

Разновидности технологий электросварки
Процесс сварки происходит при воздействии на соединяемые металлы электродугового разряда, при котором температура достигает высоких значений. Участок металла, подвергающийся воздействию сварочной дуги, расплавляется, соединяемые металлы на участке воздействия становятся жидкими, перемешиваются и образуют сварной шов. Существуют разные методики выполнения сварочных работ:
- Ручная дуговая сварка (MMA).
- Электросварка под инертным газом (TIG).
- Полуавтоматическая электросварка под инертным газом (MIG-MAG).
- Точечная сварка (SPOT).




Особенности ручной технологии дуговой сварки
Наиболее доступный вариант, но требующий наличия опыта. Пока человек научится правильно варить сваркой, ему придется извести не одну пачку электродов, практикуясь на каких-нибудь ненужных металлических деталях. Сложность состоит в том, что сварщику приходится удерживать электрод в руках, руководствуясь только собственными ощущениями и навыками.
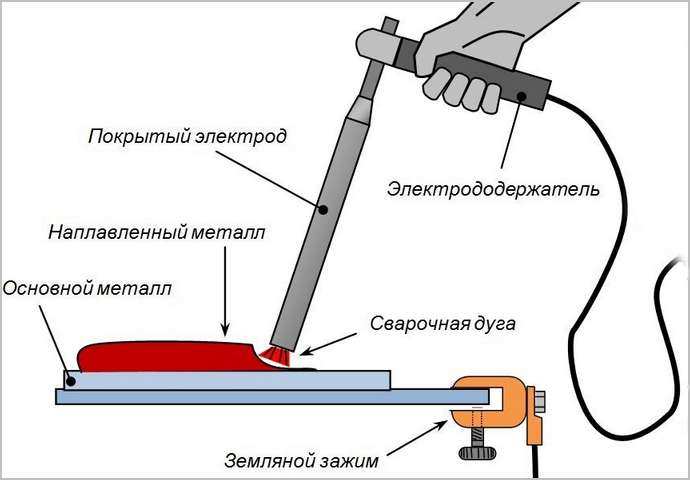
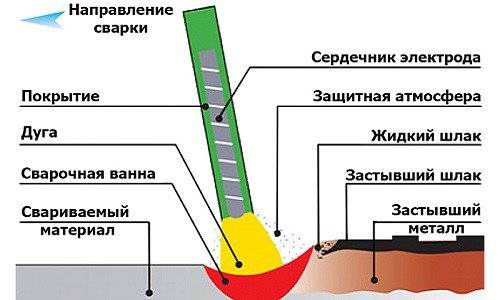 Схема ручной дуговой сварки металлическим электродом
Схема ручной дуговой сварки металлическим электродом
Технология электросварки под инертным газом
Дуга создается вольфрамовым неплавким электродом, а расплав создается специальным присадочным прутком. Во время процедуры на участок образования дуги подается инертный газ (аргон), обеспечивающий стабильный режим сварки и чистоту шва. Варить электросваркой с инертным газом можно цветные металлы или легированные стали.
 Технология TIG сварки
Технология TIG сварки
Полуавтоматическая электросварка под инертным газом
Обеспечивает высокое качество шва, но требует использования сложного оборудования, недоступного для самостоятельного освоения. Технология подобна вышеописанной, но производится механическим способом, позволяющим получать качественное и стабильное соединение.

Технология точечной сварки
Используется для соединения плоских листовых массивов, отдельных деталей небольшой толщины. Обеспечивает качество соединения, исключает возможность сквозного прожигания или перелома шва от перегрева материала. Использование этой технологии сварки позволяет ускорить процесс сборки кожухов или корпусов из листового металла, получить высокое качество шва.
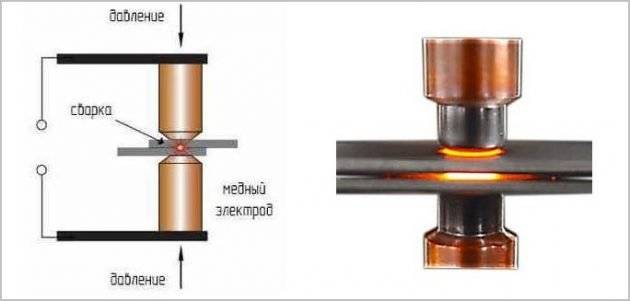 Технология точечной сварки
Технология точечной сварки
Преимущества и недостатки, характерные для ручной сварки
Преимущества:
- можно проводить работы в местах, к которым ограничен доступ;
- есть возможность сваривать различные виды стали, что осуществляется благодаря широкому выбору электродов;
- смена одного свариваемого материала на другой проходит без сложностей и быстро;
- доступ к конструкциям практически из любого положения в пространстве;
- сварочное оборудование легко транспортируется и отличается удобством в работе.
Недостатки:
- достаточно вредные условия работы;
- качество швов напрямую зависит от квалификации сварщика;
- КПД и производительность достаточно низкие (по сравнению с другими разновидностями сварки).
