

Необходимость в проведении подготовительных работ
Перед тем, как приступить к любой сварке, нужно тщательно проверить все имеющееся в наличии оборудование. Ни в коем случае недопустима работа с неисправным оборудованием!
Минимальный набор сварщика состоит из непосредственно самого сварочного аппарата, набора электродов, а также молоточка для отбивания шлака и из щетки.
Также не стоит забывать и об индивидуальной защите. Как правило, для этого годится любая плотная одежда, но можно приобрести и спецодежду в магазине. Не забываем и про маску сварщика со светофильтром, а также про плотные перчатки. Профессионалы предпочитают перчатки, сшитые из замши. Если предполагается большое количество искр, то ноги от раскаленного металла также не будет лишним защитить специальной обувью.
Потребуется также специальный сварочный выпрямитель или инвертор – эти устройства предназначаются для преобразования переменного тока в постоянный. Ведь именно на постоянном токе и работает сварочный электродуговой аппарат.

Костюм сварщика — спецодежда, предназначенная для защиты работающих от искр, брызг расплавленного металла, окалины, излучений сварочной дуги.
Металлические или пластиковые трубы
На самом деле сейчас этот вопрос как никогда актуален. Еще лет 20 назад выбора то по сути и не было, ведь все отопительный системы, да и простой водопровод тоже, строились с использованием металлических труб. Да, размеры их отличались, да и сплавы моментами тоже, но суть это не меняло.

Вы можете посмотреть на фото сварки труб отопления такого типа хоть сейчас, ведь за эти 20-25 лет ничего толком не изменилось, хоть технологии и стали более совершенными.

С другой стороны, раз уж технологии не стоят на месте, то должно было появиться что-то более прогрессивное, чем трубы из стали.

На самом деле все произошло уже давно, еще в конце 90-х начале 2000-х, когда пластиковые трубы начали становиться массовыми.
Работать с металлическими материалами довольно непросто, особенно в домашних условиях – нужны знания, навыки, опыт, нужные инструменты, да и с металлом у вас намного меньше пространство для ошибок.
Даже простая сварка металлических труб, когда нашелся аналог, показалась слишком тяжелой и несовершенной.

Да, у металлических труб все еще есть неоспоримые преимущества, из-за которых их в некоторых местах все еще не перестают использовать.

Прежде всего – рабочие температуры. Как бы не были хороши трубы из пластика, но металл может выдержать более высокие температуры, не говоря уже о физическом воздействии.

Сейчас все центральные системы отопления построены с использованием металлических труб, что вполне нормально.

Стоит отметить, что часть этой ситуации еще связана с тем, что большая часть этих систем прокладывалась еще до популяризации труб из пластика и металлопластика.
Разновидности сварных швов и соединений
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
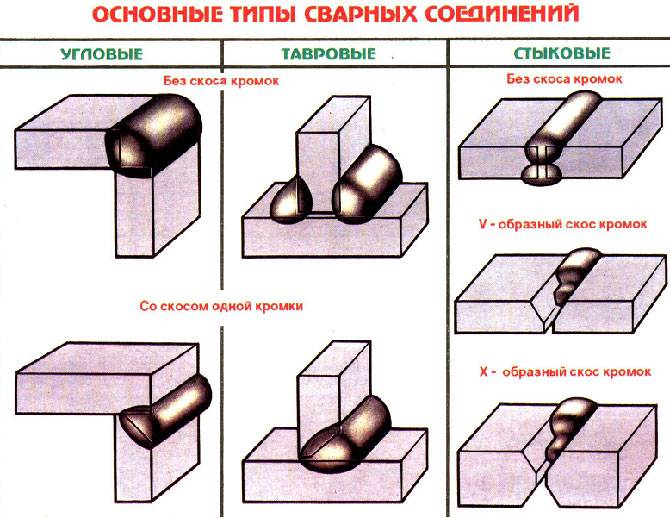
Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Базы процесса
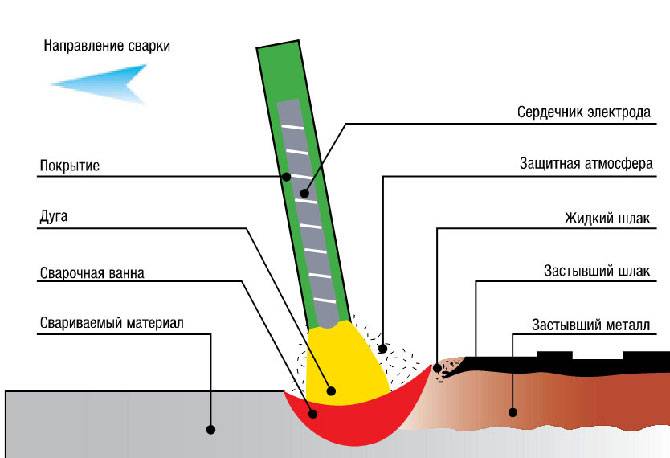
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки. Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию. На поверхности сварного соединения образуется шлак, который потом требуется удалить.










Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
https://youtube.com/watch?v=0-WoYkM3wRc
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Режимы
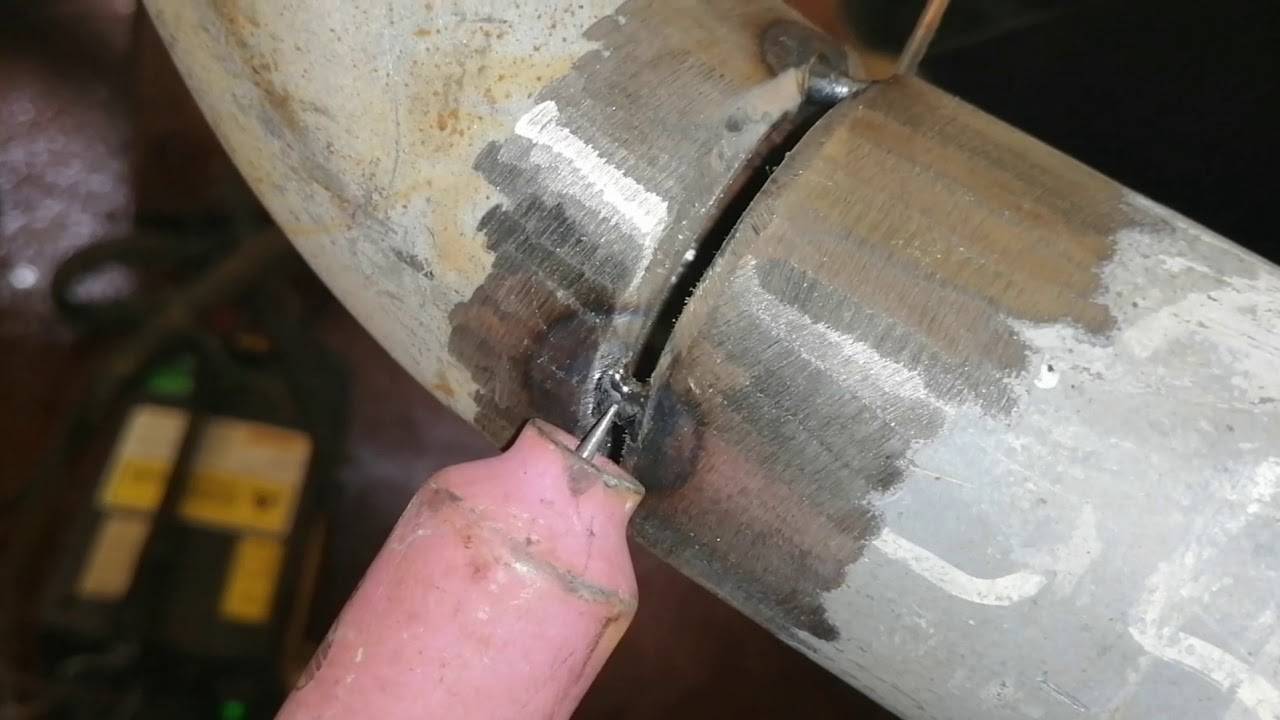
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу
Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55
Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Сварка, пошаговые действия
Термический процесс, происходящий при электросварке, соединяет детали прочным швом, который будет лучше по механическим свойствам в отличие от газосварки.
Итак, как научиться варить? Когда речь идет о трубе в доступном месте и с возможностью вращения, то два отрезка трубопровода встык соединяются одной или тремя точками электросварки. Затем:
- безотрывно (если можно вращать);
- с отрывом, начиная снизу, если неудобное положение трубы и ее невозможно вращать, делается шов.
Производится сварка за два прохода. Сначала заполняется «корень» – первый шов, который закрывает тот самый стык труб (2-3 мм), далее счищаются лишние наплывы и окалины, и делается второй шов, также потом зачищается.









