

Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
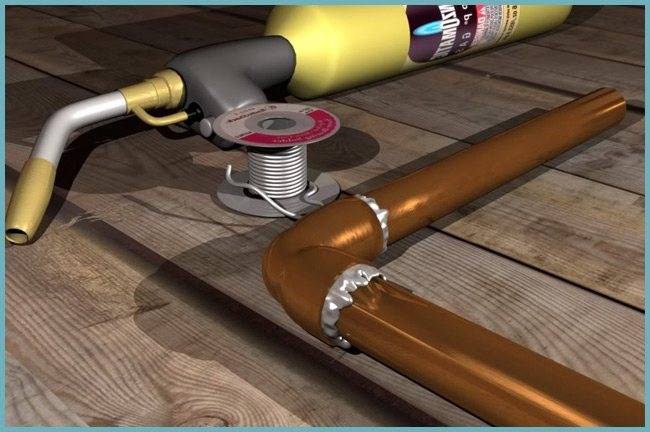
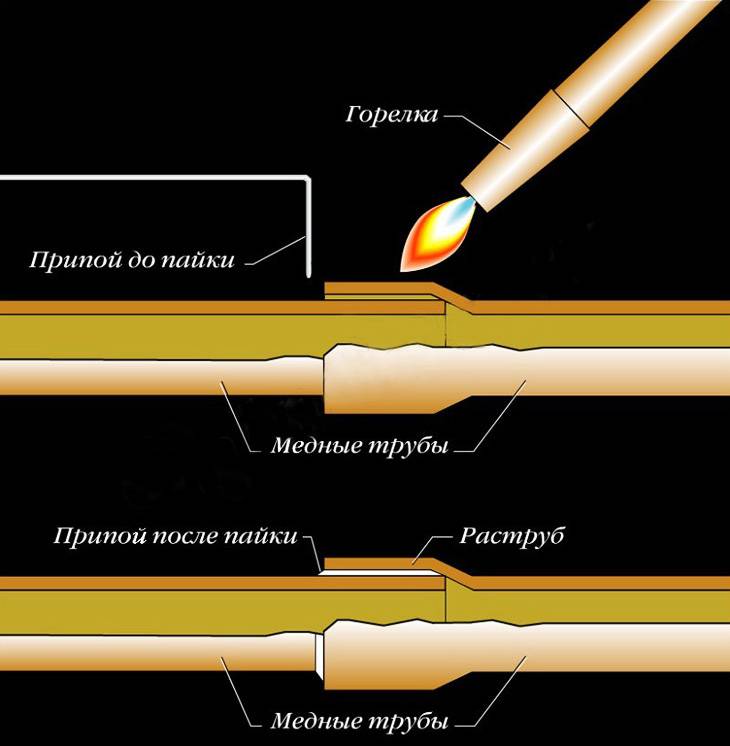
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
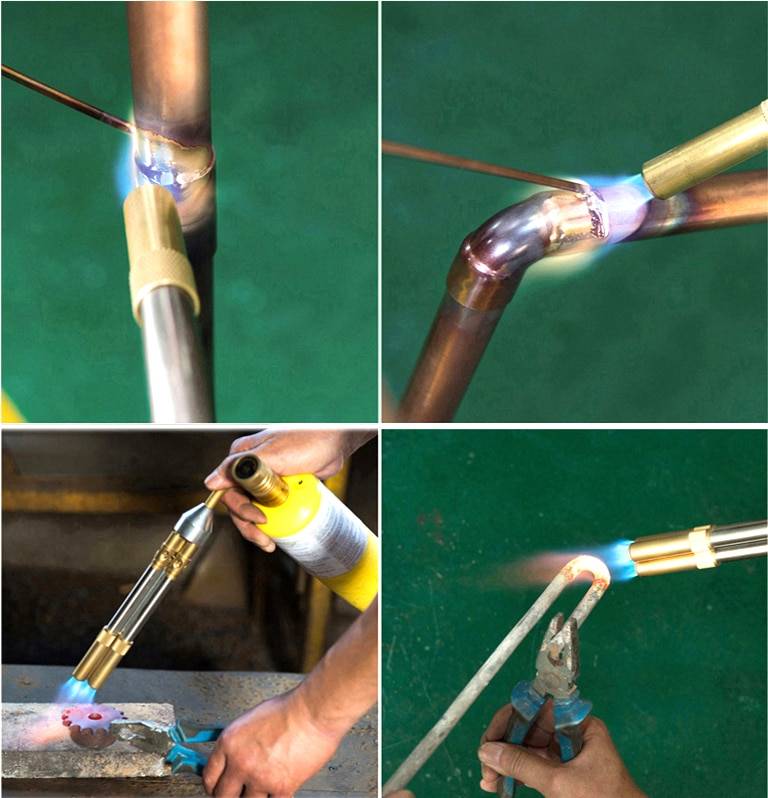
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Инструменты и материалы для монтажа медных труб своими руками
горелка для пайки медных труб – ключевое оборудование для пайки. Существует многообразие видов горелок, выбор желательно остановить на газовой горелке с пьезоподжигом и насадкой для регулировки пламени.
