

Выполнение замков
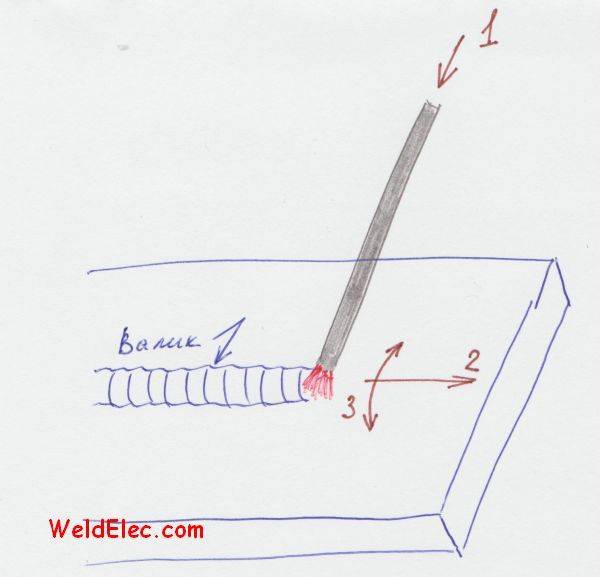
Этап выполнения замков предполагает окончательные работы по формированию валиков. При этом сварка каждого валика сопровождается заступом на основной шов величиной 2 мм. Готовый замок представляет исходную точку валика, со смещением по отношению к предыдущему слою на 5 мм.
Декоративный шов завершает сварку труб в неповоротном положении. Выполняя наплавку в горизонтальном положении, формируют узкие валики. Последний из них должен быть абсолютно плоским. Сваривание выполняется в высокоскоростном режиме.
При полном сваривании стыка должен учитываться весь периметр без обрыва. Допускается смещение замков относительно друг друга не больше, чем на 50 мм.
Многопроходной вид сварки поворотных и неповоротных труб, имеющих толстые стенки, предполагает спиралевидное ведение. В этом случае сокращается количество замков и, как следствие, уменьшается число дефектов. Сварку следует прекращать на расстоянии около 20 мм от начала валика, чтобы выровнять сварные швы по высоте. Больший валик можно подрубить, а также сточить.
Подрубить валик можно практическим способом, позволяющим снизить количество замков и выполнить более качественное соединение. Такой способ берет начало от кромки валика, которая подплавляется задержкой дуги. Затем делают заход на валик с действующей электродугой и переходят на следующий слой, учитывая предыдущий. В результате окончание одного слоя становится продолжение другого валика.
Как происходит процесс сварки
Сварку проводят на конструкциях, закрепленных в фиксирующих устройствах или соединенных друг с другом точечно. Работы следует выполнять быстро, не допуская кристаллизации сварочной ванны в зонах, соседствующих с рабочей. Между проходами необходимо выждать 3-5 минут.
При первичном проходе стыка прорабатывается корневая часть шва. Малые толщины электродов и относительно слабые сварочные токи на этом этапе предотвращают прожоги фаски и появление толстого грата с внутренней стороны трубы, делают шов достаточно равномерным и аккуратным, кроме того, фактически формируют дно сварочной ванны для будущих проходов.
Второй и третий проходы, которые выполняются толстыми электродами с большей силой тока, формируют верхние и нижние одно- или разнонаправленные части шва, необходимые для полной герметизации стыка и приданию конструкции нужной механической прочности. Допустимо создание наплыва в последнем проходе, что полезно при сваривании труб относительно малого диаметра.
Технология работы с неповоротными стыками
Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
Вертикальное расположение трубы
Технологический процесс:
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.
Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).
Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.
Таблица соотношения сварочных токов в зависимости от различных показателей
Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2. Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.
Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».
Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.








