

Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
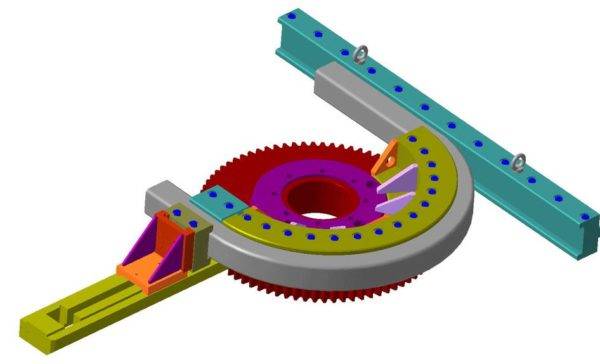
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.. Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см
начало статьи)
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.





Трубогиб из автомобильных ступиц
Найти достаточное количество роликов разного диаметра или сделать их самостоятельно достаточно сложно. Поэтому мастера часто используют ступицы от автомобиля.





Недостаток заключается в массивности инструмента, но он получается более универсальным, надёжным и устойчивым. Может использоваться для гибки профиля с толстыми стенками.
Конструкция состоит из:
- 3 ступиц. 2 должны перемещаться, последняя фиксируется жёстко вдоль оси приспособления.
- 2 оси приваренные оси небольшой длины.
- Поворотный механизм для регулирования расстояния между ступицами.
- Направляющая по оси. Можно применить швеллер.
- Ограничительные элементы.
- Внутренний швеллер, использующийся как направляющий. Должен иметь ограничители.
- Поворотная рукоять.
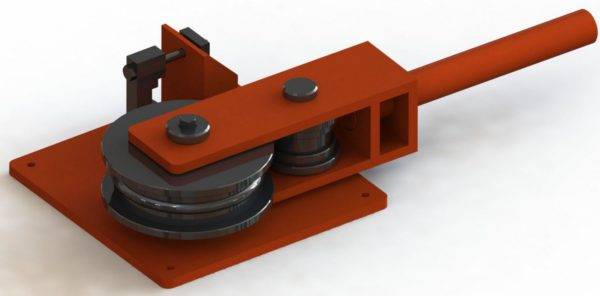
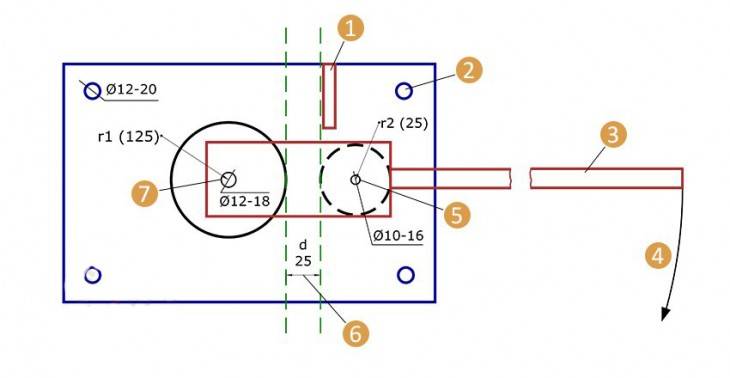
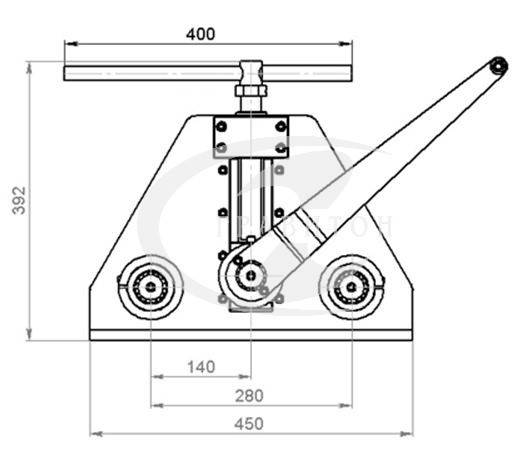
Станок для высокоточной гибки профиля
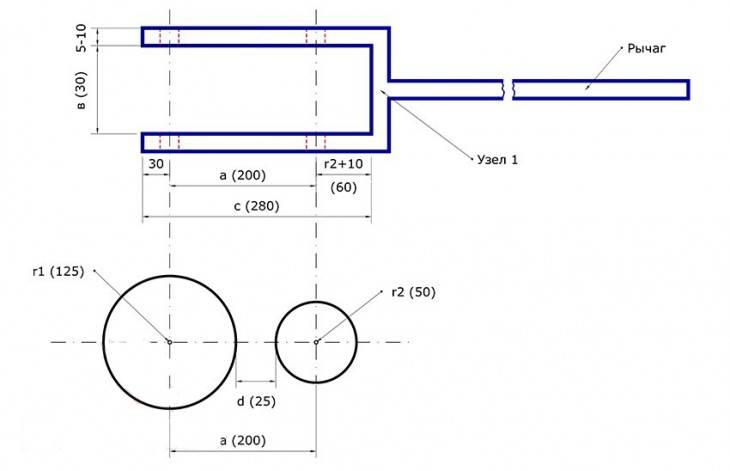
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