- Припой для пайки медных труб – обычно это олово в виде прутков или катушек проволоки.
- Флюс для пайки медных труб – это паста, которой покрывают поверхность труб и фитинга для того, чтобы она растворила оксидные пленки на поверхности соединяемых деталей, защитила медь от окисления в результате нагревания и обеспечила увлажнение поверхностей в момент растворения припоя.
- Труборез для медных труб – инструмент для резки медных труб труборасширитель для медной трубы – инструмент для увеличения диаметра медных труб при вмонтировании деталей одна в другую.
- Фаскосниматель – инструмент для снятия фаски, избавления материала от возможных заусенцев.
- Фитинги – соединительные детали различных конфигураций.
- Ершик и щетка стальные для чистки внутренней и внешней сторон фитингов и труб.
Инструменты, необходимые для пайки медных труб своими руками Оборудование для пайки медных труб не отличается дороговизной и исключительностью. Зато потребует некоторых усилий для того, чтобы получить уверенные навыки по его использованию: желательно потренироваться на обрезках труб для того, чтобы разобраться с тонкостями технологии и методов. Пошаговая инструкция соединения мягким припоем медных труб
Шаг 1. С помощью труборасширителя увеличить диаметр фитинга, с помощью фаскоснимателя – зачистить края трубы. Шаг 2. Щеткой отполировать внешнюю часть трубы, ершиком – внутреннюю часть фитинга. Шаг 3. Специальной кисточкой нанести на трубу и фитинг пасту для пайки медных труб – флюс – и сразу же соединить детали, не допуская попадания любого вида загрязнений или инородных предметов. Шаг 4. Газовой горелкой для пайки водопроводных медных труб аккуратно нагревать соединение, действуя по всей поверхности. Показатель хорошего нагрева – изменение цвета флюса для пайки.
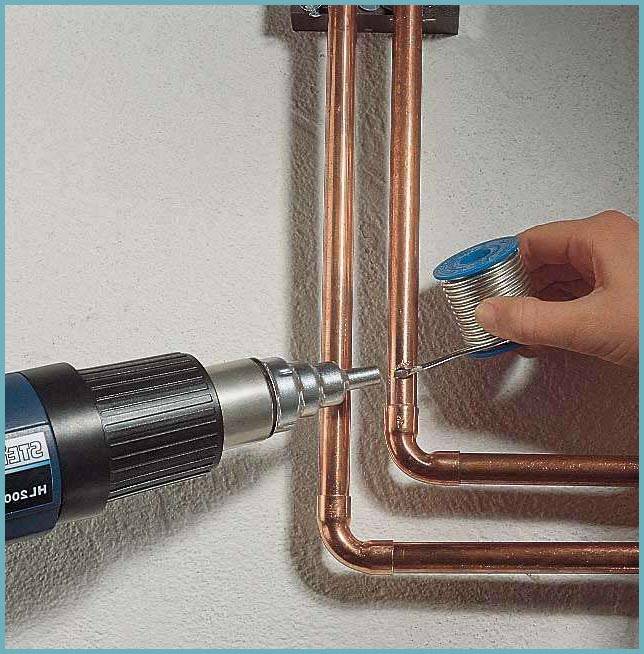
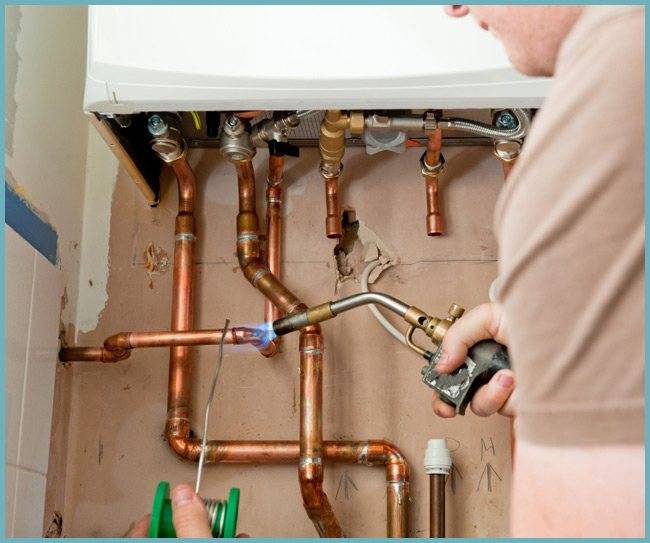
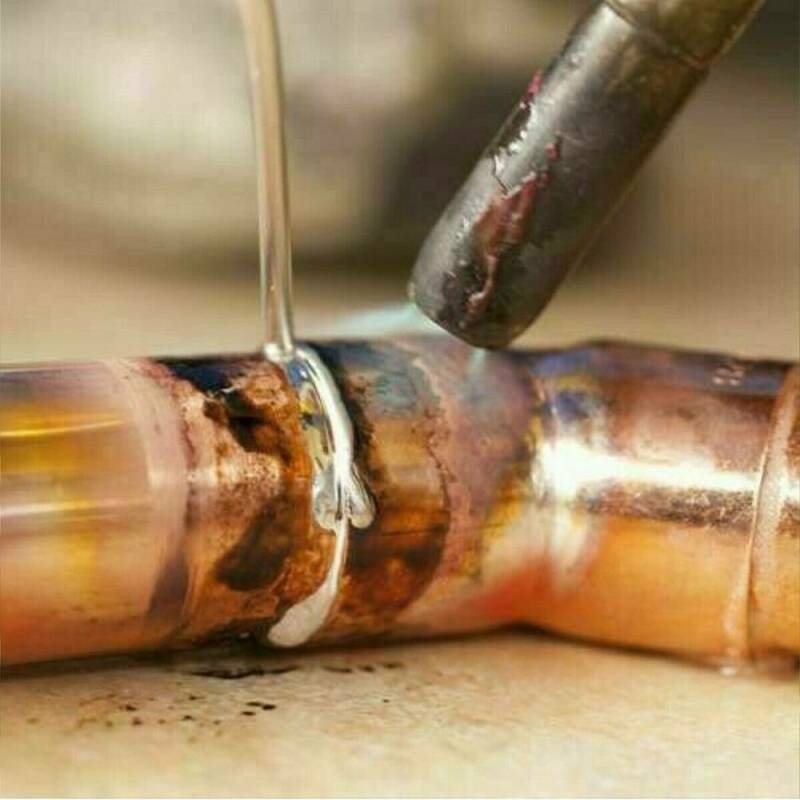
Процесс пайки медной водопроводной трубы
Шаг 5. Прекратив нагревание соединяемых поверхностей, наносить припой для пайки медных труб по всему периметру соединения. Огнем горелки нельзя задевать проволоку припоя: олово должно плавиться на медной поверхности от её высокой температуры без прямого воздействия огня. Шаг 6. Дождаться естественного и полного охлаждения детали – без дополнительных средств для быстрого охлаждения. Шаг 7. Обязательно удалить остатки флюс-пасты с поверхности влажной тряпкой. Её воздействие необходимо только во время пайки: она разрушает защитный слой медных деталей.