Перед началом сварки третьего валика определяют уровень его полноты
При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки
Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык
При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой
Подготовительные работы
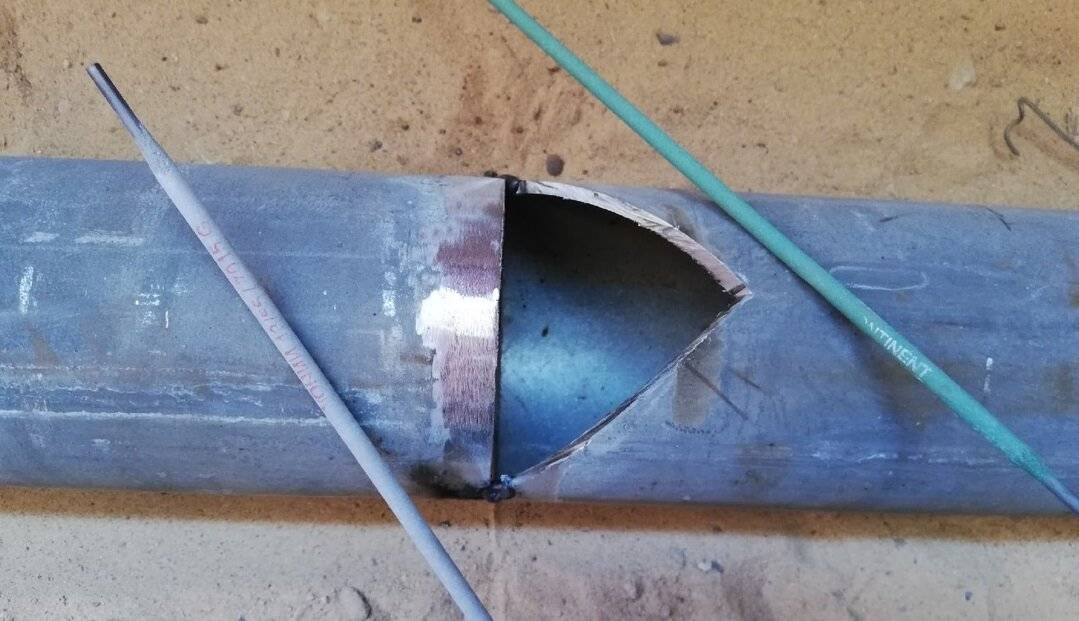
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Подготовка к сварке
Соединяемые детали необходимо очистить от грязи, ржавчины, остатков краски и шпака. Это нетрудно сделать с помощью обработки механическим способом.
Затем производится разметка. С чертежа на металл переносят размеры конструкции, используя для этого рулетку и угольник. При разметке необходимо следить, чтобы полученный после отрезки торец был перпендикулярен оси трубы. Поскольку при сварке длина заготовок уменьшится, то оставляется припуск.
При поперечном стыке он равняется одному миллиметру, а на каждый миллиметр продольного стыка — 0,1-0,2 миллиметра. В зависимости от того, какой диаметр имеют соединяемые трубы резку заготовок можно проводить термическим способом или электроинструментом, например, болгаркой. При совмещении заготовок необходим контроль их соосности и тщательная фиксация.
Для сборки конструкции из неповоротных труб удобно применять прихватки — короткие швы, выполняемые поперек основного шва. Их размер зависит от диаметра труб и толщины их стенок, и находится в диапазоне 20-120 миллиметров. Прихватки предотвратят свариваемые детали от сдвига.

Также для фиксации может использоваться механическое оборудование.
Подготовка к проведению работ
Технология подготовки к началу работ по свариванию включает в себя следующие этапы: изначально необходимо подготовить металл, то есть провести на нем разметку, сборку и резку труб. Для этого необходимо установить части труб в изначальном положении и очистить каждое место стыка от ржавчины, шпака, грязи, слоя краски и иных наслоений. Затем нужно провести разметку с использованием угольника, рулетки и чертилки перенести размеры конструкции на металл с чертежа. Для этой цели можно применять использовать шаблон из металла. Стоит помнить, что части труб во время сваривания немного укорачиваются, поэтому при работах нужно оставлять припуск, исходя из погрешности 1 миллиметр на поперечный стык, а 0,1-0,2 на 1 миллиметр продольного шва.
В связи с тем, что большинство труб обладают сечением круглой формы, при заготовках частей труб чаще всего применяют термическую резку.
