

Последовательность действий
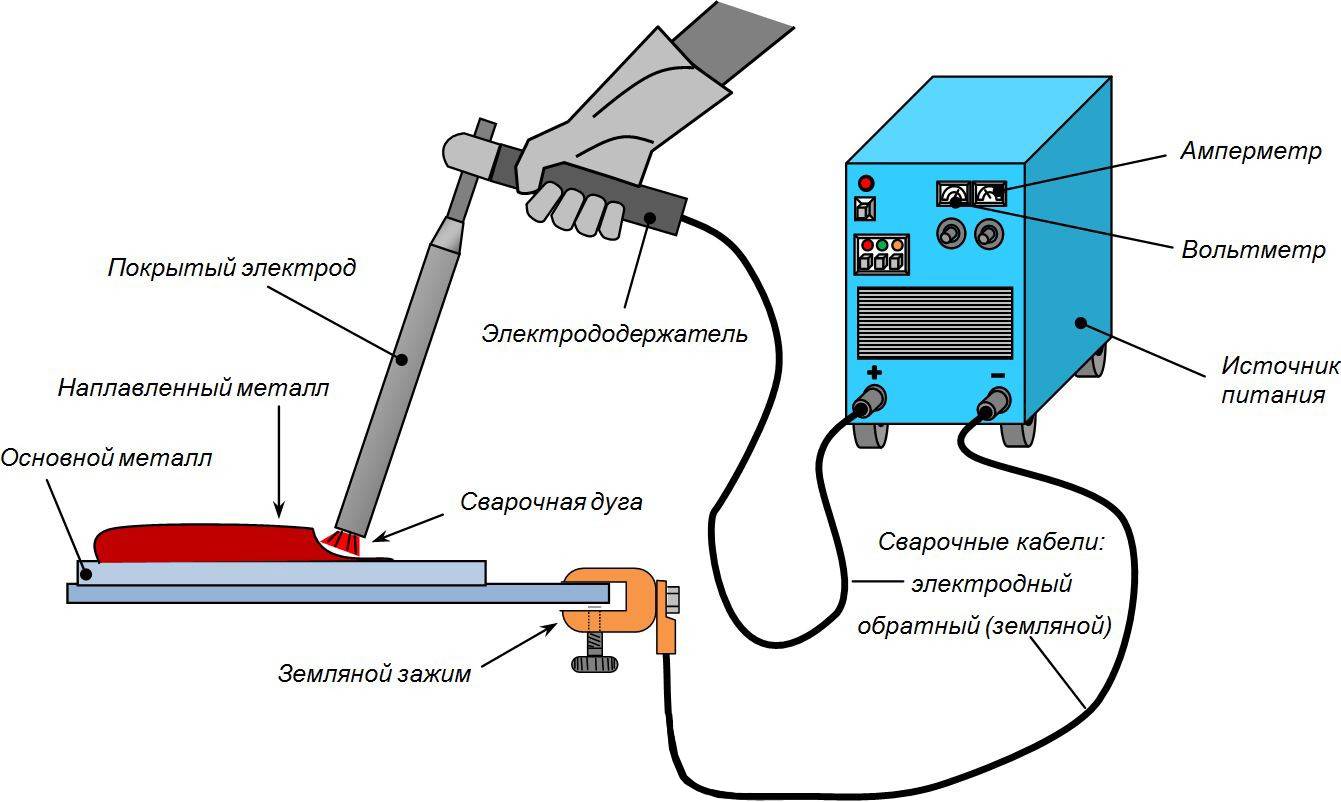
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
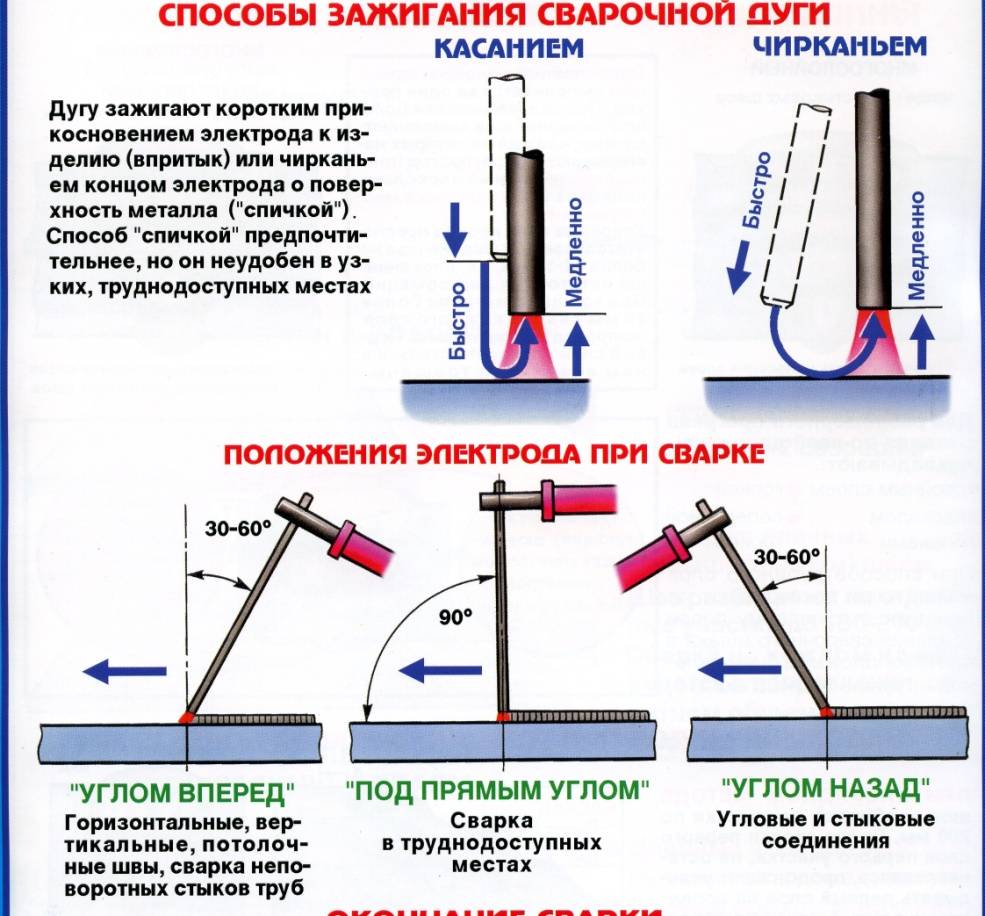