Это важно: детали во время пайки и сразу после неё должны быть хорошо закреплены, так как паять медные трубы можно только в неподвижном состоянии. Шов на месте сцепления деталей должен быть ровным и плотным
Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды
Шов на месте сцепления деталей должен быть ровным и плотным. Проверить получившийся результат возможно будет только при включении достаточного напора воды в водопроводе, однако, если пайка прошла удачно, надежность шва нисколько не снижается от времени, возможных перепадов давления или температуры воды.

Внешний вид правильно спаянной медной трубы
Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.

Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений. Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов
Подготовка
Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.









У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса
Нанесение флюса
Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка
Создание шва
Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Технология пайки мягким припоем
Перед тем, как паять медные трубы, необходимы несколько слов теории: если процесс пайки будет более осознанным, то и многие тонкости станут ясными по ходу выполнения работ. В быту и при монтаже водопроводных систем квартир используется так называемая «низкотемпературная», «мягкая» пайка: места пайки нагреваются до 250-300 С, что позволяет мягкому припою (обычно олову) расплавиться, однако эти температуры опасны и для медных труб, поэтому воздействие должно быть направленным и недолговременным.
Мягкий припой медных водопроводных труб
Зачистка труб непосредственно перед пайкой – это не простая эстетическая манипуляция, а обязательное условие, которое позволяет избавиться от продуктов окисления на металле и максимально эффективно осуществить сцепление материалов. При мягкой пайке возникает капиллярный эффект, при котором расплавленный припой мягкий для пайки медных труб ровно растекается по всей поверхности соединения независимо от того, в каком положении находится труба – горизонтальном или вертикальном. Рекомендуемый зазор между стенками трубы и фитинга строго установлен – 0,1-0,15 мм: большее расстояние требует большего количества припоя или вообще не даст капиллярного эффекта, меньшая – создаст излишнее препятствие для растекания припоя.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера
Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Как спаять медную трубу (для начинающих)
Смотрите это видео на YouTube
Изоляция патрубков в обогревательной сети
Медные трубы в системе отопления.
Смотрите это видео на YouTube
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Пайка медных труб
Смотрите это видео на YouTube
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Ремонт кондиционера – пайка медной трубы
Смотрите это видео на YouTube
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.
Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.










Знакомьтесь. Мой друг! Газовый паяльник от Dremel
Смотрите это видео на YouTube
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования
Важно и то и структура самого материала остается неизменной
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки мягким припоем
Перед тем, как паять медные трубы, необходимы несколько слов теории: если процесс пайки будет более осознанным, то и многие тонкости станут ясными по ходу выполнения работ. В быту и при монтаже водопроводных систем квартир используется так называемая «низкотемпературная», «мягкая» пайка: места пайки нагреваются до 250-300 С, что позволяет мягкому припою (обычно олову) расплавиться, однако эти температуры опасны и для медных труб, поэтому воздействие должно быть направленным и недолговременным.
 Мягкий припой медных водопроводных труб
Мягкий припой медных водопроводных труб
Зачистка труб непосредственно перед пайкой – это не простая эстетическая манипуляция, а обязательное условие, которое позволяет избавиться от продуктов окисления на металле и максимально эффективно осуществить сцепление материалов. При мягкой пайке возникает капиллярный эффект, при котором расплавленный припой мягкий для пайки медных труб ровно растекается по всей поверхности соединения независимо от того, в каком положении находится труба – горизонтальном или вертикальном. Рекомендуемый зазор между стенками трубы и фитинга строго установлен – 0,1-0,15 мм: большее расстояние требует большего количества припоя или вообще не даст капиллярного эффекта, меньшая – создаст излишнее препятствие для растекания припоя.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Полезные советы
 Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Когда стыки нагреваются горелкой, следует смотреть, чтобы пламя не передерживалось в одной точке. Поскольку температура обычно достигает 1000 °C, участок соединения равномерно разогревают в течение 20−25 секунд.
В конце процесса пайки систему трубопровода следует тщательно промыть при помощи значительного напора воды. Именно так можно полностью избавить трубки от излишков флюса и припоя, которые остались в застывшем виде внутри соединения.
Если ответственно подойти к работе, то пайку труб из меди можно будет выполнить без сложностей. Знание технологии и предварительная тренировка с материалом поможет качественно осуществить поставленную задачу.