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
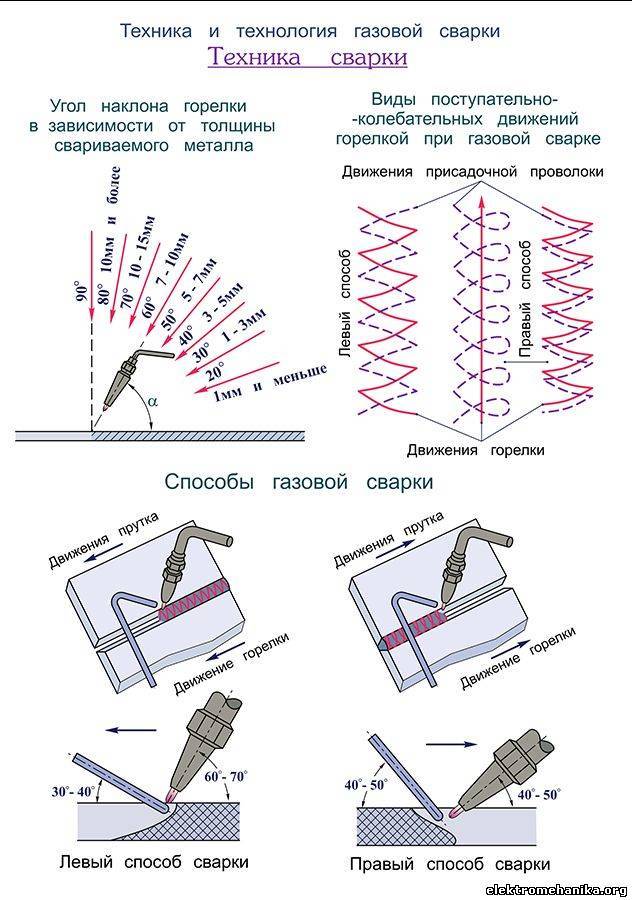
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» – небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
Особое значение для техники сварки имеет длина электрической дуги. Именно за счёт этого параметра выстраивается правильная или неправильная структура сварного шва
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.

Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
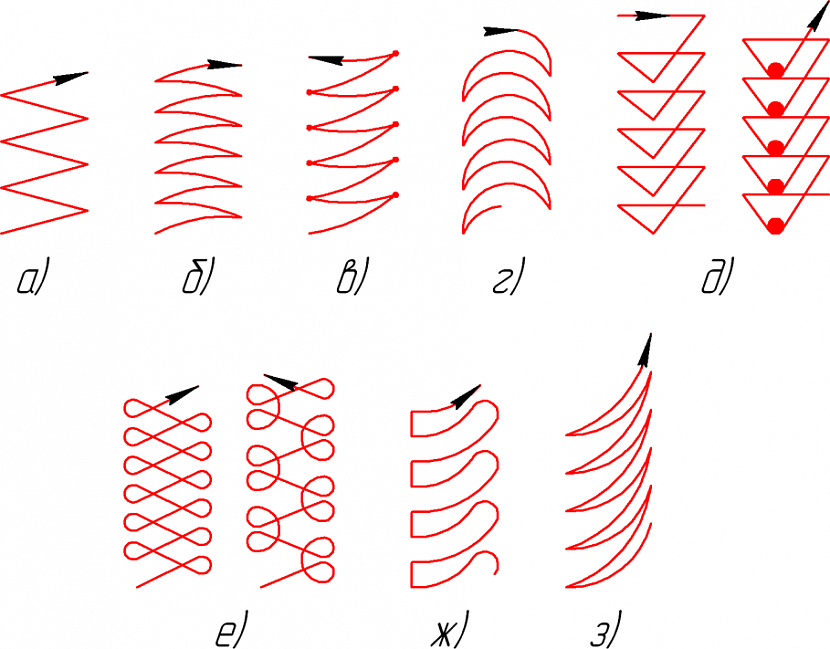
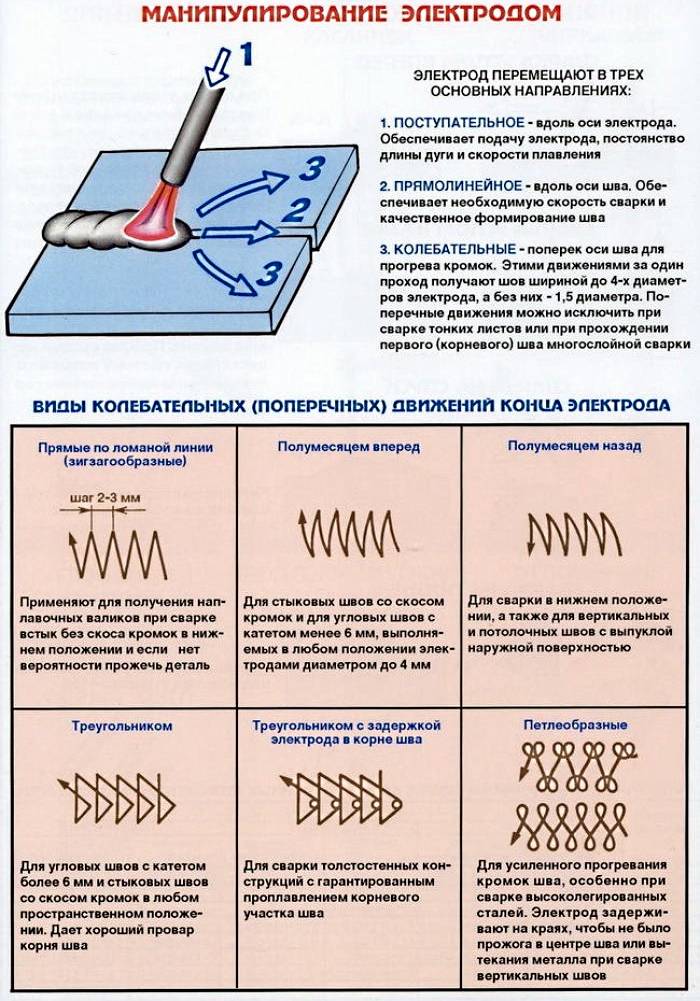