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
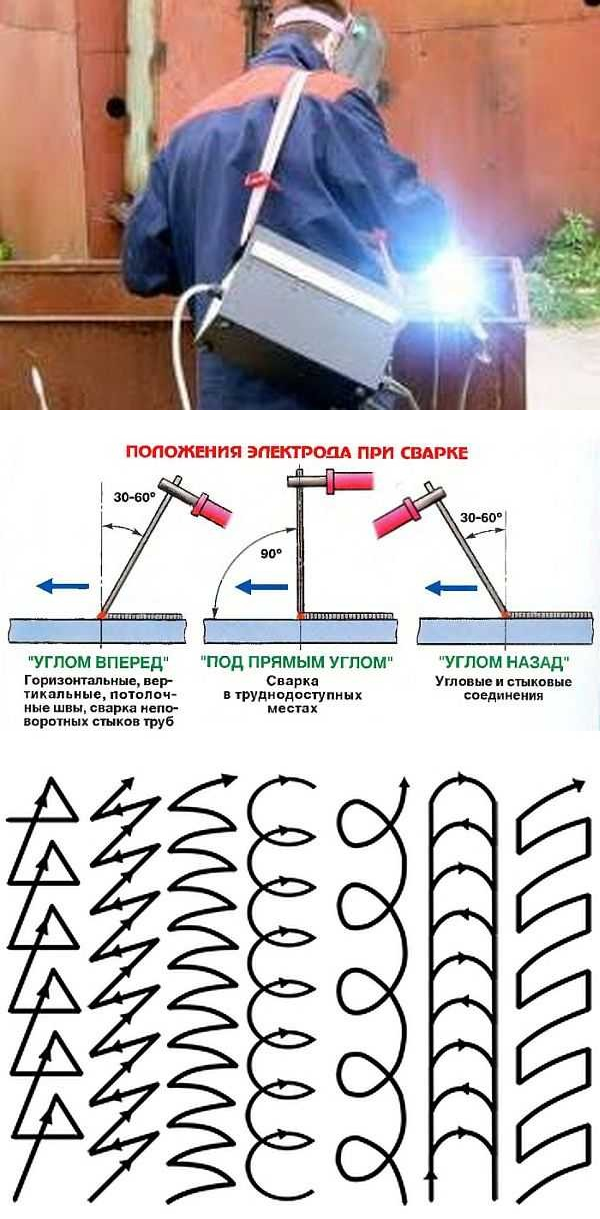
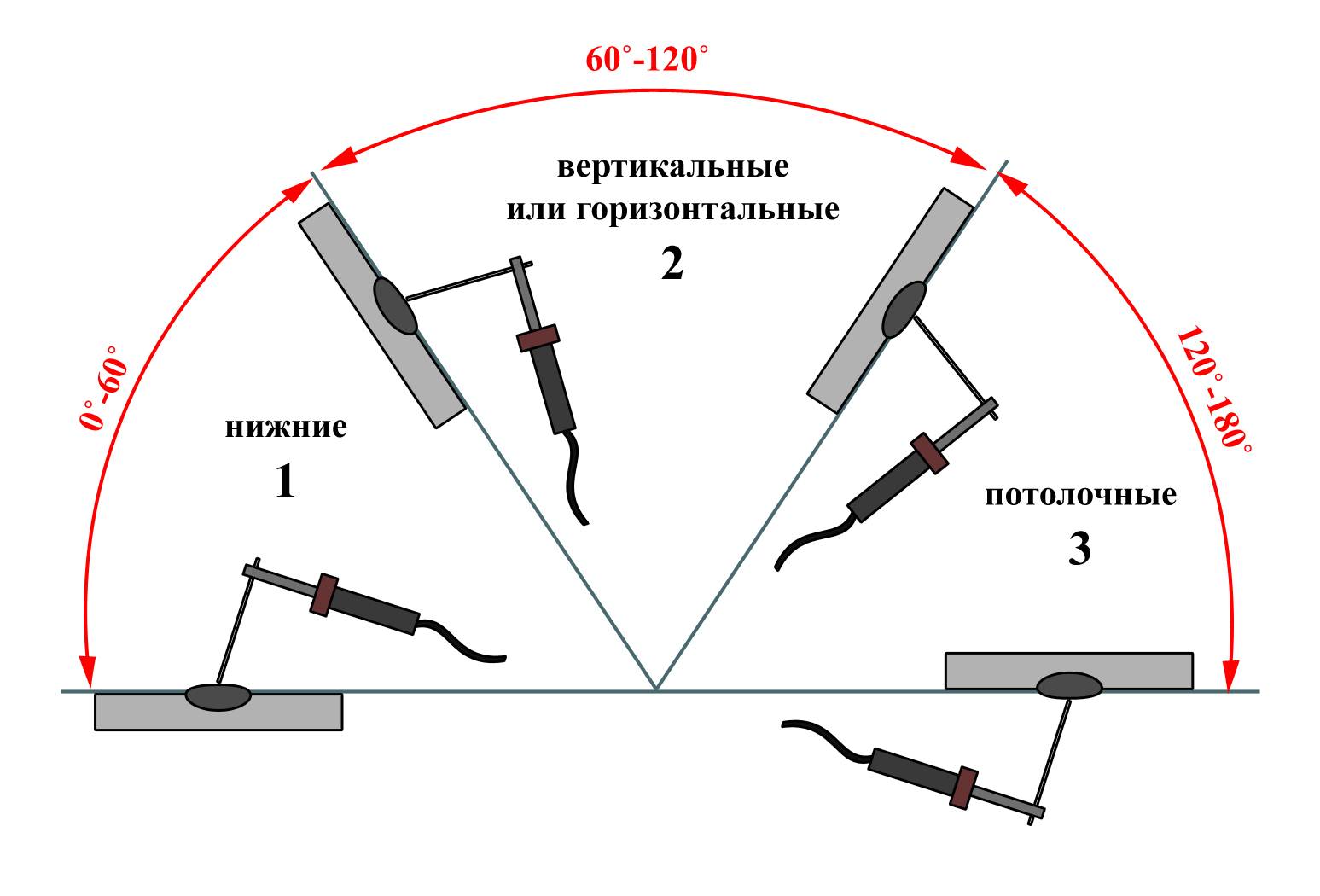
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.
Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока
Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.





Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл







Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
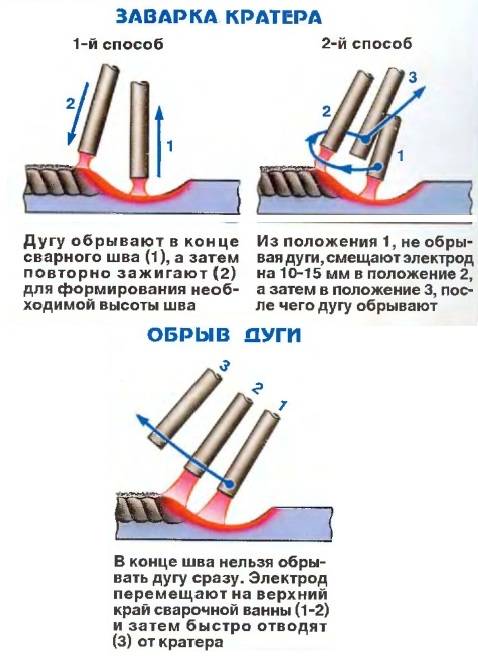
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Технология выполнения сварочных работ
Способы выполнения швов различной длины
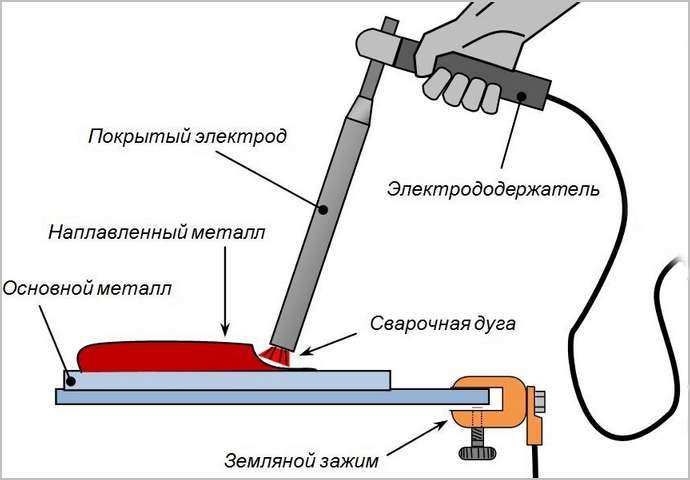
Для того чтобы качественно варить электросваркой, надо иметь представление о технологии, общих принципах работ. Соединяемые детали укладываются на стол или опорную площадку, к ним подключается «масса» — отрицательный контакт от сварочного аппарата при прямой полярности и положительный — при обратной полярности подключения.
Электрод зажимается в держаке, после чего легким постукиванием или чирканьем поджигается дуга. Под действием высокой температуры пруток электрода расплавляется, заполняя стык или зазор между соединяемыми деталями.
Основная задача — правильное удержание дуги, обеспечение одинакового зазора по всей длине соединения. Это позволяет образовать стабильный, ровный шов, состоящий из металла без прерываний или выключений шлака. Описание технологии сварки — малоэффективное занятие, поскольку большинство навыков приобретаются именно при личном производстве работ. Нужна практика, дающая опыт и полное понимание смысла действий.