Примерно 30 % от общей количество времени процесса занимает сборка деталей под сварку. Во время сборки необходимо учитывать изготовителя изделий, диаметр труб, серию продукции и другие факторы. Для сборки применяют сварочные прихватки. Они представляют собой легкие швы с поперечным сечением до 1/3 полноценного шва. Размер прихватки зависит от диаметра трубы и толщины стенок и составляет от 20 до 120 миллиметров. Сварочные прихватки применяют для снижения вероятности смещения участков конструкции, что может вызвать трещины при охлаждении. При сварке электричеством или газом трубы с большим диметром и толщиной или сварке в неудобном расположении во время сборки используют механическое оборудование.

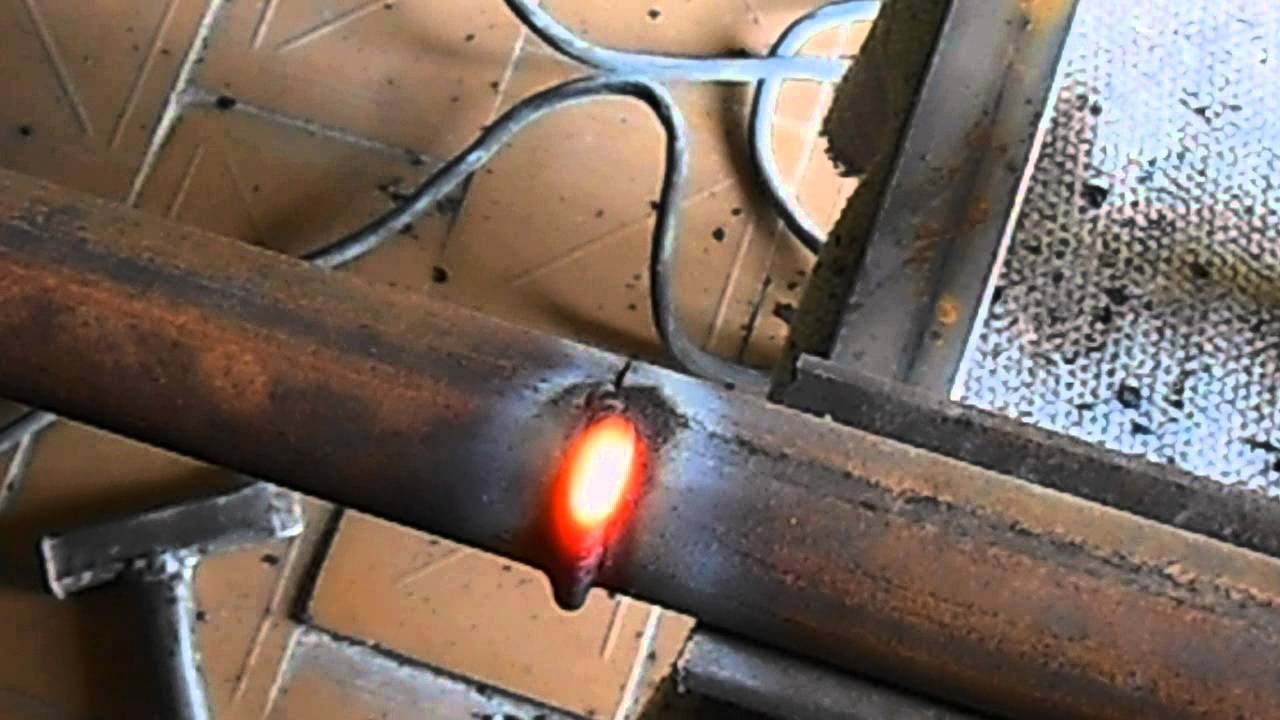
Если вам необходимо произвести зажигание дуги, то нужно произвести короткое замыкание трубы с концом электрода и оторвать электрод от поверхности конструкции. Расстояние примерно равняется величине диаметра покрытого электрода. Это необходимо для нагревания металла до определенной температуры в катодном пятне. При нагревании происходит выброс первичных электронов.
Для зажигания дуги используют технологию скольжения или впритык.
Во время зажигания впритык металл нагревается в месте короткого замыкания. При зажигании дуги по технологии скольжения металл прогревается сразу в нескольких местах на поверхности сварки изделия. Чаще применяется первый способ, второй, как правило, используется при сварке небольших труб с трудным расположением.
