

Особенности
Ацетилено кислородная сварка имеет свои особенности, которые обязательно нужно учитывать перед началом работ. Прежде всего, качество готового шва зависит от трех компонентов: мощности пламени, угла сварки и диаметра присадочной проволоки. Давайте подробнее остановимся на каждом из них.
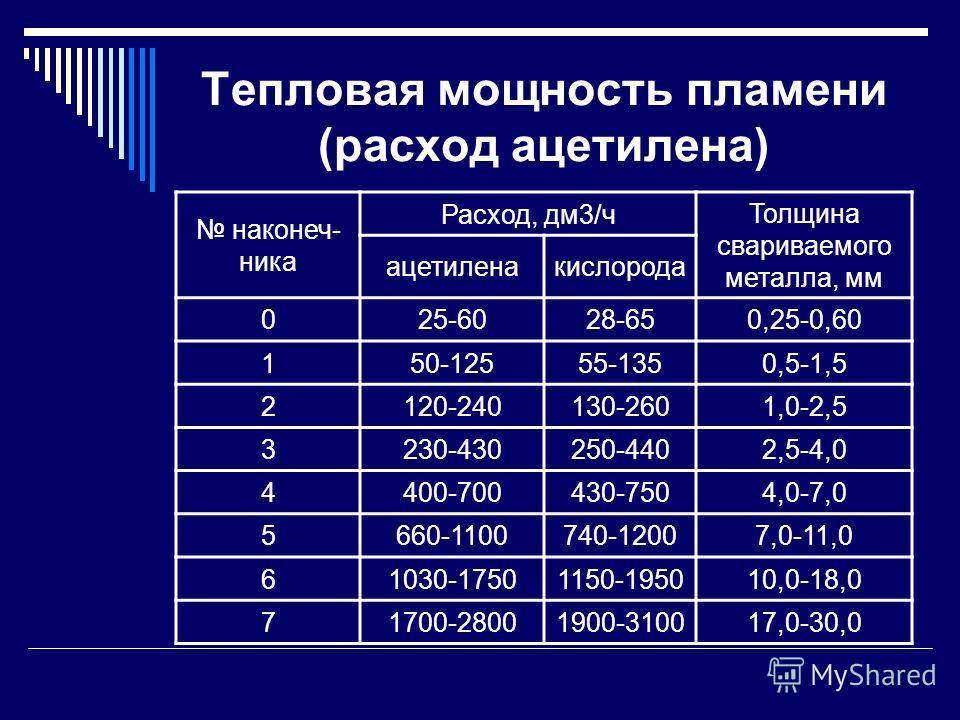
Мощность пламени газовые горелки для сварки должна выбираться исходя из свойств металла, который вы собираетесь варить. Пользуйтесь простым правилом: у толстой детали высокая теплопроводность и температура плавления, значит для нее необходима большая мощность пламени. С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
Профессионалы обычно высчитывают оптимальную мощность с помощью формулы, но для новичков этот метод может показаться сложным. Поэтому просто дадим свои рекомендации касаемо оптимальных значений мощности для каждого типа металла. Ниже вы можете видеть рекомендуемые номера наконечников в соответствии с толщиной металла. Именно с помощью наконечника регулируется мощность. Она имеет свою ЕИ — литры в час (л/ч).
Теперь поговорим об угле наклона горелки. Угол наклона так же зависит от толщины металла. Для сварки металла толщиной от 1 до 155 миллиметров рекомендуем угол от 10 до 80 гарусов соответственно. Увеличивайте угол, если металл толще
Чтобы деталь хорошо прогрелась (не важно, какой она толщины) нужно в начале сварки держать горелку под углом в 90 градусов
Также присадочная проволока используется для сварки. Ее диаметр наравне с мощностью пламени и углом наклона горелки влияет на качество шва. Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
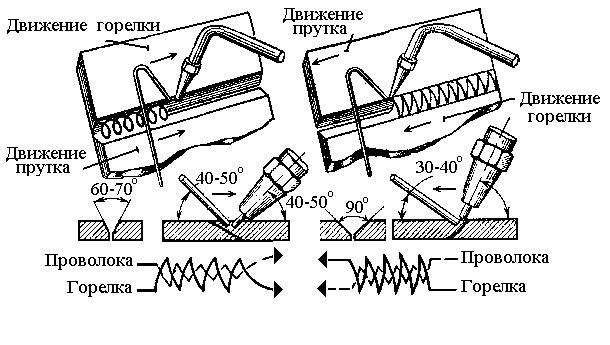
Отдельно хотим рассказать вам о способах ведения горелки. Ее можно вести на себя или от себя. Если вы будете вести на себя, то сначала должна двигаться горелка, а вслед за ней присадочная проволока. Так пламя будет равномерно разогревать металл и формировать сварочную ванну. Старайтесь держать горелку под углом 45 градусов. Траектория движения — кругом или полукругом. Присадочную проволоку нужно подавать следом, прямо в сварочную ванну.