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.






Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Пошаговая инструкция: как варить электросваркой
- Обязательно зачистите поверхность свариваемого металла. Сделать это можно посредством УШМ или щётки по металлу;
- Подключите сварочный инвертор к бытовой электросети. Не используйте по возможности длинных и скрученных удлинителей, проверяйте сечение проводов перед подключением сварочника. Проводники должны быть способны выдержать большую нагрузку;
Установите в электрододержатель электрод, он необходим для создания сварочной дуги и последующего процесса сварки;
Соедините две свариваемые заготовки струбциной. К одной из заготовок подсоедините минусовую клемму от сварочного инвертора;
Выставьте на сварочном аппарате нужное значение тока (зависит от диаметра электрода, посмотреть можно здесь) и включите инвертор в работу;
Коснитесь электродом поверхности металла и сразу же оторвите его, но не слишком далеко, чтобы электрическая дуга не исчезла. Чтобы получить ровный и красивый сварочный шов, всегда удерживайте примерно одинаковое расстояние между электродом и металлом (примерно 3 мм);
Обязательно потренируйтесь, и когда сможете удерживать дугу в стабильном состоянии, начните вести электрод в сторону сваривания заготовок
Обратите внимание на угол уклона и движение электрода. Угол наклона должен составлять приблизительно 70 градусов, а колебания электродом нужно производить из стороны в сторону, от одной кромки металла, а затем к другой кромке;
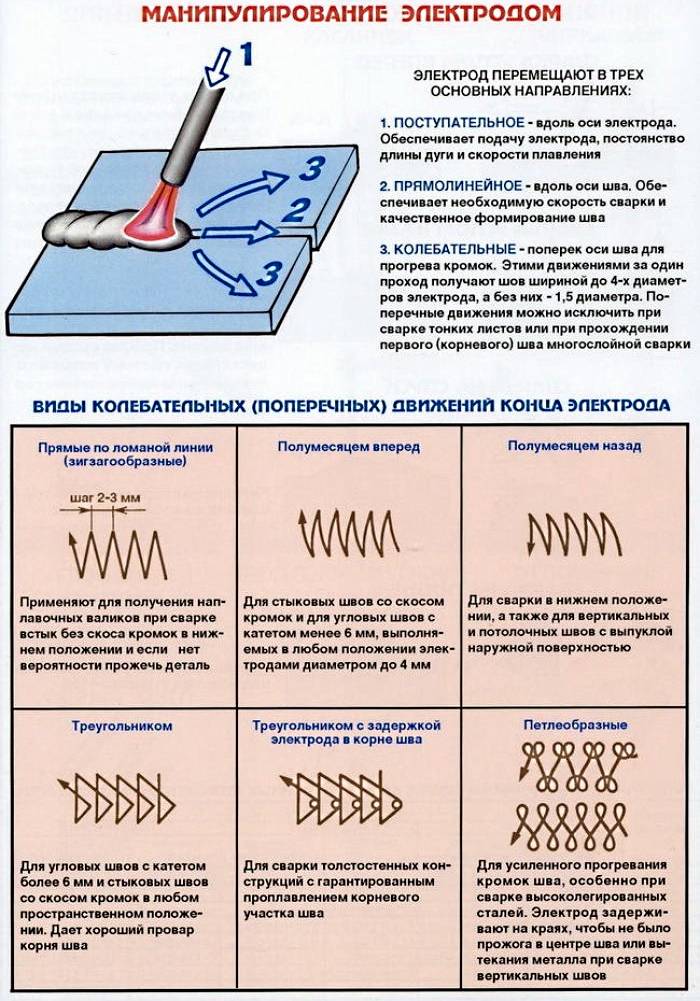
Учтите, что существуют разнообразные техники движения электродом, в виде петли, ёлочки или зигзага. Ваша цель научиться варить электросваркой за один день, а все остальное, как и опыт, придёт со временем.
Технология сварочных работ
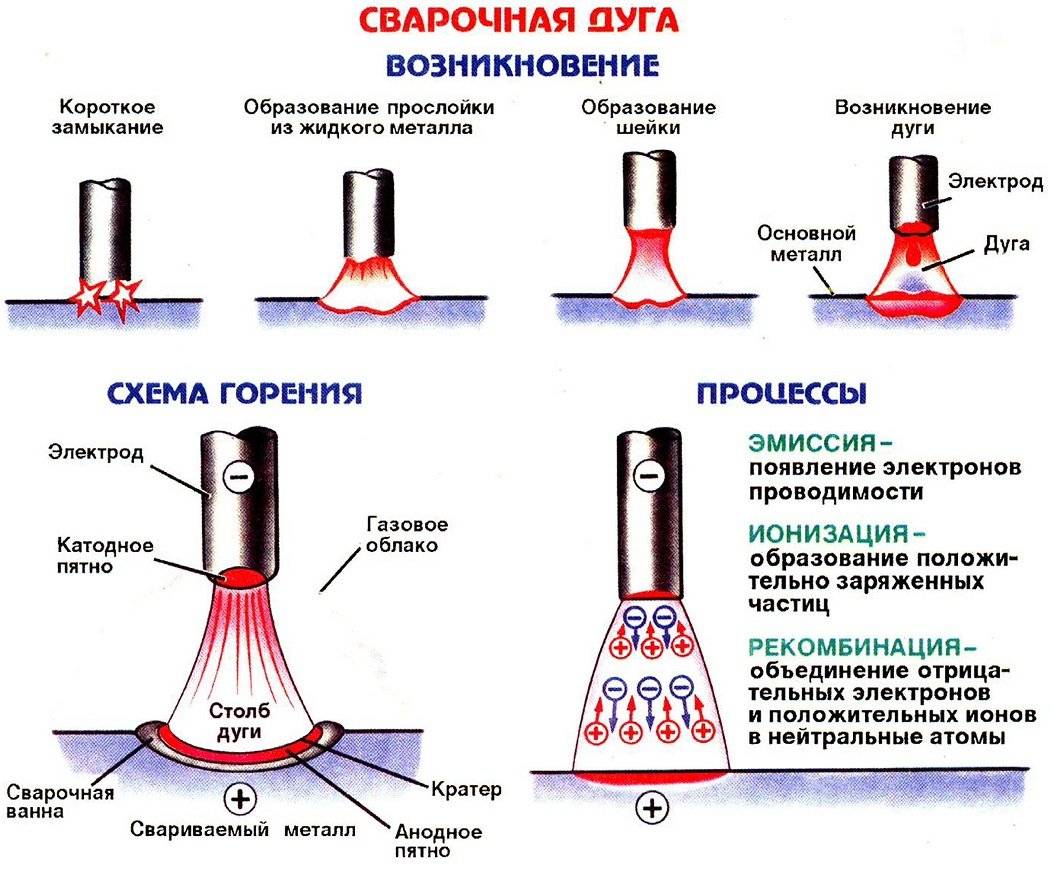
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
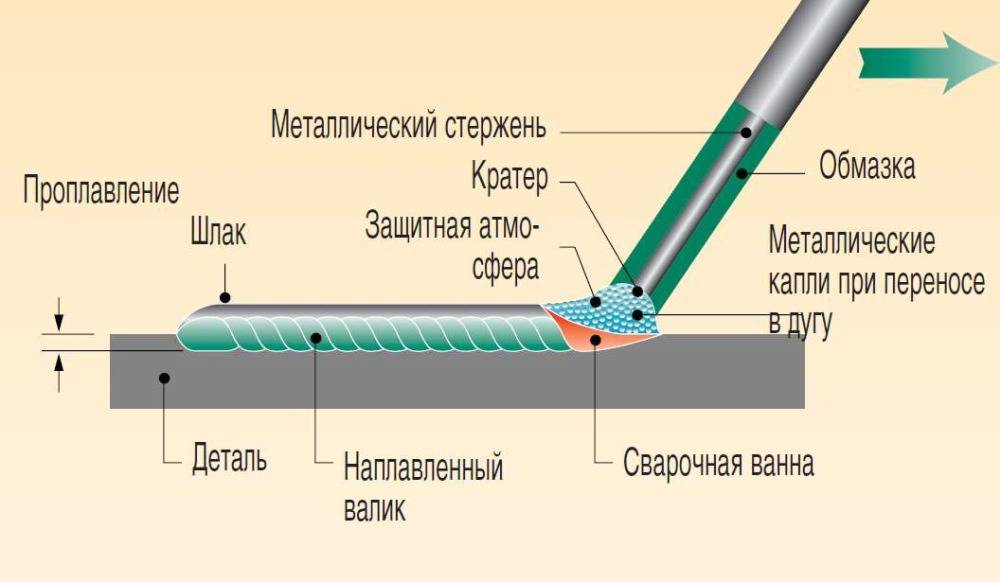
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
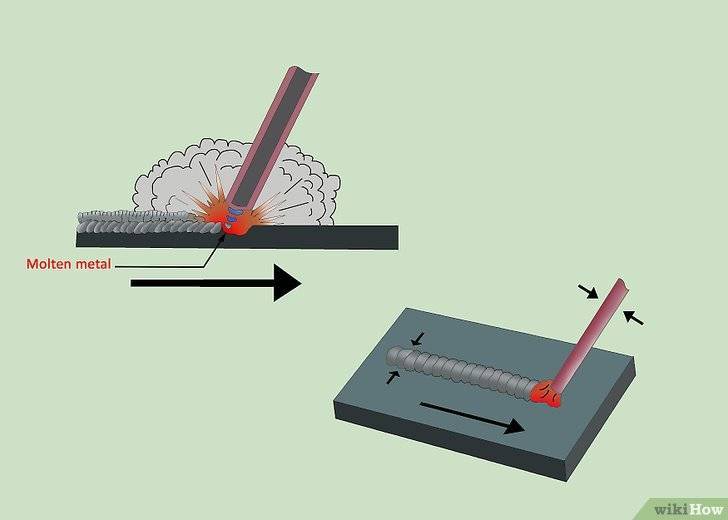
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью
Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока