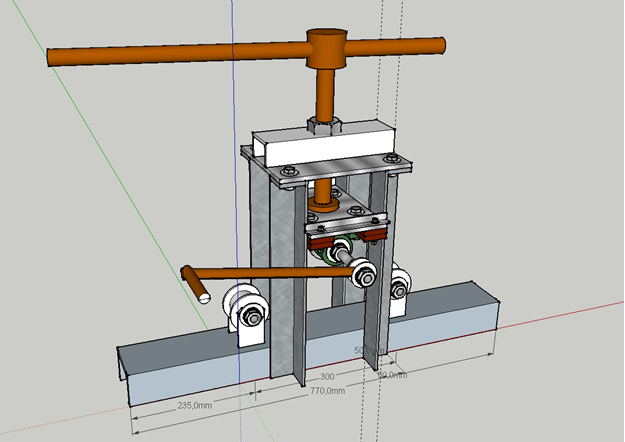
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
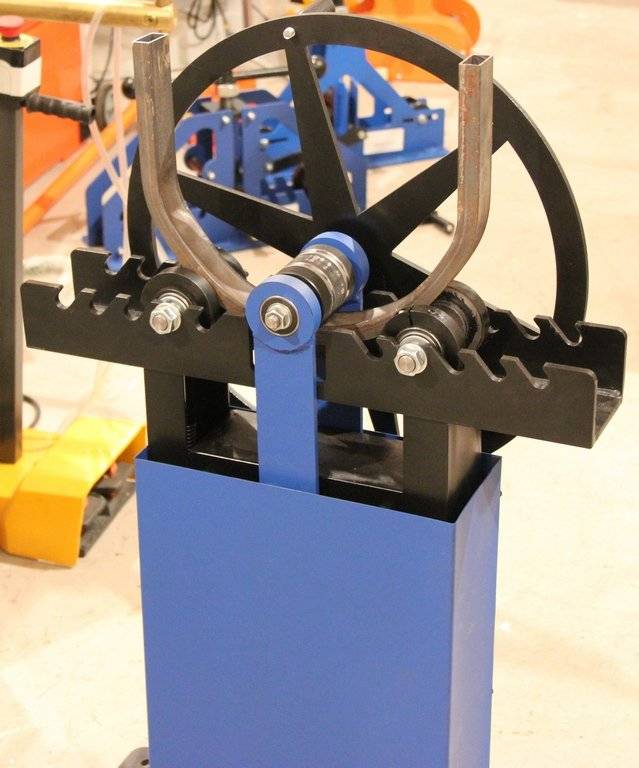
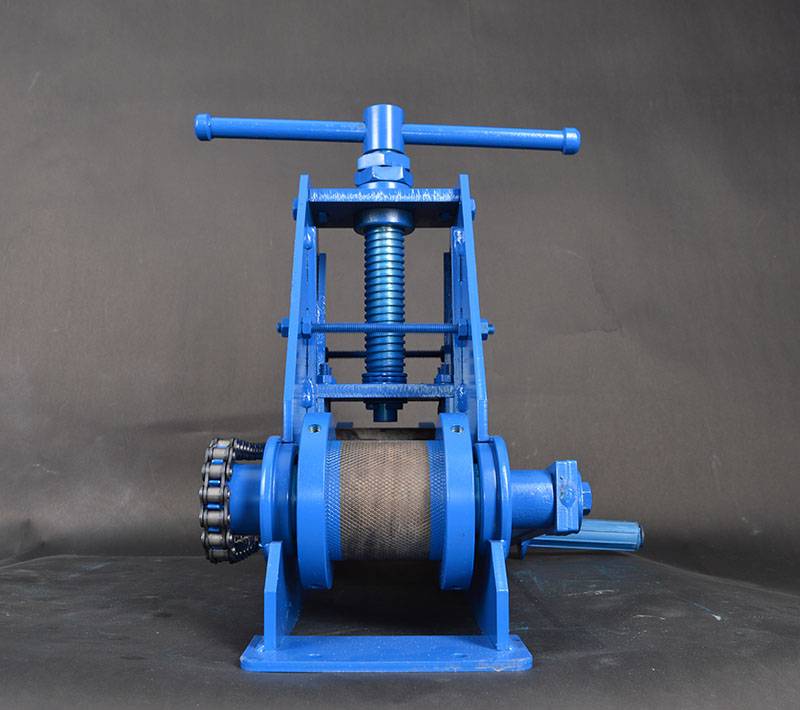
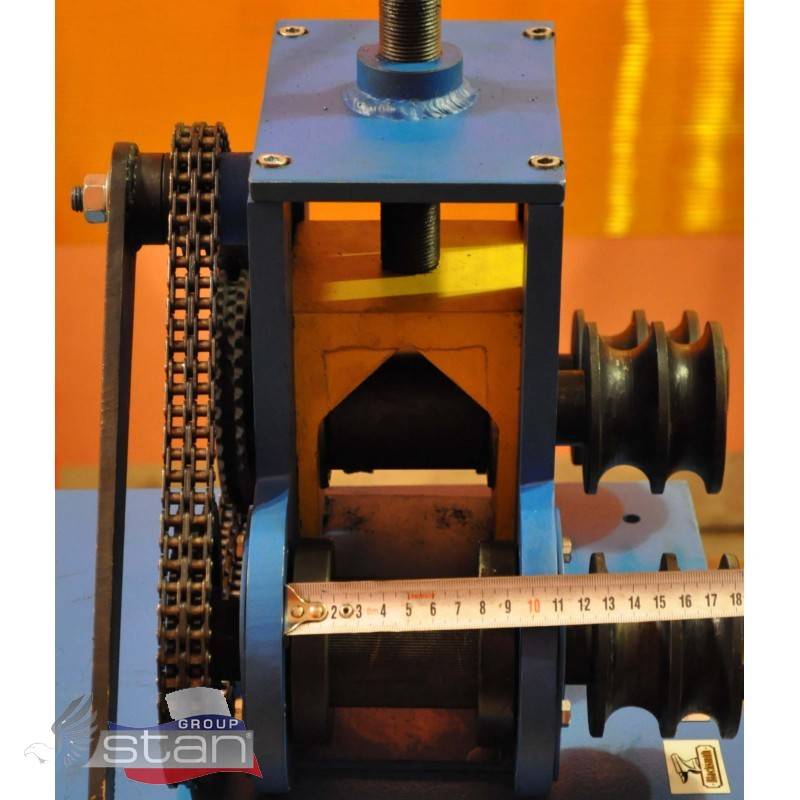
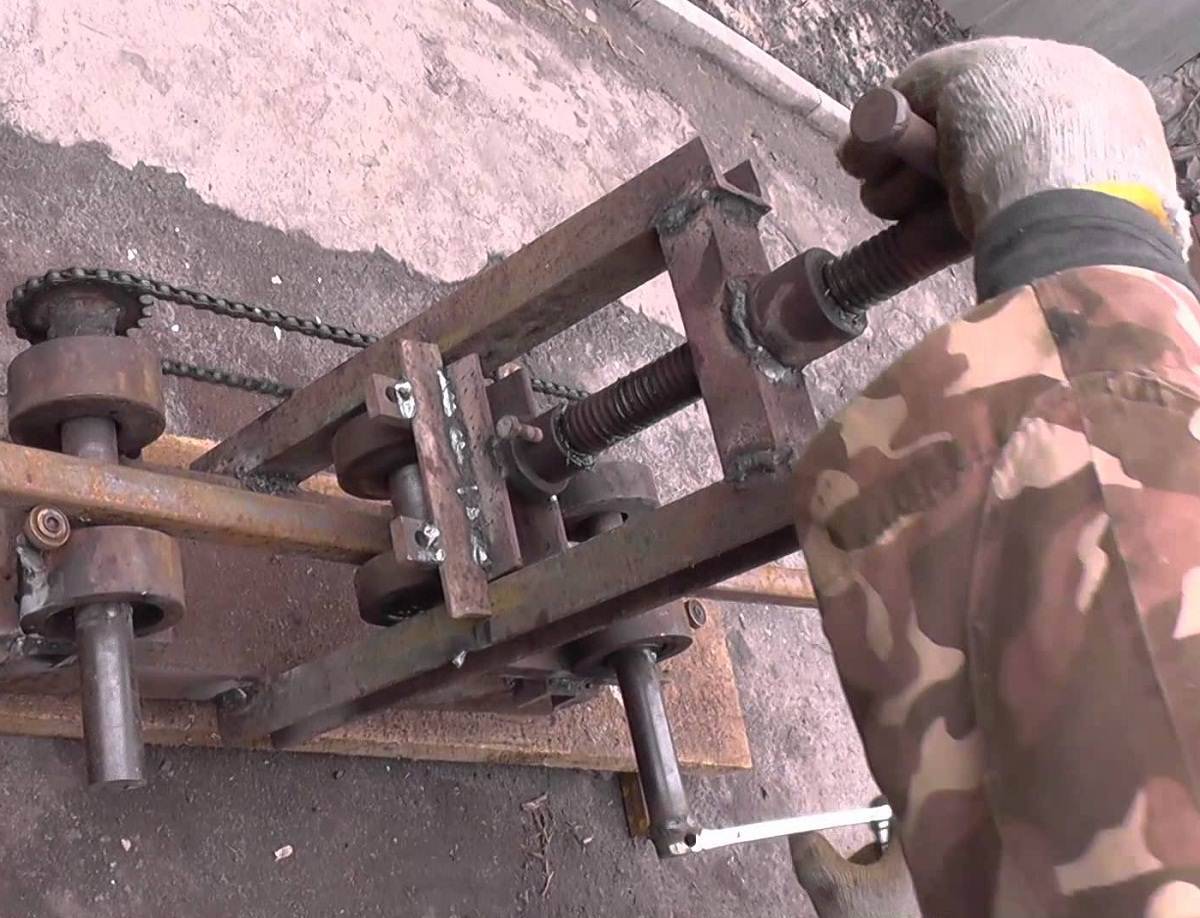
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.
Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
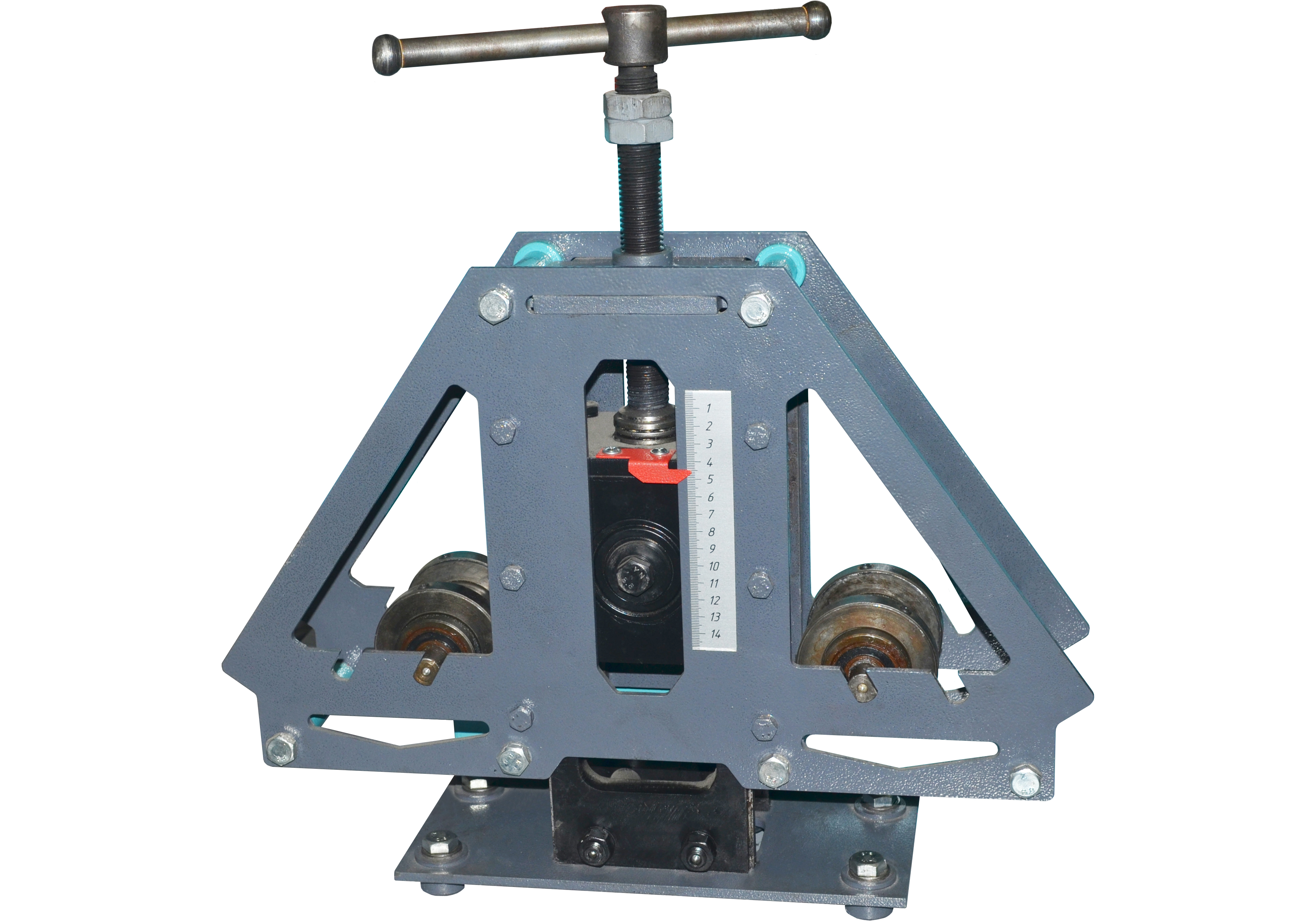
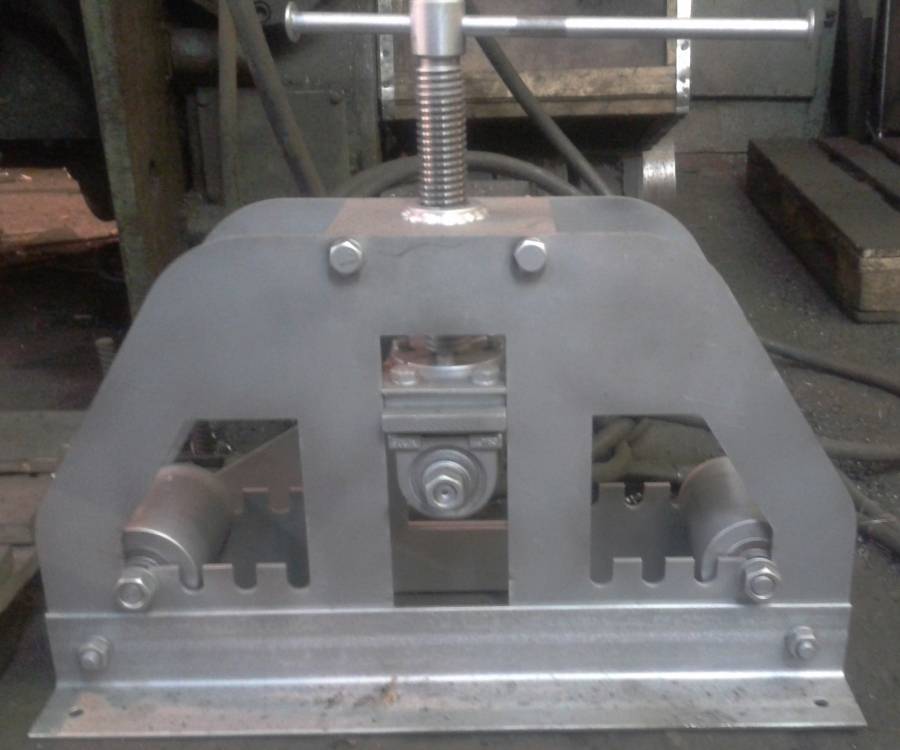
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
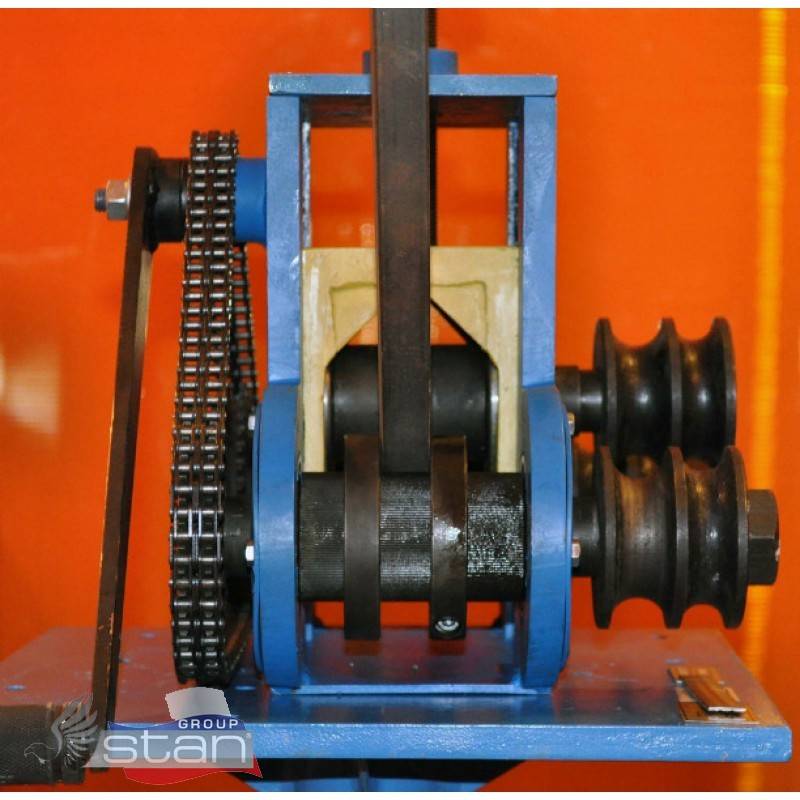
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.
Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Улитковый трубогиб
В конструкции присутствует вилка, передвигающаяся по направляющим. За счёт движения вилки меняется положение ролика и осуществляется гибка. Направляющие должны иметь ограничительные упоры.
Ролики монтируются в подходящие по размерам отверстия, которые нужно предварительно выполнить в вилке. Изгибание производит маленький ролик, а большой фиксирует заготовку. Для смещения вилки на её обратной стороне делается прочная рукоять.
Этапы сборки трубогиба:
- Изготовления вилки для прижима ролика.
- Изготовление или покупка роликов подходящих размеров.
- Установить ролики на вилку. Крепёж лучше сделать с помощью болтов. Конструкция должна быть съёмной, чтобы можно было регулировать радиус.
- Изготовить станину из листа стали толщиной от 8 мм.
- Установить ограничители движения вилки на направляющие.
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).









Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.
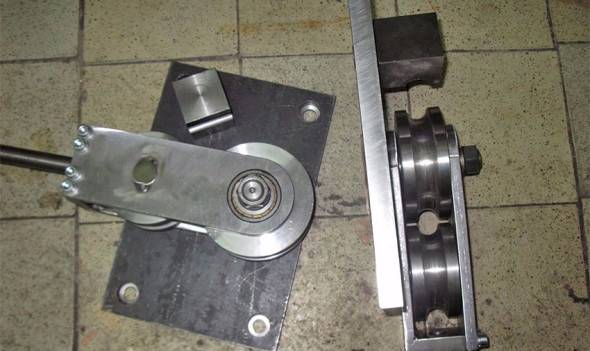
Арбалетный трубогиб
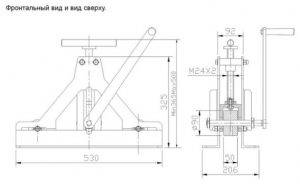
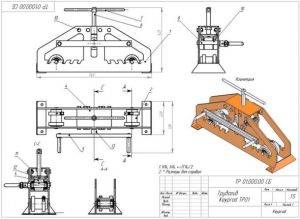
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
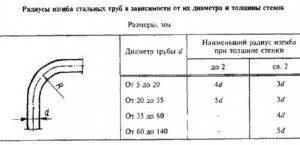
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
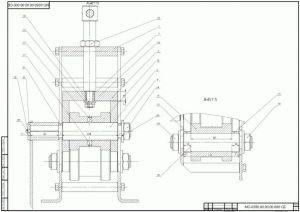
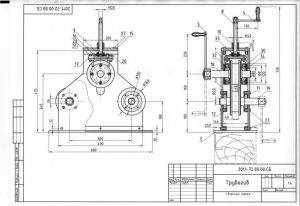
Еще одна конструкция гибочного станка
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек
Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.








Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.
Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.
Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.
Шаг шестой. На нижней раме зафиксируйте приводные валы.
Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.
Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.
Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.
В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!





