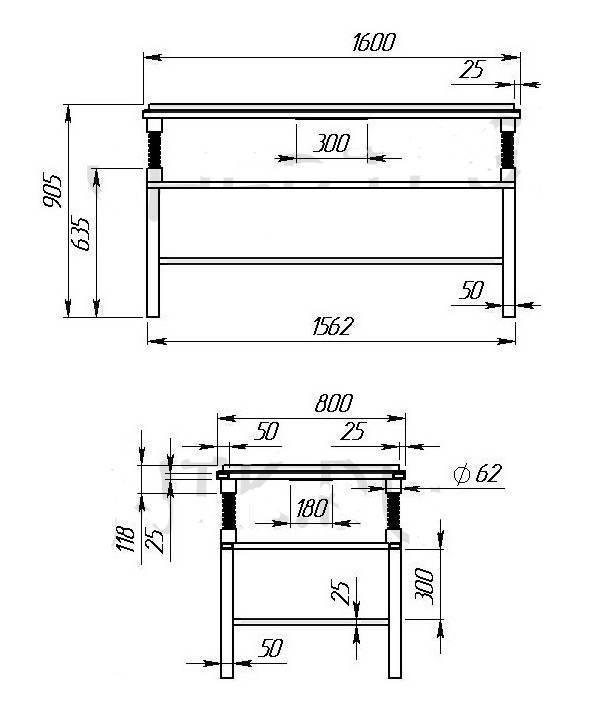
Чертёж вибростола
Что касается двигателя, то рекомендовано использовать модель с мощностью не менее 1000 ВТ. Нагрузки на нем не будет, самое главное, чтобы он быстро вводил крышку в резонанс от вращения. Обязательно подключите его через кнопку, которую разместите на поверхности корпуса. Перед монтажом, начертите примерные чертежи вибростола для тротуарной плитки своими руками, на основании которых выполняйте сборку.
Выбор и установка электродвигателя или вибратора
Двигатель для вибрирования, учитывая одновременное воздействие на столешницу давления пресса, должен обладать достаточной мощностью. Изготовление самодельного вибропресса – процесс трудоёмкий, и выход его из строя из-за установки заведомо непригодного мотора малой мощности – эксцесс неоправданный. Поэтому при сборке самодельного мини-вибропресса целесообразно использовать имеющиеся в продаже надёжные двигатели-вибраторы промышленного производства с возможностью регулирования частоты и амплитуды колебаний, например, ВИ-99/Е.
С учётом того, что давление на форму будет оказываться в вертикальной плоскости, качественное уплотнение будет обеспечено вибрированием в горизонтальной плоскости. Для этого вибродвигатель должен быть установлен на столешнице вертикально, снизу, приблизительно в месте пересечения её диагоналей (центр тяжести). Для этого к столешнице снизу приваривается стальной кронштейн с отверстиями под крепление электромотора.

Вибростол с электродвигателем
Вибропрессование
Для работы применяется рабочий раствор в полусухом состоянии. Этот процесс часто полностью автоматизирован, поэтому на больших производствах очень часто устанавливают линии для производства тротуарной плитки.
Чтобы получить рабочий раствор, в котором будет очень мало жидкости, включается бетоносмеситель, а затем вибропресс. В матричную форму, установленную на вибростоле, подается рабочая смесь. Пуансон начинает опускаться, раствор прижимается к матрице, затем включается вибрация, одновременно для пуансона и вибростола.
Чтобы изготавливать тротуарную плитку вышеописанными способами, и добиваться высокой автоматизации технологических работ, необходимо задействовать также и дополнительное оборудование. Оно помогает быстрее и проще выполнить довольно трудоемкие работы:
- погрузчики;
- вибросито;
- гильотина;
- вибрационная площадка.