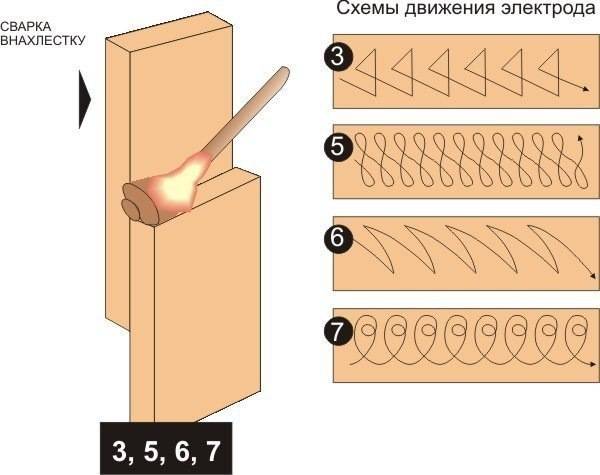
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
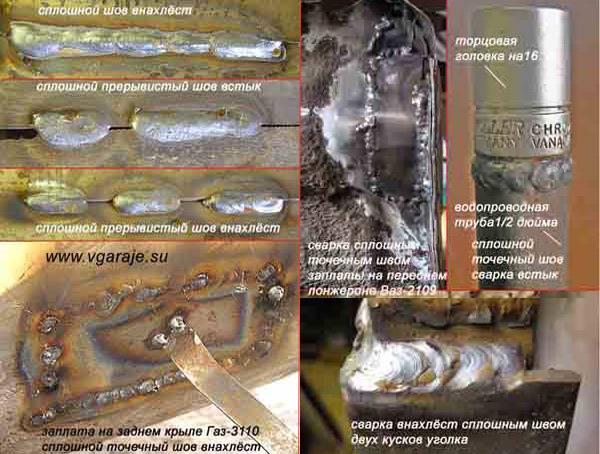
Различные варианты сварочных соединений
Как происходит сваривание металла
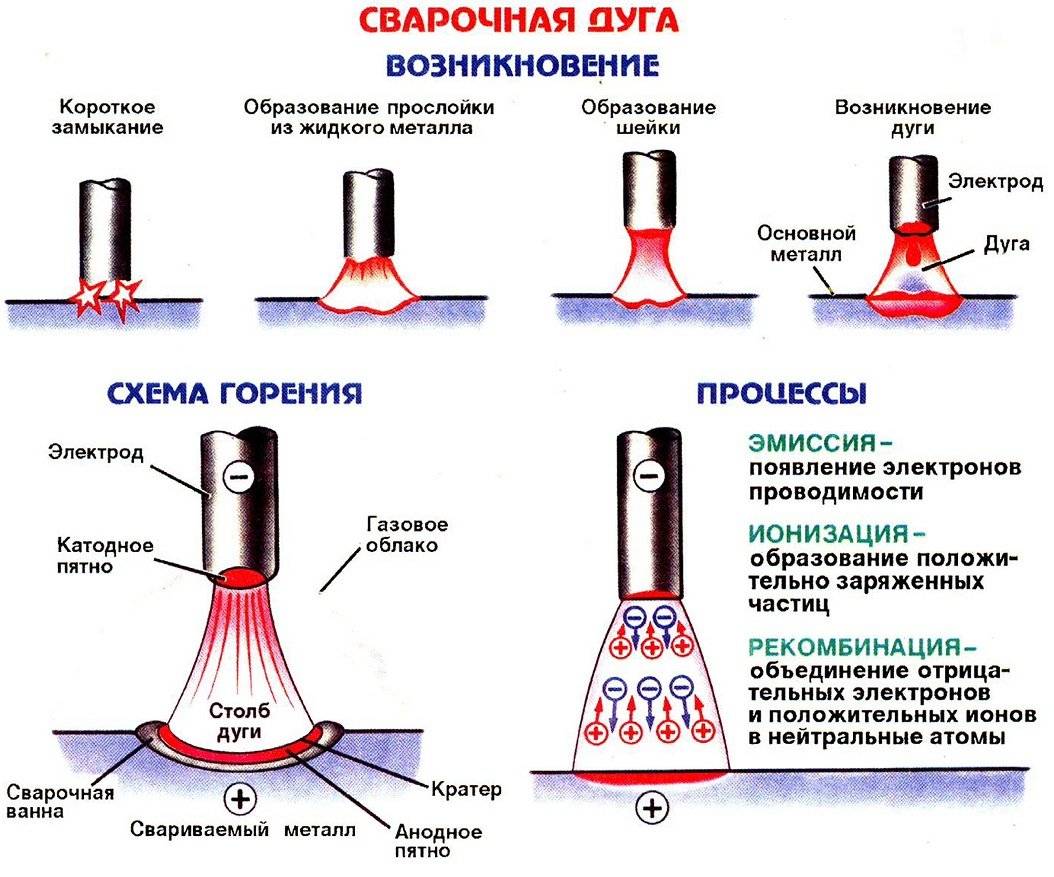
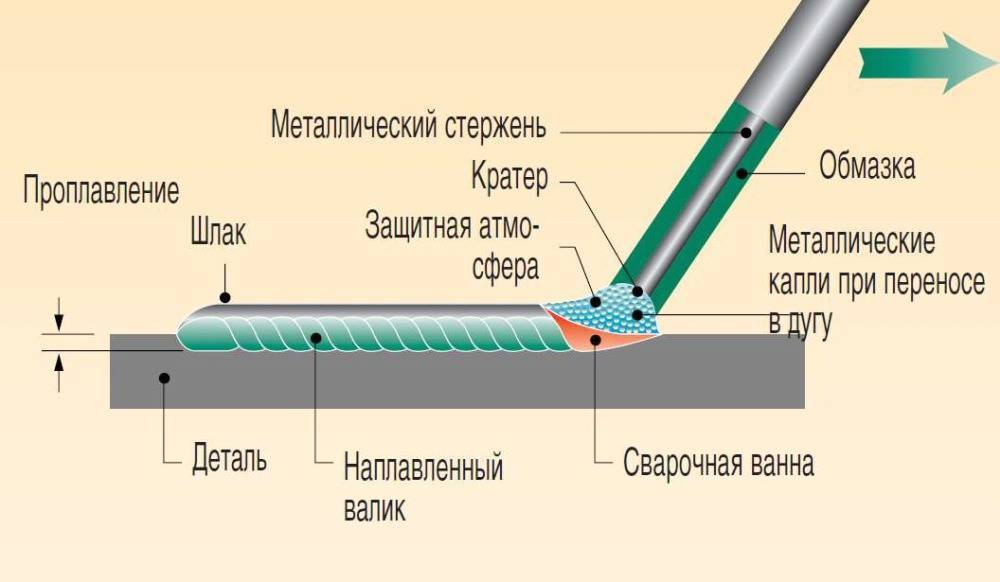
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
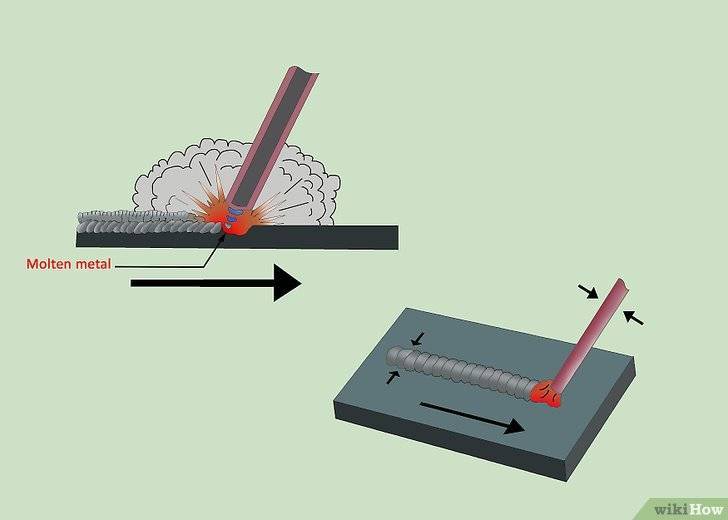
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
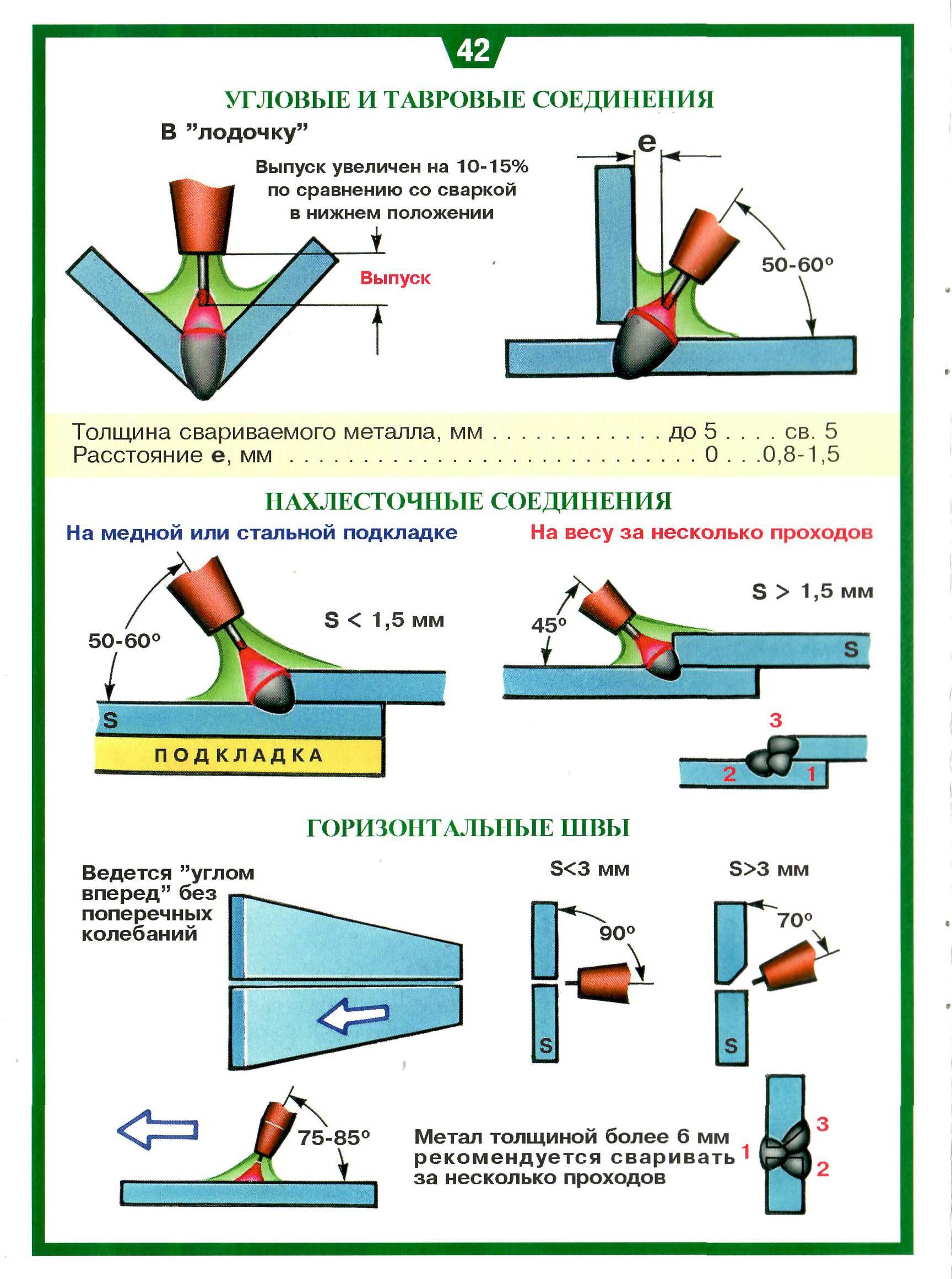
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.


Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно варить сваркой
Сварочный шов принято считать наиболее прочным методом соединения заготовок. Его используют на производстве и в обиходе. Все домашние специалисты периодически применяют сварку. Хорошо, когда пользователь знает, как производятся такие работы, но очень часто приходится просить помощи мастеров. Технологии производства таких неразъёмных соединений можно научиться самому. Начинают с наиболее лёгкого: электрической сварки для новичков, это обучение выполнению разных соединений. Более сложную работу можно делать тогда, когда будут приобретены основные навыки.