Если вы будете варить от себя, то сначала нужно подавать присадочную проволоку, и только затем горелку. Зачастую такой метод применяют, если нужно сварить толстый металл. В таком случае нагрев металла и плавление проволоки осуществляются одновременно. Образуется смесь из расплавленной проволоки и металла, которая заполняет сварочную ванну. И самое сложное — добиться равномерного смешивания, чтобы шов получился максимально качественным. Так что нужно следить за скорость плавления металла и проволоки.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
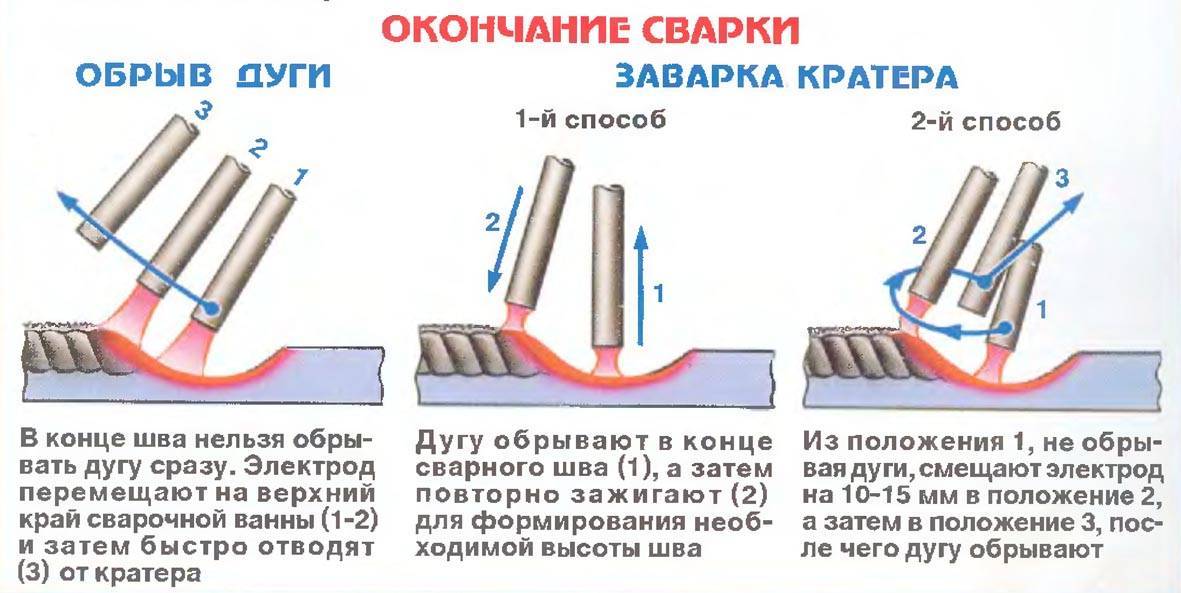
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Выбор аппарата для сварки
Не останавливаясь на конкретных брендах и моделях при выборе сварочника необходимо обращать внимание на основные характеристики и параметры. Что это значит?. Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа
Разница в цене, габаритах, весе
Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа. Разница в цене, габаритах, весе.
Отличительной и положительной чертой инверторного оборудования является тот нюанс, что при напряжении непостоянном, ниже 220 В или при перепадах он «не проседает» в мощности
Кроме этого, следует обратить внимание на параметры:
- Сварочный ток. Чем больше максимальный ток, тем большего диаметра электрод можно использовать, а это влияет на величину и глубину шва.
- Рабочий цикл. Инверторной модели, чтобы долго и качественно функционировать, нужен после какого-то промежутка работы небольшой перерыв (простой). Соотношение этих промежутков и составляет рабочий цикл.
Процентные соотношения в паспортах к аппарату могут быть двух стандартов: 5 мин и 10 мин.
Как это расшифровать?
Пример 1. В 10-ти минутном цикле 50% – надо понимать, что речь идет о 5-ти минутах работы и 5-ти минутах простоя.
Пример 2. В 5-ти минутном цикле 60% – означает 3 минуты работы и 5 минут отдыха.
Цикл может быть разным на разных токах, это тоже необходимо учитывать, то есть чем меньше ток, тем дольше можно работать и меньше отдыхать.
Сварка труб
После небольшой практики вы уже самостоятельно приноровитесь регулировать цикл исходя из технических характеристик приобретенного аппарата.
Еще один аспект, который косвенно подскажет о надежности оборудования. Если срок гарантии больше года, скажем 3, то естественно, аппарат прослужит дольше, чем тот, который готовы сервисно обслужить только в течение 6-ти месяцев.