Общая инструкция всего процесса выглядит так.
- Перед непосредственно началом работ занимается удобное устойчивое положение. Пространство должно иметь хорошее освещение.
- Чиркнуть, чтобы зажечь дугу, если не зажигается немного увеличить силу тока.
- Переместить электрод в начало шва и начинать сварочную «ванну», удерживая постоянно зазор дуги.
- При установке достаточно большого тока расправленный металл будет следовать за теплом.
Следить за качеством сварки необходимо прямо в процессе выполнения работ, обращая внимание на края «ванны», насколько равномерно идет заполнение
- Поставьте точку, оставив немного металла.
- Погасите дугу по шву.
Правильно и качественно делать швы можно научиться, было бы желание, но легче и быстрее можно освоить все этапы, если вы когда-нибудь наблюдали со стороны за процессом электросварки или были участником в качестве помощника.
Как делают врезку в газовую трубу не отключая газ!?
Газовые системы и трубопроводы подразделяются на несколько видов и выполняют две важные функции: хранение газа и его транспортировка. Газопроводы в зависимости от их функционального назначения могут иметь разное давление. В магистральных газопроводах давление может быть от 1.2 до 10 МПа(сопоставимо с давлением от 12 до 100 килограмм на 1 квадратный сантиметр) . Это очень большое давление и врезаться в такие системы имеют право только организации со специализированной лицензией. Распределительные (подводят газ непосредственно к дому) имеют небольшое давление, порядка0.005…0.3 МПа . В данном случае врезка может осуществляться более широким кругом лиц, но самостоятельно делать это всё-таки не стоит.
1. Первый способ — «Холодная врезка»
. При нем все параметры газопровода остаются прежними. Таким способом зачастую подключают к магистрали газовые сети новых пользователей. Многие народные умельцы знают, как врезаться в газовую трубу без сварки, поскольку технология эта относительно проста и безопасна. Часто используется при нелегальных врезках.
2. Второй способ является более традиционным, если можно так выразиться. Сварка
-надежная, проверенная годами методика, правда, требующая определенной квалификации и наличия специального доступа у исполнителей, занимающихся подключением. Требует тщательного соблюдения технологического процесса и техники безопасности. Применяется все реже, так как считается устаревшим.
Подключение к газовым сетям практически всегда осуществляется уже в тот момент, когда они находятся в рабочем состоянии. Ради одной врезки перекрывать участок никто не будет. Намного проще врезаться в трубу под давлением, чем заранее оповещать всех жителей об отключении газа и следить затем, чтобы при последующем включении нигде не появилось утечек из-за перепадов давления.
Так что, работа со сваркой над газовой трубой под давлением чудо только для обывателей, для газовиков — это обычное дело.
Ниже представлено видео по врезке одним из способов
На канале есть статья о пожаре на газовом месторождении СССР, который длился 3 года
! Для его тушения пришлось применить ядерный взрыв!
Источник
Сварка газовых труб под давлением
Сварка специальных газовых труб для транспортировки содержимого с высоким давлением предъявляет повышенные требования к процессу.
Технология сварки газовых труб
Особенности сварки труб для транспортировки составов с высоким давлением определяют двумя характеристиками:
- Толстые стенки и небольшой диаметр.
- Агрессивное воздействие транспортируемых газов.
Трубы до 10 см в диаметре варятся вручную, свыше – при помощи полу- или автоматической сварки с ручной подваркой корня шва. При диаметре более 6 см используют специальные кольца. Сварной шов делают многослойным – от 4 слоев и выше в зависимости от нагрузки на трубопровод и характеристики материала. После выполнения работ проводится обязательный осмотр – дефектоскопия внутри и снаружи места сварки.
Юлия Петриченко, эксперт
Подвод воды
Прежде чем приступить непосредственно к электросварке вы должны подготовить схему будущего водоснабжения, с расположением всей коммуникации. Подобная планировка позволит сделать разводку оптимальной и хорошо подготовиться для качественного соединения труб при помощи сварочного аппарата.
Что обязательно надо соблюсти.
- Стояк горячей воды идет справа, холодной – слева (при вертикальном расположении). В горизонтальном положении трубы идут параллельно – труба горячей воды идет над холодной.
- Обязательно должен быть небольшой уклон, который в случае необходимости позволит удалить воду из труб. Уклон направляется к стояку или водозаборной точке.
- Должно соблюдаться расстояние между стояками, и трубами и стеной.

Защита при сварочных работах
Сварочное зеркало
В сварке есть приспособления, которые используются с незапамятных времен. К таким относится сварочное зеркало! Еще в советские времена сварщики приспосабливали подручные изделия, чтобы увидеть зону сварки в труднодоступных местах. В ход шли старые зеркала или осколки — однако они недолговечны — трескались от температуры или быстро покрывались окалиной. Пробовали и полированные металлические изделия — но их надо полировать постоянно, если еще найдешь подходящий по размерам и свойства.