Подготовка труб и общие сведения о сварке
Подготовка стыков труб для сварки сводится к проверке величины притупления, угла раскрытия шва и перпендикулярности относительно оси трубы плоскости реза. Значение угла раскрытия должно колебаться в пределах 60-70 градусов, величина притупления – 2-2,5 мм.
С торцов труб снимают фаски механическим, методом газовой резки или иными способами, способными обеспечить необходимую форму, качество и размеры обрабатываемых кромок.
Разность стенок свариваемых труб по толщине и смещение кромок не должны быть выше 10% и более 3 мм. При стыковке труб необходимо обеспечить одинаковый зазор между кромками стыкуемых труб, равный 2-м или 3-м мм.
Перед сборкой, торцы соединяемых труб, наружные и внутренние поверхности, прилегающие к ним, на длину в 15-20мм необходимо очистить от масла, ржавчины, окалины и грязи.
Сварка стальных труб начинается с выполнения прихваток – составной части сварного шва, выполняемой тем же сварщиком, который будет сваривать стык, и использованием тех же электродов.
Сварка труб до 300 мм в диаметре предполагает равномерное выполнение прихваток швом 3-4 мм в высоту и 50 мм в длину в 4 местах по окружности. При выполнении сварки труб более 300 мм в диаметре, прихватки следует располагать по всей окружности стыка равномерно с шагом в 250-300 мм.








Правила осуществления сварки труб:
- При устройстве трубопровода нужно стремиться к сварке большего количества стыков в поворотном положении.
- Трубы с толщиной стенки в 12 мм свариваются в три слоя. Первым слоем создают местную проварку корня шва и надежно сплавляют кромки. Для этого наплавленный металл должен образовать узкий ниточный вал внутри трубы 1-1,5 мм в высоту.
- Для достижения проварки без грата и сосулек электрод следует перемещать возвратно поступательными движениями с непродолжительным удерживанием электрода в сварочной ванне, а также с небольшими поперечными колебаниями между кромками с образованием в вершине угла скоса небольшого отверстия. Отверстие получают в результате проплавления дугой основного металла. Его размер не должен быть больше на 2 мм, чем зазор, установленный между трубами.
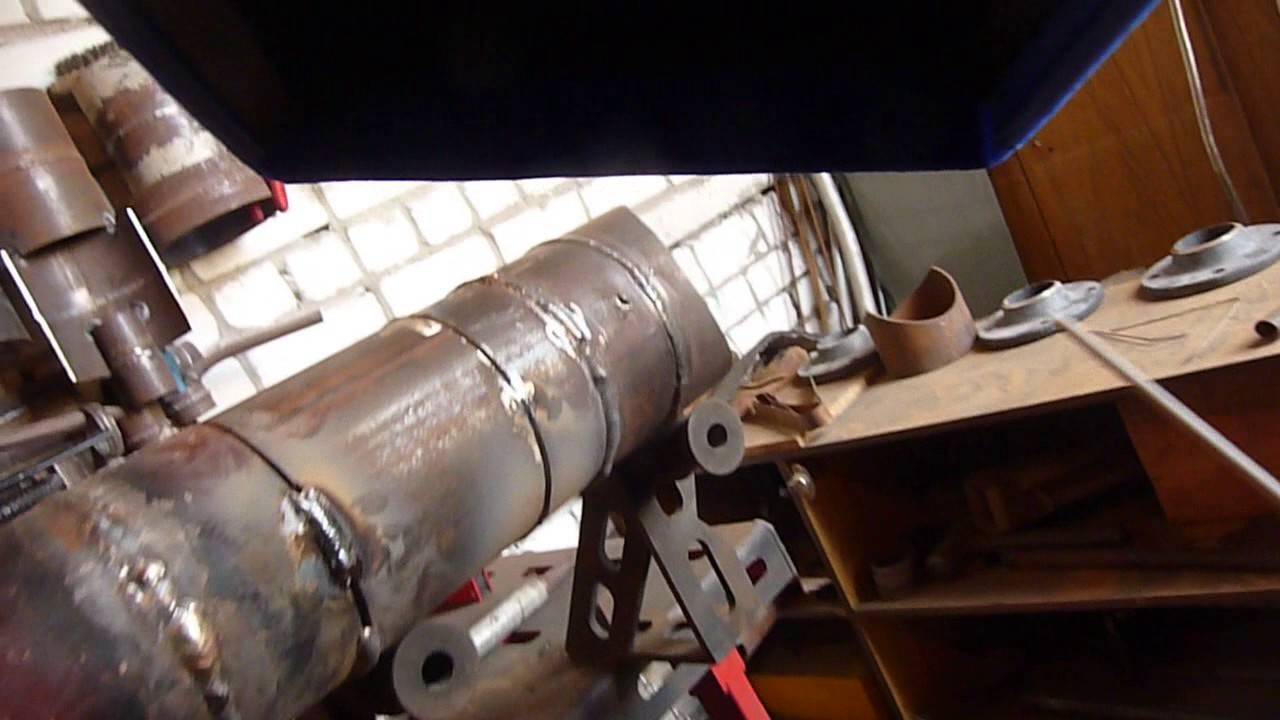
О том, как осуществляется сварка стальных труб – видео, расположенное ниже, даст наглядное представление.