Комбинированные генераторы
Зачастую сварочное оборудование сочетает в себе системы «вода в карбид» и «вытеснение воды». Принцип действия заключается в том, что в газосборной камере имеется корзина с карбидом, в которую подается вода. При химической реакции образуется ацетилен. Если в системе возникает избыточное давление, то происходит вытеснение воды в воздушный мешок вытеснительной камеры. Отвод ацетилена осуществляется через обратный клапан, пройдя который, он уходит из камеры.
В случае падения давления вода из вытеснителя перетекает обратно в корзину и тем самым стимулирует процесс образования ацетилена. По большей части такие системы изготавливаются передвижными. Комбинированные ацетиленовые генераторы обладают высокой плавностью работы и отсутствием такого негативного фактора, как перепад давления в системе. Устройства имеют невысокую производительность, но при этом пользуются большим спросом.
Смотреть галерею
Используемое оборудование
Для выполнения работ понадобятся следующие инструменты и материалы:
- Резервуар для хранения кислорода. Емкость зависит от условий сварки.
- Резервуар для хранения ацетилена. Стандартный объем ацетиленового баллона составляет 10 литров.
В некоторых ситуациях заправка баллонов ацетиленом невозможна или затруднительна. В этом случае используют специальные ацетиленовые генераторы. Данные аппараты синтезируют горючий газ путем смешивания карбида кальция с водой. Ввиду высокой пожарной опасности, их конструкция подчиняется требованиям ГОСТов.
- Редукторы для регулировки давления газов.
- Подводящие рукава. Для каждого типа газа существуют отдельные виды соединений.
- Горелка. Рабочий инструмент, величина которого зависит от порядкового номера. Наибольшая горелка имеет пятый номер, а самая маленькая – нулевой.
Для повышения надежности, а также исключения возможности ошибок при монтаже, сварочную систему делят на кислородную и ацетиленовую часть, которые красят в разные цвета.
Недостатки
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
- при нагреве образуется большая площадь с изменениями в свойствах материала, поэтому ацетиленовая сварка не применяется в машиностроении;
- при соединении деталей толщиной более 5 мм газосварку лучше заменить ручной или полуавтоматической электросваркой;
- соединение высокоуглеродистой стали не для кислородно-ацетиленовой сварки;
- при соединении внахлест, металл будет значительно деформироваться, и в нем будут образовываться участки со значительным напряжением;
- требует повышенных затрат на материалы и оборудование, по сравнению с электродуговым типом сварки.
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
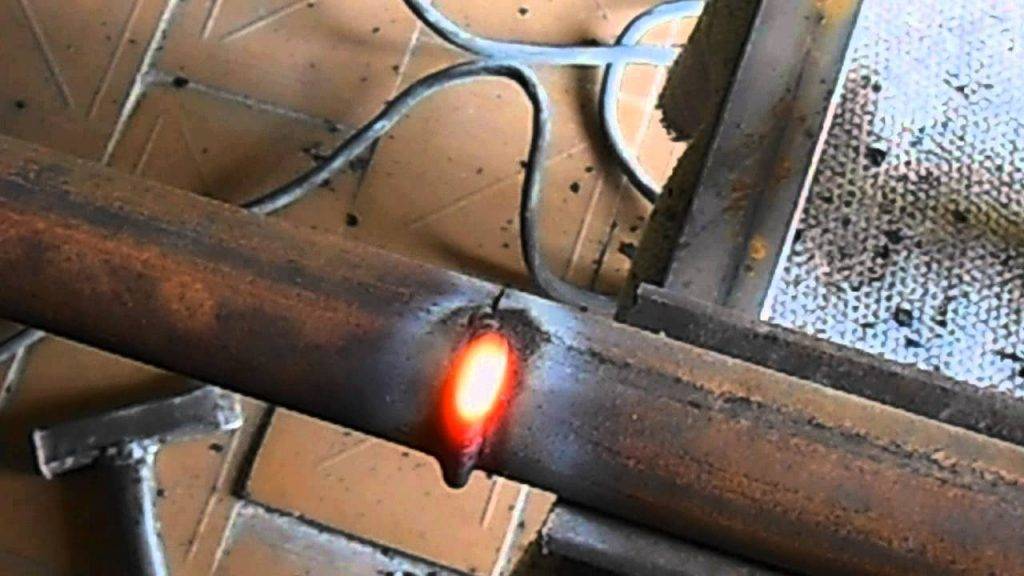
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Дальнейшие действия
Для того, чтобы выставить раб.давление 0,2МПа на C2H2 редукторе, нужно барашек баллона открыть против часовой стрелки, после чего винт на редукторе выкрутить по часовой. Точно так же выставляется давление на О2 редукторе 0,5 Мпа.
Настроить сварочное пламя можно двумя способами:
Открыть вентиль C2H2 на горелке, потом поджечь пламя, оно не должно отрываться от мундштука, потом подрегулировать его кислородом. Пламя должно иметь ядро, восстановительный участок и факел;

или открыть оба вентиля сразу, каждый на пол-оборота, после чего поджечь пламя. Затем отрегулировать его до нормального состояния. Должны получиться три ярко выраженные зоны.