И вот наконец, и в этом вопросе наступает цивилизованны рынок. Как минимум 3 типа зеркал для сварки.
- Зеркало сварщика для осмотра сварочных швов — представляет собой прямоугольное стальное поворотное зеркало на шарнире. Удобная длинная рукоятка позволяет удерживать зеркало с осмотром зоны сварки и на безопасном расстоянии. Однако, это зеркало занимает одну из рук сварщика, или предполагает наличие помощника в спецодежде сварщика!
- Телескопическое сварочное зеркало диаметром 5 см позволяет выдвинуть рукоятку на достаточную длину и, тоже снабженное шарниром, дает возможность изменить угол наклона и проинспектировать труднодоступные узлы конструкций, осмотреть состояние внутренних поверхностей скрытых полостей, труб или дымоходов.Шарнир у телескопического зеркала свободно вращающийся и, одновременно, плотный. Удобная эргономичная рукоятка позволяет надежно удерживать зеркало.
- Зеркало с магнитным креплением и гибким штативом для осмотра сварочных швов имеет ряд преимуществ. Во-первых его можно крепить на магните к металлическим поверхностям в любом удобном для сварщика месте. Во-вторых освобождается рука сварщика! Магнитное сварочное зеркало предназначено для газовой сварки . Магнитная рукоятка снабжена гнущейся штангой и шарниром. Зеркало изготовлено из прочной стали.
Современные приспособления значительно облегчают труд сварщика и увеличивают производительность и безопасность!
источник
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат. При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении. Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров. Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска. Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя. Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба. Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Общая информация
Начнем с выбора технологии сварки. Для сварки газопроводных труб чаще всего применяется аргонодуговая сварка, MIG/MAG сварка и газовая сварка. Есть еще и другие технологии, но в этой статье мы говорим именно о домашней сварке. А перечисленные выше технологии как раз позволяют сварить газовые трубы в квартире.
Не существует одного лучшего метода сварки газовых труб. Все методы имеют свои достоинства и недостатки. Так что мы не будем утверждать и советовать, какую технологию сварки выбрать. Вы также должны учитывать, какой толщины ваши трубы, какой тип стали применялся при ее изготовлении, насколько затруднен доступ к трубе. Исходя из этого и нужно выбирать технологию сварки.
Перед сваркой трубы нужно подготовить. Очистить их от загрязнений и ржавчины, а также выполнить разделку кромок, если толщина трубы превышает 5 миллиметров.
Сварка стальных газопроводов или труб из любых других материалов — очень ответственный процесс. Если вы сделаете недостаточно герметичный шов, то велика вероятность утечки бытового газа. А это чревато печальными последствиями. Чтобы этого избежать внимательно изучите методы сварки, о которых мы расскажем далее. Строго соблюдайте технологию и не экономьте на расходниках.
Сварка стали (электрическая, газовая)
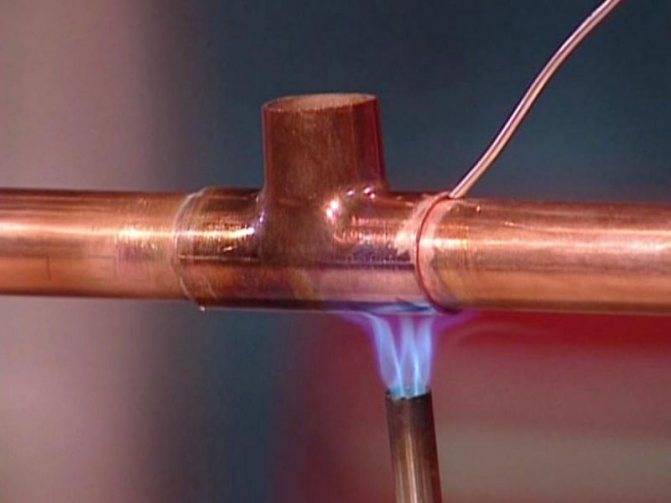
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.









Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Как сделать правильный и ровный сварной шов на трубе
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов. Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик. Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно. Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Заключение
Сваривание металлических труб на просвет должно всегда проводиться с ответственным подходом к делу. Вне зависимости наличия контроля качества.
То, как сварщик относится к работе вне контроля результатов труда, показывает его качества как работника. Некачественное исполнение труб всегда может иметь последствия.
Однако изучению ошибок и проблем во время сварного процесса стоит уделить больше внимания. Здесь были приведены лишь некоторые из них.
Перед работой стоит изучить все доступные материалы, справки и документы. Это поможет на практическом этапе и ускорит выработку своих принципов сварки.