 Как самостоятельно варить сваркой ФОТО: svarkaipayka.ru
Как самостоятельно варить сваркой ФОТО: svarkaipayka.ru
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
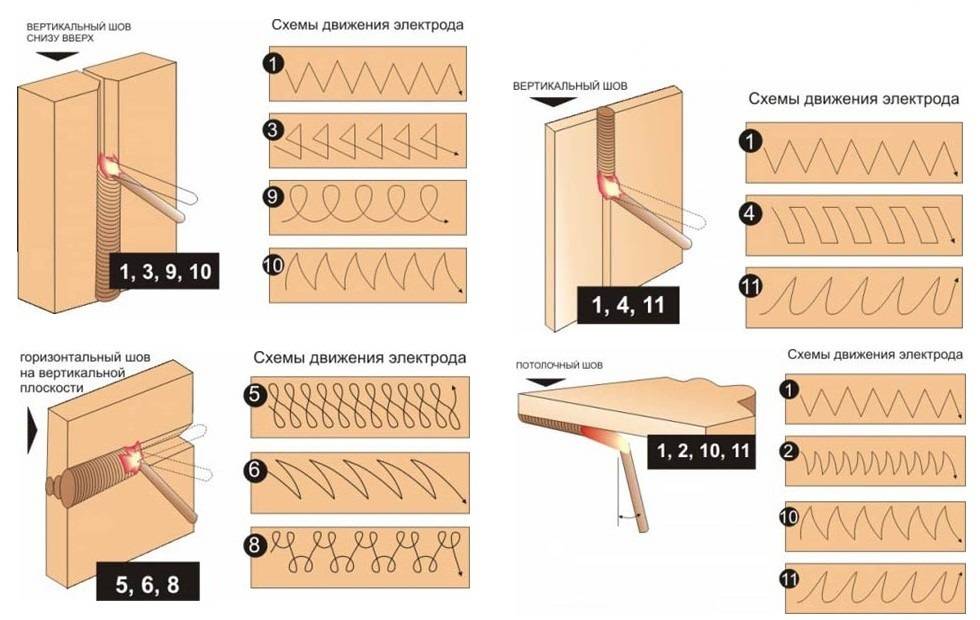
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
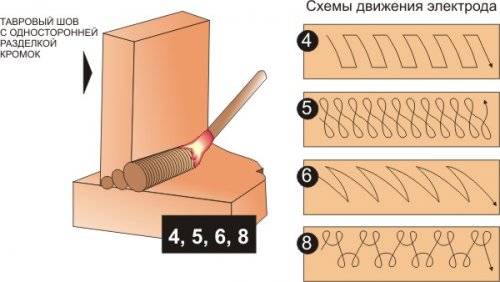
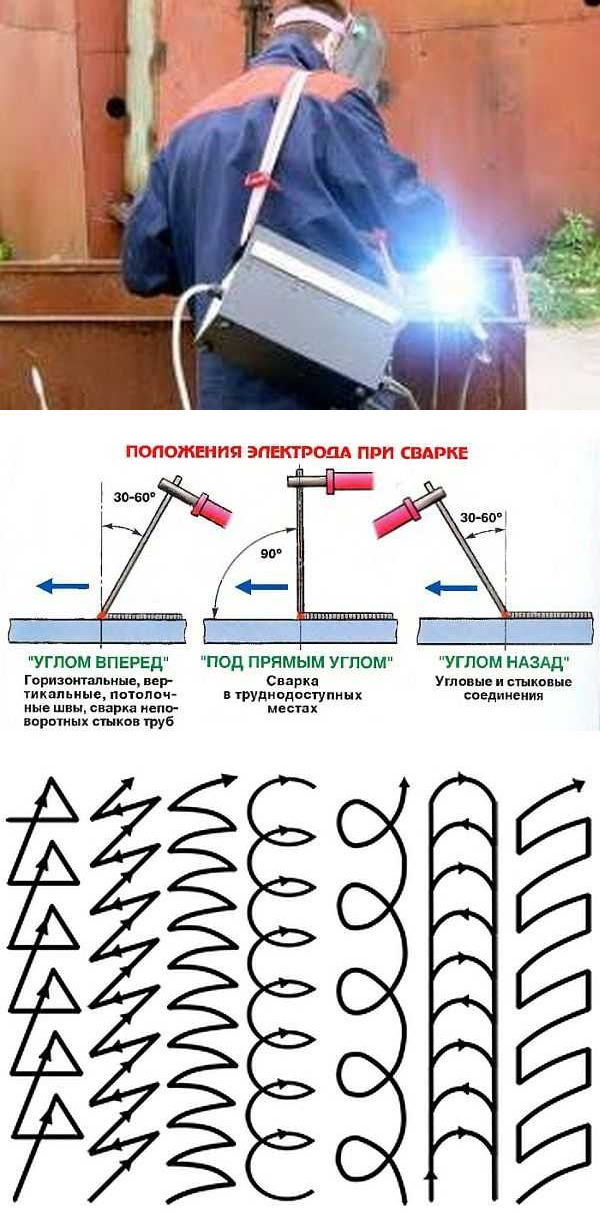
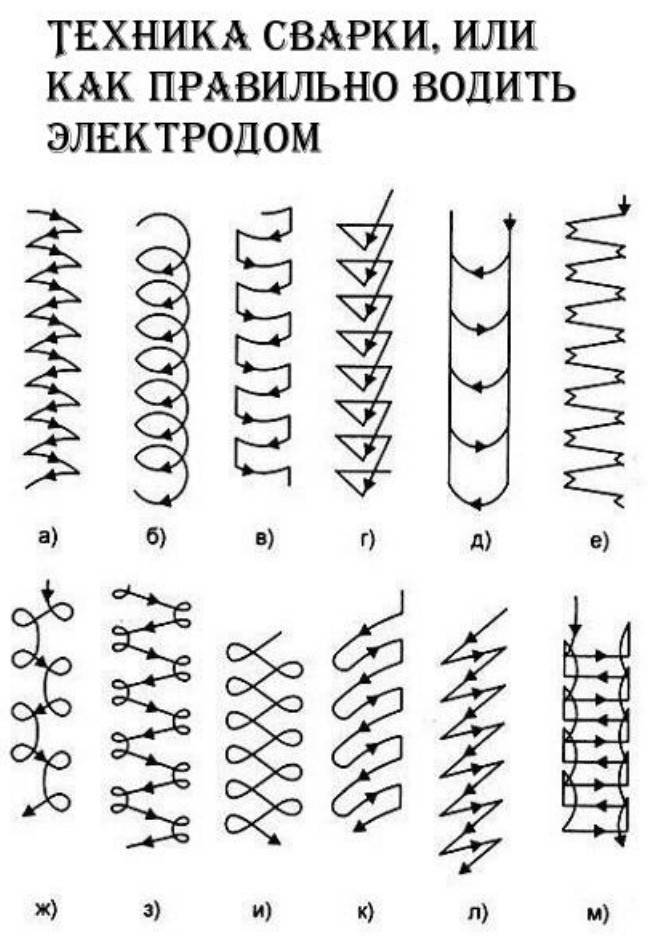
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Подготовка рабочего места
Рабочее место сварщика должно быть оборудовано в соответствии с правилами безопасности. Работы производятся в сухом, хорошо проветриваемом месте, не имеющем поблизости легковоспламеняющихся или взрывоопасных веществ. Оптимальный вариант — создание кабины с открытым верхом для возможности отвода сварочных газов. Стенки кабины должны состоять из негорючих материалов. Площадь кабины должна быть не менее 4,5 м2. Неподалеку должны находиться средства пожаротушения — огнетушители, песок, вода.