Как видим, первый способ больше всего подходит для новичков.
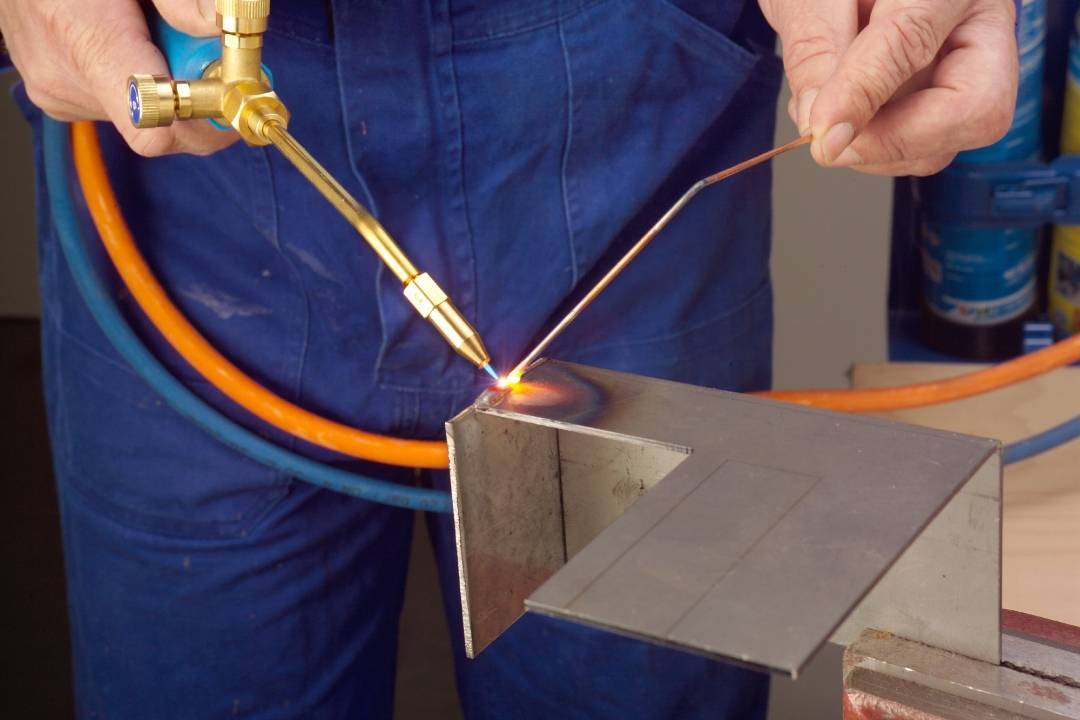
Разогрев металла до температуры плавления
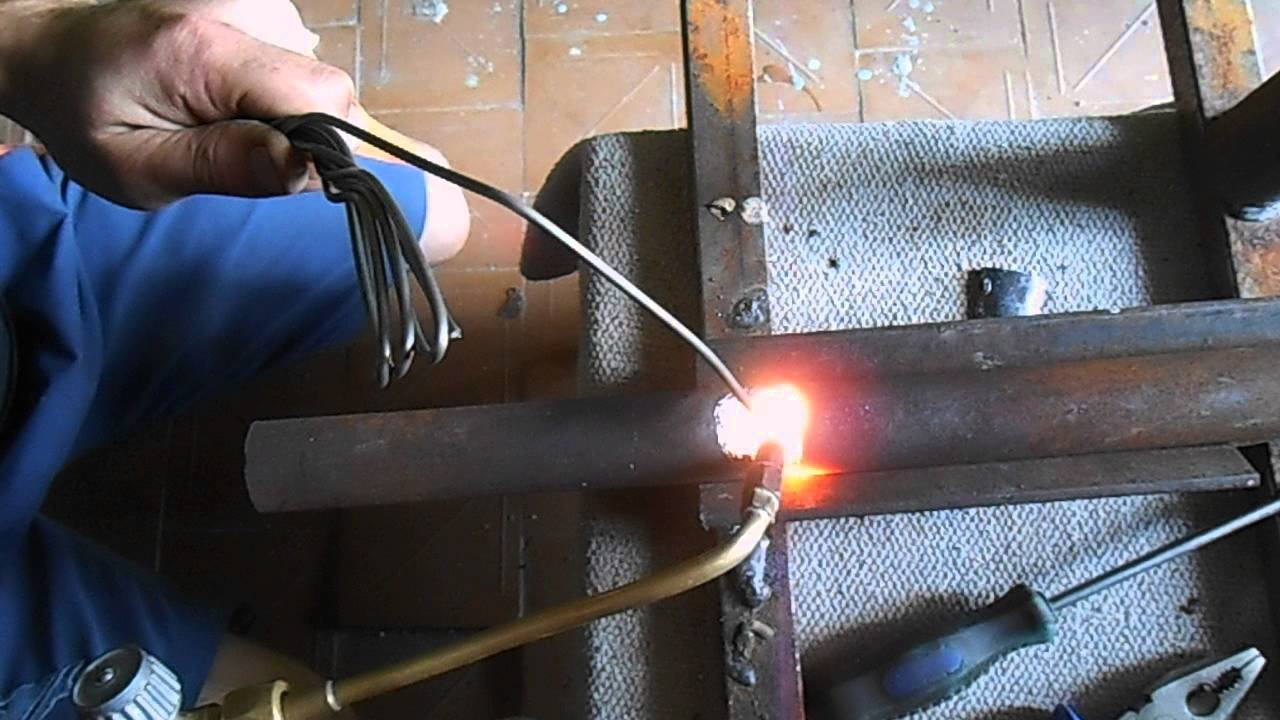
Для того, чтобы сделать сварочную ванну нужно расположить горелку под 90 градусов по отношению к основному металлу, а расстояние между ядром пламени и металлом должно быть около 1-3 мм. Металл начнет постепенно накаляться до красна. Сначала появится характерный цвет соломы, затем образуется сварочная ванна. Для начала попробуйте без присадки сделать колебательные движения «полумесяц». Для наплавки нужно отвести горелку на 30-40 градусов и сверху подать пруток каплеобразно или