Расходные материалы
 Порядок пайки медных труб.
Порядок пайки медных труб.
Что потребуется для пайки:
- Флюс на салициловой кислоте.
Химический состав флюсов для пайки медных труб довольно сложный: в нем есть и спирт, и вазелин, и даже чуть-чуть золота. Его использование приводит к великолепному качеству швов. - Группа растворителей на фосфоре.
Отлично очищают детали от окислов и дополнительно вытесняют ненужную воду из места пайки. - Канифоль.
Ее практически не используют в чистом виде. В смесях она отлично комбинируется с солями натрия: если расплавленная канифоль покрывает поверхность пайки пленкой, то соль натрия играет роль антиоксиданта. Есть и недостаток: смесь не любит нагрева. - Домашняя смесь на аспирине.
Можно сделать смесь и самостоятельно: берем вазелин, спирт, за основу – таблетки аспирина. Особой эффективностью такая смесь не отличается. С ней можно работать лишь на электромонтажных заданиях. - Паста для пайки медных труб.
Эта флюс паста для пайки меди стоит подороже, но овчинка выделки стоит. Применяется в ответственных заданиях. Паста отлично прилипает к рабочей поверхности, растекается тонким слоем при нагревании – великолепный вариант. - Припой для пайки медных труб.
Выбор вида припоя зависит от того, что именно вы собираетесь паять. Если главными критериями являются прочность и стойкость к высоким температурам, нужно выбирать припой из медной проволоки с долей фосфора. Самым популярным и доступным является мягкий припой – из олова. Он годится для всех водопроводных систем. Сюда же можно отнести и фитинги для медных труб под пайку.
Процесс и методы пайки

Пайка медных труб состоит из нескольких шагов, а именно:
В первую очередь, необходимо разметить трубы и разрезать их на сегменты нужного вам размера. Если вам требуется согнуть трубу, воспользуйтесь специальным инструментом – трубогибом.
Далее выполняется итоговая очистка поверхности от образовавшейся в процессе резки пыли, загрязнений и заусенцев.
Необходимо обязательно проверить размеры деталей и зазор (примерно 0,4 мм) перед тем, как соединять фитинг с трубой.
Затем наносится флюс, который обеспечивает чистоту поверхности и облегчает пайку.
Собрав детали, приступаем к нагреву. Способы его варьируются в зависимости от того, какого вида пайка медных труб своими руками вами запланирована. При высокотемпературной пайке используется пропановая горелка, паяльник же подойдет для пайки низкотемпературной.
Далее монтажный слой заполняется припоем
Важно равномерно его распределить по рабочей поверхности.
По завершении пайки получившийся шов нужно остудить, что можно выполнить с помощью строительного фена.
Конечный этап – ликвидация лишнего флюса и очистка с помощью воды.
Шевелить спаянные детали нельзя, пока они полностью не кристаллизуются.
Более подробно процесс пайки мы рассмотрим далее, раскрывая суть основных ее видов – низкотемпературного и высокотемпературного.
Низкотемпературная пайка
- Поверхность нужно нагреть горелкой до 200-250 градусов.
- К деталям в нужных местах прикладывается припой.
- Выполняется пайка. Стоит помнить о том, что пламя должно перемещаться постоянно. При плавлении припоя пламя отодвигается для того, чтобы он свободно заполнил зазор. Не стоит добавлять лишний припой – это может привести к его попаданию внутрь трубы.
При осуществлении пайки труб своими руками, ширина соединения может варьироваться от 7 до 50 мм, что идеально подходит работы с изделиями диаметром от 6 до 108 мм. Таким способом сегменты труб зачастую соединены в трубопроводах отопления, водоснабжения.
Высокотемпературная пайка
- Такой вид пайки производится при температуре выше +450 градусов. Необходимо нагреть поверхность, после чего – использовать припой. Более прочный, нежели при низкотемпературной пайке, он образует весьма прочный шов. Необходимо, однако, проявить аккуратность – при перегреве изделия могут появиться разрывы.
- Пламя горелки должны быть средним.
- Для фиксации шва в этом случае используется строительный фен, о чем уже упоминалось выше.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:









- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно

Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.