Рабочее место сварщика
Обучение проводят на открытых площадках, в более простых условиях, так как задача состоит в овладении навыками, а не в обеспечении высокой производительности работ. При этом все требования безопасности должны быть соблюдены неукоснительно:
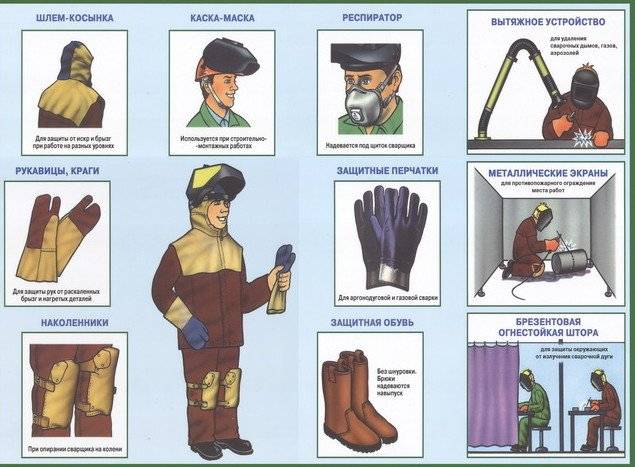
Средства защиты сварщика
- одежда сварщика должны быть изготовлена из толстой плотной ткани. Существуют готовые костюмы из брезента, оптимальным образом подходящие для таких работ;