путем погружения в жидкую ванну. При этом не забывайте «рисовать» горелкой «полумесяцы», медленно продвигаясь вдоль шва. Старайтесь, чтобы ядро не задевало сварочную ванну.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
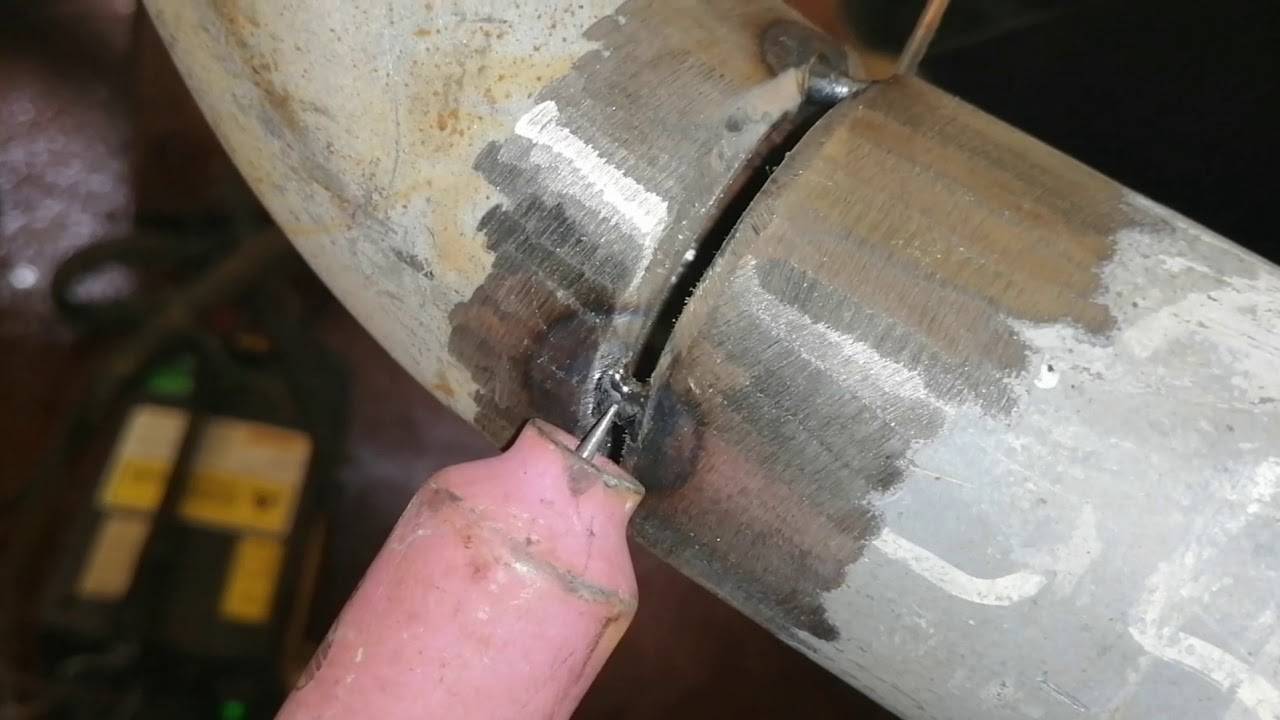
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
- специальные очки;
- рукавицы-краги;
- огнестойкую одежду и обувь.

Защитные средства.
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.

Зачистка металла перед сваркой.
Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.
Рекомендуем к прочтению Как варить давлением

Правильно выбирайте присадочную проволоку для ацетиленовой сварки.