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, ударом или “чиркнув” как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).

с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
https://www.youtube.com/watch?v=t87r-9QEz7g
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
Сварка вертикальных стыков
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1-3 мм на внутренней поверхности шва. Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне.
При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5-6 см, и так каждый последующий слой относительно начальной точки сварки предыдущего.

Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхности шва от шлака.










Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок наложения вертикальных неповоротных стыков показан на рис. 3.
При сварке труб диаметром 600 мм и более после сварки корня шва рекомендуется выполнить подварку корневого слоя изнутри трубы. Подварочный шов не должен иметь мелкочешуйчатую поверхность, плавно сопрягающуюся с внутренней поверхностью трубы без подрезов и других дефектов. Усиление подварочного шва должно составлять не менее 1 и не более 3 мм. Подварку выполняют электродами основного типа диаметром 3-4 мм.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков. Если их двое, то сварка должна выполняться снизу от надира вверх по периметру в противоположные стороны. Если больше то каждый сварщик выполняет сварку на своём участке, которые расположены диаметрально противоположно.
Сварка лицевого слоя (рис. 71)
В зависимости от ширины разделки лицевой слой выполняется за один или несколько проходов. Техника сварки описана в начале раздела и в предыдущих разделах
Особое внимание обратить на поступательное движение электрода, задержку на кромках и шаг манипулирования
Сварка труб диаметром менее 150 мм и толщиной стенок менее 6 мм, а также в сложных монтажных условиях при отдаленности источника питания от места сварки, в основном, выполняется при одной величине сварочного тока. Рекомендуется сварочный ток подбирать по потолочному положению, величина которого достаточна и для нижнего положения. Во избежание чрезмерного проплавления на подъеме с потолочного положения и в вертикальном положении сварку необходимо вести прерывистым способом. Дугу прерывать на одной из кромок. В зависимости от толщины стенки, зазора и притупления кромок, рекомендуется выполнять прерывистую сварку «мазками» следующим способом:
Рис. 72а — перегрев кромок не допускает длительной задержки электрода. Зажигание рекомендуется производить постоянно на одной из кромок, обрыв дуги (после соединения кромок металлом шва) на другой кромке. Время между обрывом и новым зажиганием дуги должно быть таким, чтобы в месте начала зажигания дуги металл шва не успел полностью закристаллизоваться, а шлак — остыть. После обрыва дуги, описав как бы полукруг в обратном направлении, снова произвести зажигание чуть выше места предыдущего зажигания. Если проследить за торцом электрода, то получается манипулирование по спирали. Слева направо дуга горит, обрыв вправо и на себя, переход справа налево, дуга не горит, затем слева направо, одновременно приближая электрод к месту зажигания, и, пока шлак еще красный, происходит легкое возбуждение дуги и т.д;
Рис. 72б — когда толщина металла позволяет сделать два и более колебательных движений, затем прервать дугу и возобновить снова.
1) зажигание производить на месте, где только что был обрыв дуги;
2) не обрывая до конца дугу, уходить электродом вперед по разделке и затем возвращаться на валик.
Такие методы приводят к большому перегреву и прожогу, к неровности валика по бокам, частому залипанию электрода во время нового зажигания.





