Срок службы
В зависимости от условий эксплуатации, материалов, из которых выполнена емкость, срок службы ванн может отличаться. В среднем продолжительность использования резервуаров составляет 25 лет. Если не соблюдать требования технологических процессов, периодически вытаскивать цинк из ванны, застывший на дне, емкость может прийти в аварийное состояние ранее определенного производителем срока.
Технологический процесс горячего цинкования является сложным и ответственным, требует поэтапной обработки изделий, применения герметичных емкостей и специальных химических составов. К ваннам, установленным на производственных участках, предъявляются высокие требования. Использование емкостей высокого качества – обязательное условие проведения цинкования металла в соответствии с требованиями действующих стандартов.
Материал корпуса и размеры
Габариты емкостей для горячего цинкования могут быть различными. При выборе продукции учитываются параметры деталей, подлежащих обработке. Наиболее востребованными являются резервуары среднего размера, которые можно встретить на большинстве предприятий, занимающихся горячим цинкованием металлоконструкций. Например, на предприятии АО “Умекон” используются ванны фирмы «Pilling» с размером 13,5х2,2х3,5 м.
Для работы с крупными деталями и изделиями применяются крупногабаритные ванны, в которые продукция помещается полностью. Малогабаритные емкости имеют объем менее 30 кубических метров и также активно используются на производстве. Размер ванны горячего цинкования является одним из основных параметров при выборе.
Еще одной важной характеристикой емкостей для обработки металла является материал, из которого изготовлен резервуар. Пользуются спросом ванны, выполненные из полимеров:
- изделия из полиэтилена с маркировкой РЕ выдерживают температуры от -20 до +80 градусов. К достоинствам таких ванн относится устойчивость к ударам и механическим нагрузкам, воздействию химически активных составов, эластичность;
- одними из лучших по характеристикам являются ванны из полипропилена РР, работающие в температурном диапазоне до 100 градусов. Такие емкости устойчивы к воздействиям кислот и щелочей, обладают хорошими диэлектрическими показателями, прочные и износостойкие;
- изделия из поливинилхлорида стоят дороже полипропиленовых аналогов, используются в производстве резервуаров большого объема. Такие емкости хорошо переносят ударные нагрузки, отличаются температурной и химической стойкостью;
- самыми дорогими являются ванны из половинилиденфторида PVDF. Такие конструкции выдерживают нагрев до 140 градусов, устойчивы к воздействию кислот, щелочей, других химически активных соединений;
- на производстве активно используются ванны из нержавеющей стали, в состав которой входят добавки для улучшения химической стойкости. Такие емкости применяются при промывке, сушке, фосфатировании изделий;
- в цехах горячей оцинковки можно встретить дорогие в производстве ванны из титана. Такие емкости в несколько раз дороже стальных и полимерных аналогов. Изделия не подвергаются коррозии, хорошо выдерживают воздействие химически активных веществ.
Все указанные типы ванн являются востребованными при горячем оцинковании. При выборе емкости учитывается ряд характеристик и условий использования резервуара. В отдельных случаях ванна может использоваться как резервная, заменять основную емкость на период ремонта или профилактики.









Ванны на участке химической подготовки металлоконструкций цеха горячего цинкования: виды
Предварительная подготовка металлических деталей для последующего цинкования является наиболее важным этапом. От качества его проведения зависит успешность нанесения защитного покрытия. В процессе подготовки изделия проходят несколько стадий, на каждой из которой используются емкости для химических растворов.
Стандартными ваннами участка химической подготовки являются:
- емкости для обезжиривания металла чаще всего производятся из полипропилена толщиной примерно 20 мм. Для очистки стали в таких ваннах используются кислотные и щелочные растворы, к воздействию которых материал устойчив;
- для промывки деталей также используются специальные ванны, в которые подается вода. Так как стенки емкости контактируют с остатками химических растворов, для производства ванн используются полимеры;
- специальная ванна для травления металла выполняется из материалов, устойчивых к воздействию соляной кислоты. Обязательно присутствует крышка для исключения испарений химических веществ;
- флюсование заготовок выполняется в специальных емкостях. Материалы, из которых выполнена ванна, способны работать при температуре порядка 60 градусов и должны быть устойчивы к воздействию хлоридов аммония и цинка.
Кроме резервуаров предварительной подготовке на участке химической обработки предусмотрены ванны охлаждения. Чаще всего такие емкости выполнены из стали или полимеров, находятся в постоянном контакте с водой.
Категории ванн
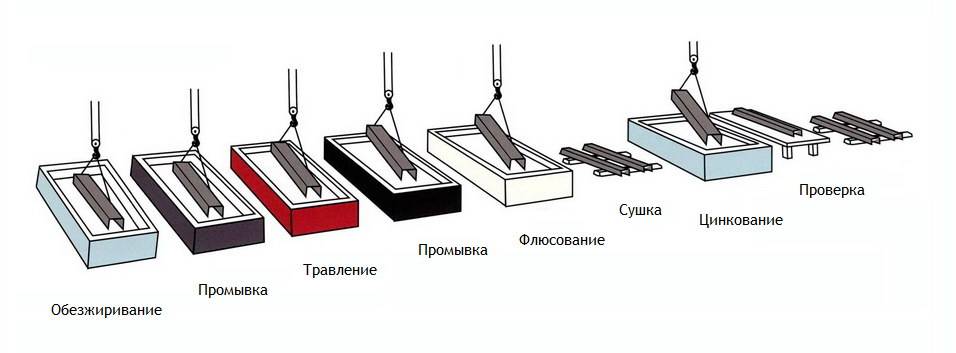
Горячее цинкование металлических заготовок и продукции осуществляется в специально оборудованном цехе. Ванны для предварительной обработки изделий расположены последовательно, в соответствии поэтапным порядком обработки деталей. Такая компоновка предполагает сокращение времени на нахождение металла в воздушной среде, соответственно качество защитного покрытия улучшается.
Для цинкования металла используются ванны двух категорий:
- резервуары для предварительной обработки – предназначены для очистки металла от различных загрязнений, нанесение тонкой пленки с целью улучшения адгезии. В стандартном цехе используются ванны обезжиривания, промывки, травления, флюсования и другие необходимые емкости;
- ванны для выполнения основных операций – используются для нанесения защитного покрытия. К таким емкостям предъявляются особые требования.
Стандартная ванна для цинка, предварительной и заключительной обработки должна соответствовать ряду общих требований. Материал, из которого изготовлена емкость, должен быть инертен по отношению к используемым химическим составам, способен выдерживать необходимый температурный режим. Также требуется обеспечить герметичность резервуара, возможность безопасной эксплуатации и обслуживания.