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.





Подготовка изделий включает следующие этапы:
- Правку – исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.
Сварка чугуна
Материал для соединения деталей из железного сплава низкой плавки так же характеризуется своим номером ГОСТа — 30430-96.
Согласно последнему, сварочный материал для чугуна выпускается двух видов — А, Б.
Первым пользуются при соединении конструкционных элементов с подогревом всей части, марка Б подходит для горячей сварки с использованием местного подогрева.
Прутки по железному сплаву низкой плавки имеют свои марки — НЧ1, НЧ2. Используются в процессе низкотемпературной сварки литых чугунных деталей.
Для предотвращения износа применяются марки электродов ХЧ либо БЧ. Покрытие из сварочных прутков увеличивает ресурс конструкционных элементов.
Преимущества
Кислородно-ацетиленовая сварка считается востребованной технологией, при помощи которой можно производить сваривание и резку металлов. Но все же стоит разобраться, почему ацетилен – основной газ при проведении сваривания? Температурные показатели его горения превышают градус плавления стали и других материалов.

Но все же ее могут проводить сварщики с высокой квалификацией, потому что процесс имеет некоторые сложности. Но если выполнять все правильно, то можно будет быстро добиться высокой производительности при небольших затратах на материалы и газ.
Но газовая сварка ацетиленом имеет и другие не менее важные достоинства:
- при проведении данной технологии используемые баллоны с газом можно с легкостью транспортировать на тележке;
- этот способ может производить неповоротное соединение, особенно на маленьком расстоянии от стены. В данных ситуациях не выполняются операционные стыки;
- газовой горелкой не делаются неразъемные соединения металлов с разными температурами расплава;
- при проведении регулирования силы и вида пламени, можно добиться подходящих условий для ацетиленового сваривания;
- ацетилено-кислородная сварка отлично подходит для сваривания тонких стальных, медных, чугунных, латунных листов;
- после сваривания получается прочный и ровный шов. Но его прочностные характеристики можно увеличить при помощи применения проволок с легирующей сталью и другими добавками.
Важно! Если во время проведения ацетиленового сваривания производить регулирование температурных показателей нагрева, то это сможет защитить от деформирования конструкций и стыков. И одновременно с этим будет достигнута подходящие скоростные показатели сваривания
Техника безопасности при проведении сварочных работ
Каждому начинающему сварщику хочется напомнить о правилах техники безопасности. Помните, что сварка является одной из самых опасных способов монтажа металлических конструкций, поэтому не стоит пренебрегать следующими правилами:

- Запрещается проведение сварочных работ при высокой влажности, а также на морозе.
- Обязательно использование маски сварщика и защитного щитка. Это позволит избежать ожога роговицы глаз.
- Одежда должна исключить попадание брызг металла на открытые участки кожи. На руки лучше надеть замшевые перчатки, а лучшим материалом для костюма сварщика является плотный брезент.
- Сварочные работы связаны с высокой температурой и риском возгорания, поэтому на рабочем месте сварщика должна обязательно присутствовать емкость с водой и огнетушитель.
Кроме того, помните о риске поражения электрическим током, поэтому исключите возможность попадания влаги на сварочный аппарат, следите, чтобы кабели не прикасались к горячим поверхностям.
Способы сварки
Когда речь идет об ацетиленовой варке, то говорят о двух ее основных видах, имеющих условные названия «на себя» и «от себя».
Метод «на себя» предполагает, что горелка перемещается сварщиком первее присадочной проволоки, разогревая тем самым сварочную ванну до нужного температурного уровня. Пламя должно подаваться под углом 45°. Горелку нужно вращать кругами вдоль шва, а присадка тем временем должна следовать за пламенем и продолжать движение в зоне сваривания.
Когда процесс идет «от себя», проволока размещается перед пламенем. Здесь металл плавится одновременно с присадочным стержнем, поэтому материалы целиком заполняют собой сварную ванну
Здесь важно добиться, чтобы металлы смешивались равномерно, так как если их взаимопроникновение будет слабым, то шов получится низкого качества. Чаще всего этот метод применяется, когда нужно соединить детали из толстого металла
Способы сварки
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Газовая сварка алюминия
При этом кислородный сварочный агрегат необходимо полностью заменить газовым (понадобится баллон с газом метаном, пропаном и т.д.).