- запрещены накладные карманы;
- обувь должна быть прочной и закрытой, защищающей от попадания брызг, сопутствующих плавлению металла;
- обязательно иметь маску сварщика и специальные краги — защитные перчатки с высокими манжетами.
Для удобства работы необходимо разложить в зоне свободного доступа электроды, провода не должны мешаться под ногами при передвижении.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
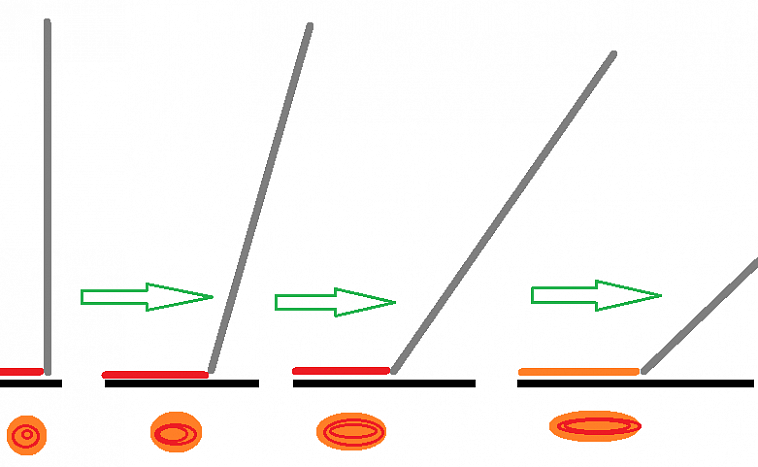
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