Для начала необходимо тщательно зачистить сварочные поверхности, потом нанести по обе стороны зачищенных участков специальный для алюминия сварочный флюс и дать ему время подсохнуть. Пока он подсыхает необходимо вырезать шириной в 5-6 миллиметров и длиной в 25-30 сантиметров алюминиевую полоску, которая будет служить нам электродом (припоем)
Здесь очень важно, чтобы температура плавления основного металла и припоя были идентичны. Теперь необходимо настроить кислородный агрегат (баллон) и отрегулировать горелку
Использовать надо нейтральное пламя, поскольку алюминий легко поддается окислению. Линейное давление нужно отрегулировать в пределах от 0,15 до 0,3 кгс/см 2 , при этом, чем меньше толщина спаиваемого материала, тем ниже должно быть давление для предотвращения прожигания поверхностей.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени
Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм
Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
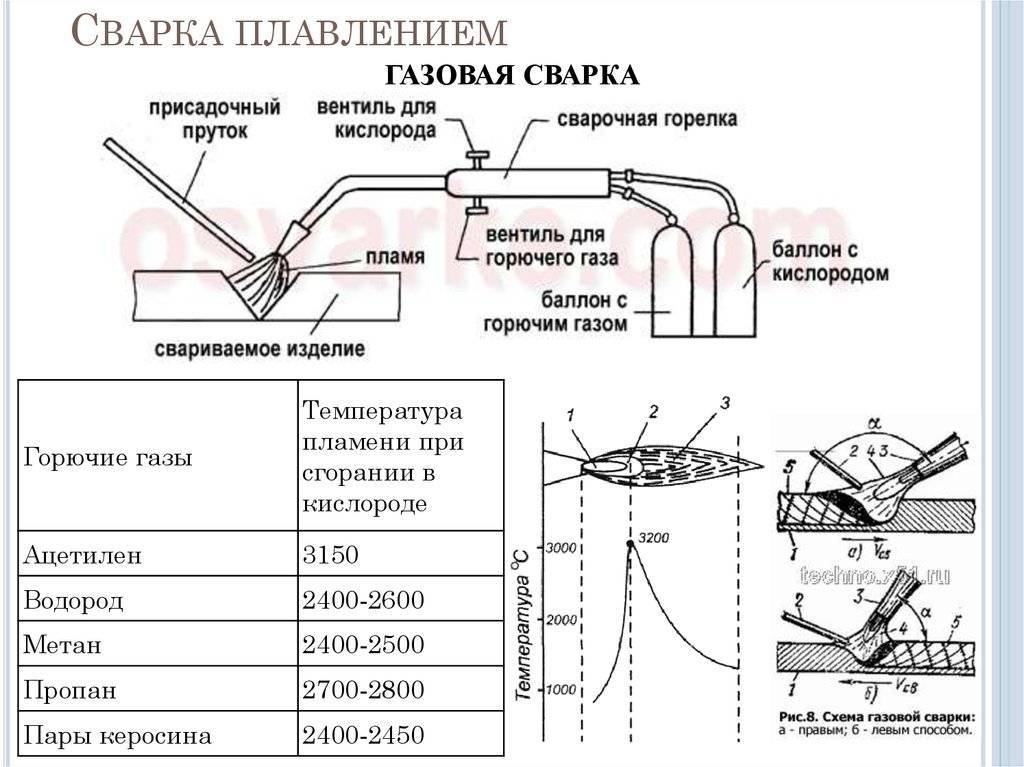
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его
Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке
А этот химический элемент для сварочного процесса – не самый лучший показатель.
Как варить ацетиленом
Для получения качественных швов и надёжности полученного соединения необходимо соблюдать особенности технологии ацетиленовой сварки. Необходимо следить за основными параметрами сварочного процесса. К этим параметрам относятся:
- интенсивность горения газовой смеси (мощность пламени);
- угол наклона газовой горелки к поверхности скрепляемых деталей;
- диаметр сопла;
- диаметр присадочного прутка.
https://youtube.com/watch?v=Rz1zG_fjkAU
Первый параметр выбирается на основании данных о физических и механических свойствах свариваемых металлов. Угол наклона задаётся на основании толщины свариваемых элементов. Все остальные параметры выбираются на основании внутренних параметров свариваемых конструкций и внешних условий сварки.
Перед проведением работ необходимо выбрать способ сварки. Этот выбор зависит от условий проведения сварочных работ. Наиболее распространёнными и технологически отработанными считаются следующие способы:
- на себя;
- от себя;
- с применением флюса.
Применение второго способа наиболее рационально при автогенной сварке деталей из толстой стали. В этом случае необходимо поддерживать постоянную температуру в точке образования шва.
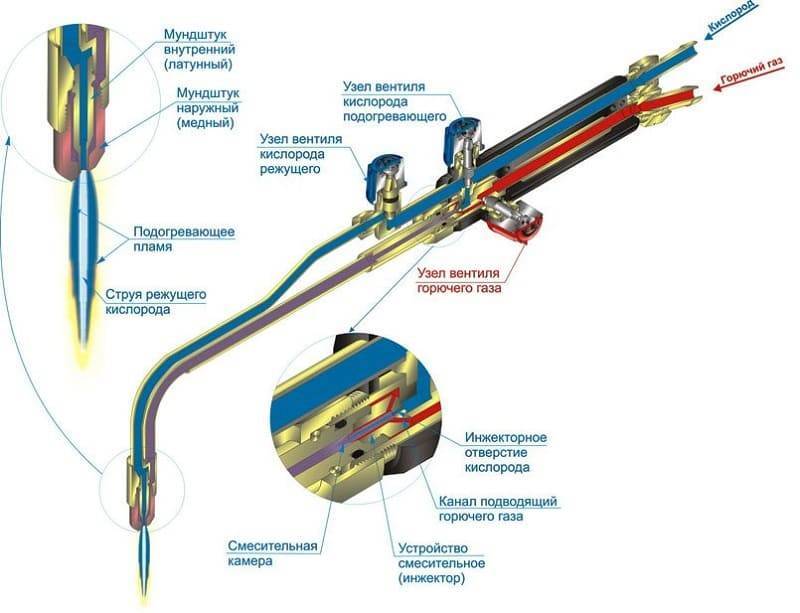
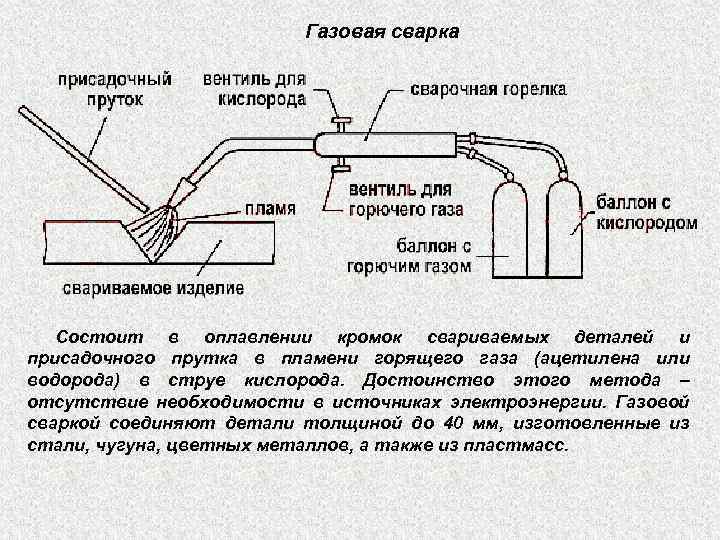
Схема процесса ацетиленовой сварки
Технология с применением флюса является довольно универсальным способом. В этом случае используют электроды, которые имеют более низкую температуру плавления, чем температура плавления самих металлов. Особое распространение получили стержни, выполненные из цветных металлов: латуни или бронзы. Применение соответствующего флюса позволяет провести обезжиривание поверхности образования шва. Это позволяет значительно улучшить эффект диффузии при нагреве и повысить так называемый папиллярный эффект. Карбидная сварка с флюсом значительно повышает качество получаемого соединения.










Способы сваривания
Существует два метода выполнения работ:
- На себя. В этом случае ведущую роль играет сварочная горелка – она движется впереди, разогревая область соединения до рабочей температуры. Следом подают присадочным материал, направляя его внутрь зоны расплава. Следите за стабильностью движения электрода – от этого зависит качество работ. Горелку необходимо перемещать круговыми движениями, плавно следуя вдоль шва.
- От себя. Данный способ применяют при работе с толстостенными материалами. В этом случае пруток движется перед горелкой. Плавление базовой поверхности и электрода происходит одновременно. Они смешиваются в зоне расплава, взаимно проникая друг в друга. От интенсивности этого процесса зависит прочность шва.
Процесс взаимного проникновения металлов выглядит не очень зрелищно, однако при соблюдении всех технологических требований, параметры прочности шва будут превышать аналогичные способы соединения.
Заключение
Ацетилен кислородная сварка не зря так часто применяется для соединения и разъединения металлических деталей. Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Эта технология – газовая сварка, доступная и несложная в выполнении. Покупка баллонов с ацетиленом проста: найти их можно в любом строительном магазине или магазине оборудования для сварки.
Смешивание карбида кальция с водой осталось в прошлом, и эта мучительная работа больше не побеспокоит сварщиков.
Нужно просто прокрутить вентиль, но, конечно, предварительно настроив давление
Также важно соблюдать технику безопасности, надевать специальную форму и аккуратно обращаться с горелкой. Желаем удачи!
Заключение
Ацетилен кислородная сварка не зря так часто применяется для соединения и разъединения металлических деталей. Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Эта технология — газовая сварка, доступная и несложная в выполнении. Покупка баллонов с ацетиленом проста: найти их можно в любом строительном магазине или магазине оборудования для сварки.
Смешивание карбида кальция с водой осталось в прошлом, и эта мучительная работа больше не побеспокоит сварщиков.
Нужно просто прокрутить вентиль, но, конечно, предварительно настроив давление
Также важно соблюдать технику безопасности, надевать специальную форму и аккуратно обращаться с горелкой. Желаем удачи!