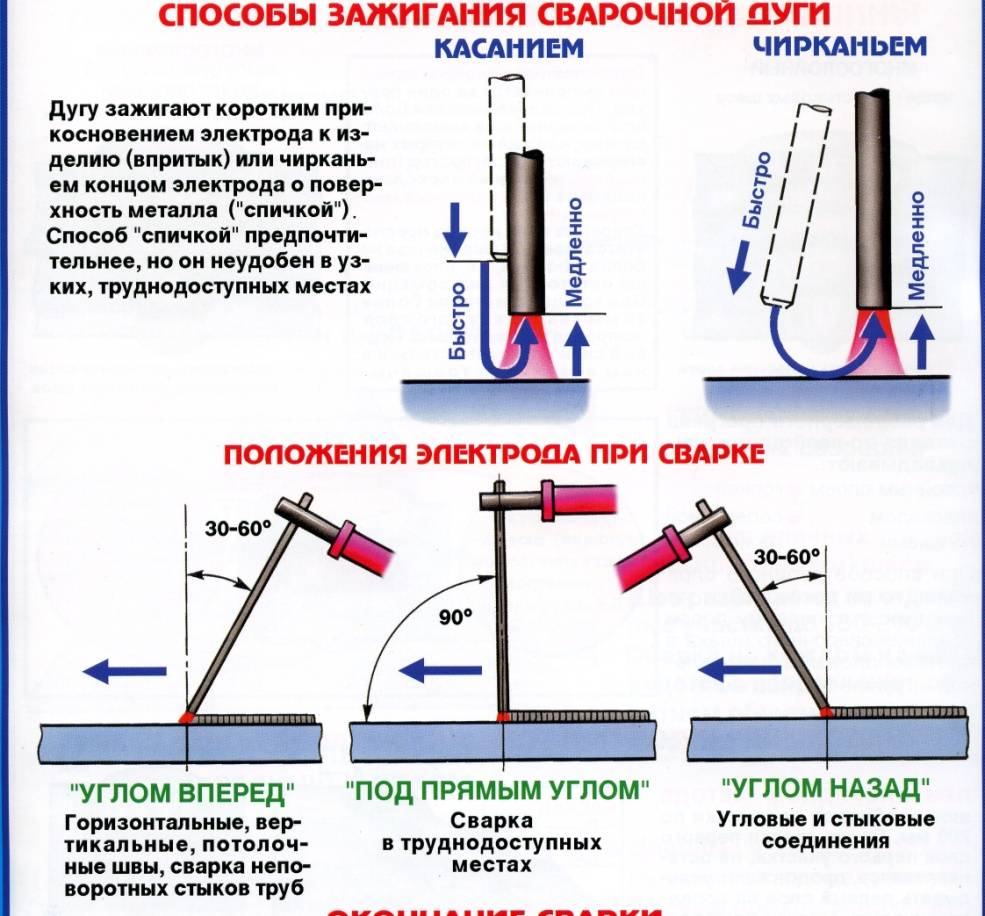
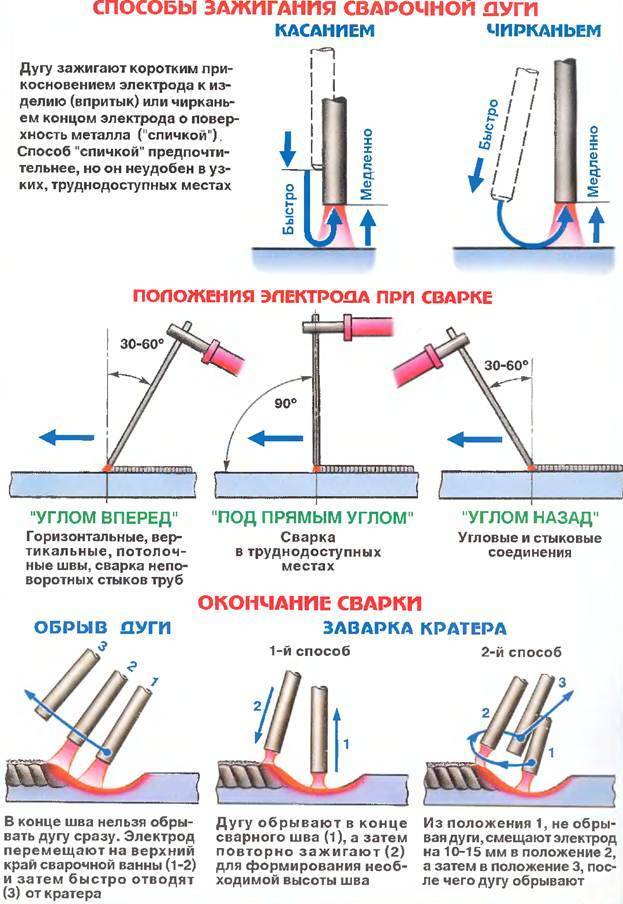
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.




Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
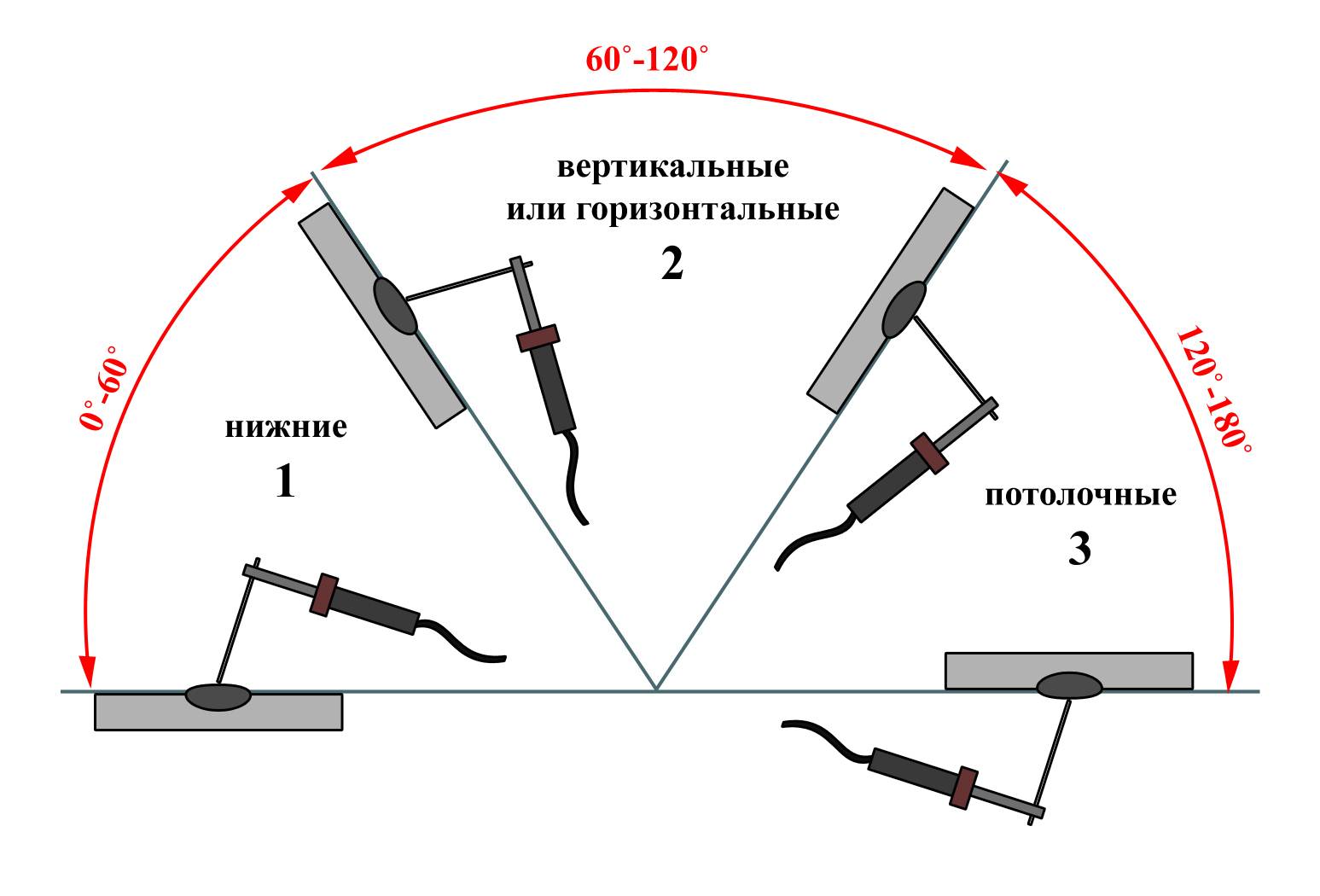
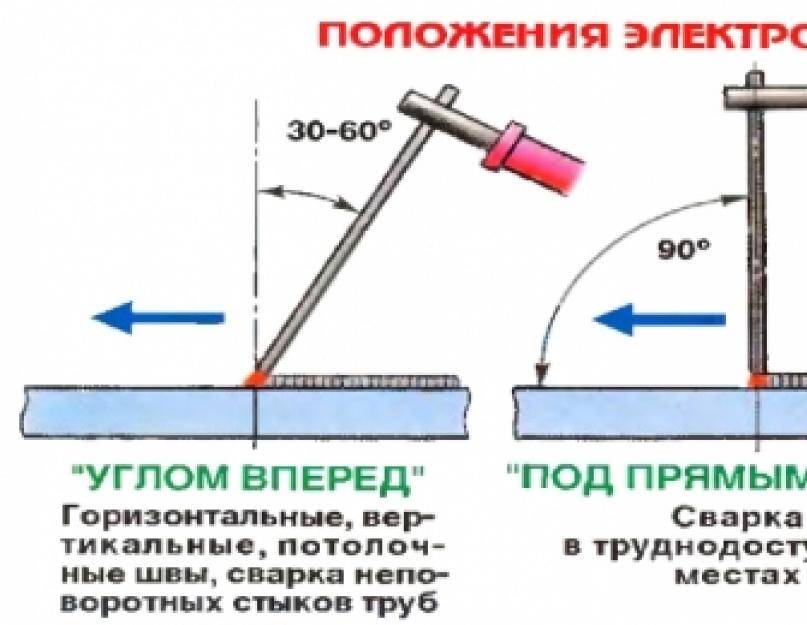
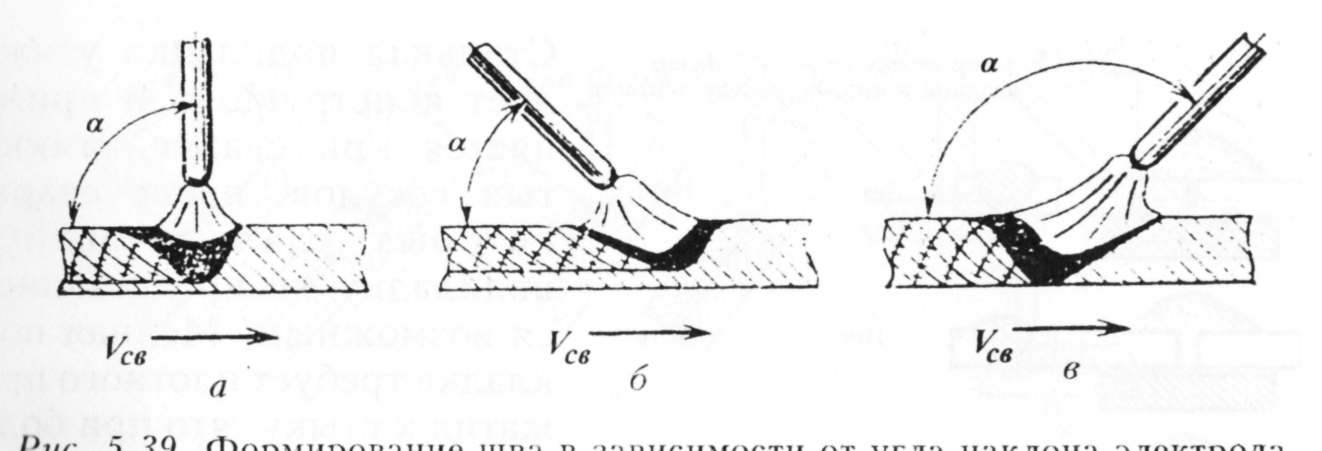
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
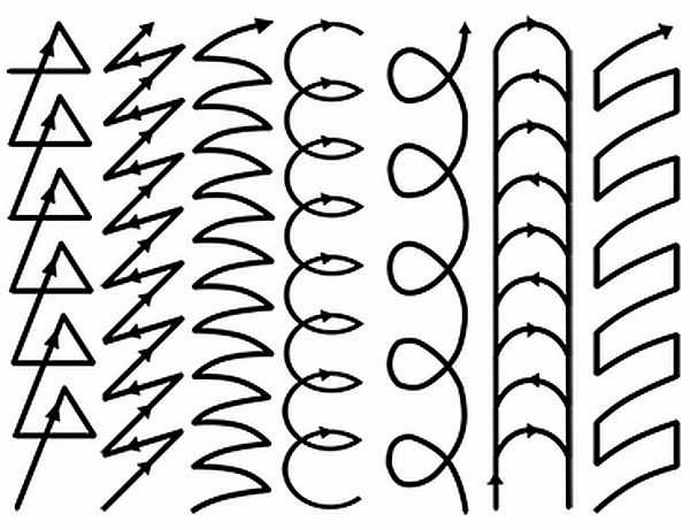
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:





