

Материалы и инструменты
Для производства работ по пайке медных труб необходимы специальные инструменты и материалы.
Горелка для пайки. Главный инструмент, без которого не обойтись. Лучше выбрать газосварочный аппарат с регулировкой пламени. Часто используется пропановая газовая горелка, обычно у нее есть режим экономии газа и его подачи. Пламя мягкое и не обжигает медь. Можно выделить ацетиленовые кислородные горелки, они надежно и прочно спаивают детали. Ацетиленокислородные горелки бывают либо одноразовые с баллоном. Горелка бывает портативная либо стационарная. В отдельных случаях можно использовать паяльник.


Припой для пайки медных труб. При пайке можно использовать либо высокие температуры (пайка называется высокотемпературной), либо относительно невысокие (пайка называется низкотемпературной).
Существуют твердые и мягкие припои.
- Низкотемпературные припои те, у которых температура плавления меньше 300C. Предел прочности у них составляет 16-100 МПа. Такие припои позволяют выполнить работу при температуре, которая почти не влияет на характеристики меди. Практика показывает, что это дает менее прочные швы. Низкотемпературные используют для водоснабжения и отопления. Всем известно, что свинец негативно влияет на здоровье человека, поэтому существуют бессвинцовые припои. Используются они в конструкциях трубопровода питьевой воды. Бессвинцовый припой, по большей части, состоит из олова, остальное – примеси. Такой материал обходится недешево.
- Припои для высокотемпературной пайки обладают температурой плавления выше 300C и пределом прочности 100-500 МПа. А также плотностью шва, устойчивостью к высоким температурам. Но требуется большой опыт работы, у новичков же встречаются частые ожоги меди, этот металл легко пережечь. Офлюсованные припои хороши тем, что в их составе и на поверхности присутствует флюс. Использование дополнительного флюса не нужно даже для сложных конструкций.


- Флюс. Это пастообразное вещество, наносят его на поверхность трубы и фитинга. Паста защищает от окисления меди. Следует отдавать предпочтение составам, где есть хлорид цинка. Существует множество вариантов флюса, он может быть во флаконе с кисточкой, но специалисты рекомендуют приобретать материал в виде пасты.
- Труборез. Инструмент для резки медных труб, одно из главных приспособлений. Все труборезы имеют похожую конструкцию и мало чем различаются. Труборезы отличаются друг от друга конструкцией, более длинные ручки у прибора дают возможность применять меньше усилий.

Флюс

Труборез
Труборасширитель. Инструмент для увеличения диаметра трубы, установки одной конструкции в другую.
Фаскосниматель (кромкорез). Принадлежность, необходимая для зачистки поверхности и снятия фаски.
Фитинги. Соединительные детали, имеющие разные назначения и размеры.
Термопаста. Используют пасту для подогрева труб. Контакт и шов промазывают термопастой.
Теплоотводящие пасты. Обеспечивают надежную защиту соединений от распайки, препятствуют изменению цвета материала в ходе эксплуатации.
Щетки и ершики. Щеткой и ершиком убираются излишки флюса в ходе работы, очищают соединения.
Щипцы для труб. В целях безопасности горячие, раскаленные трубы можно брать только щипцами.
Защитные рукавицы
Когда паяют, плавится металл, который при любом неосторожном движении оставит ожог на вашей коже. Флюсы оставляют химические ожоги.
Фаскосниматель
Труборасширитель
Фитинги
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов
 Подготовка
Подготовка
Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса
 Нанесение флюса
Нанесение флюса
Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
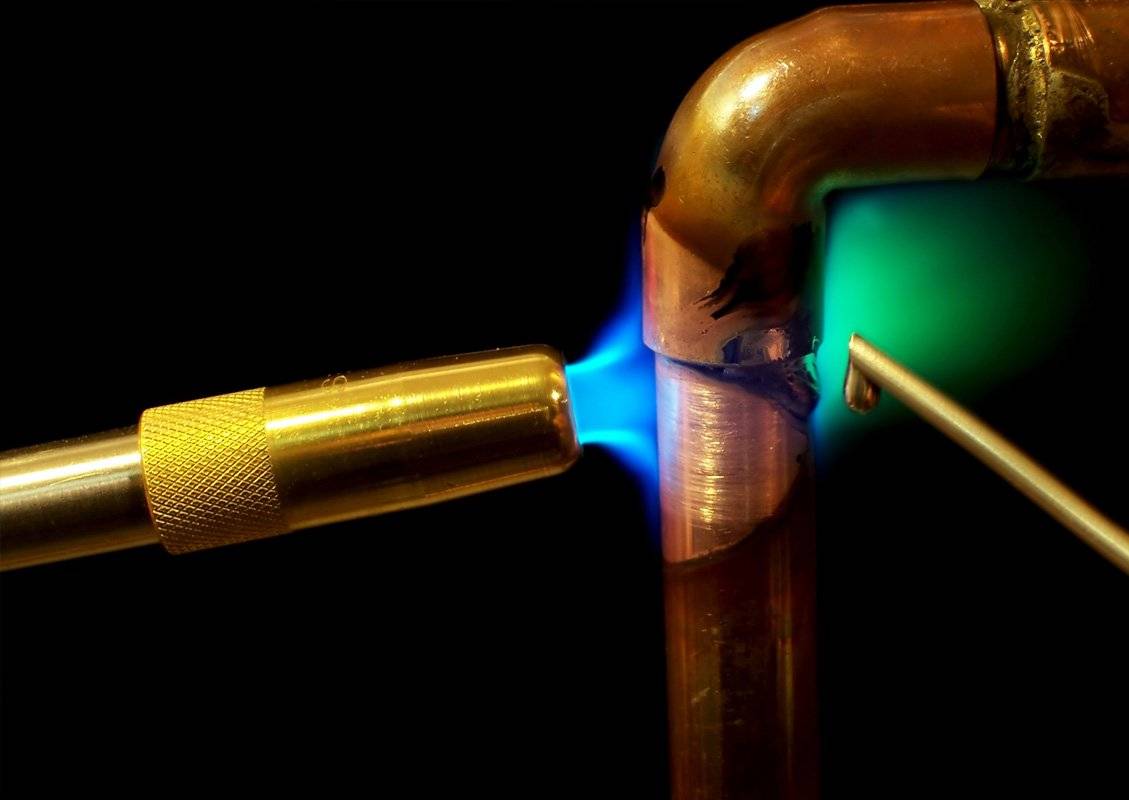
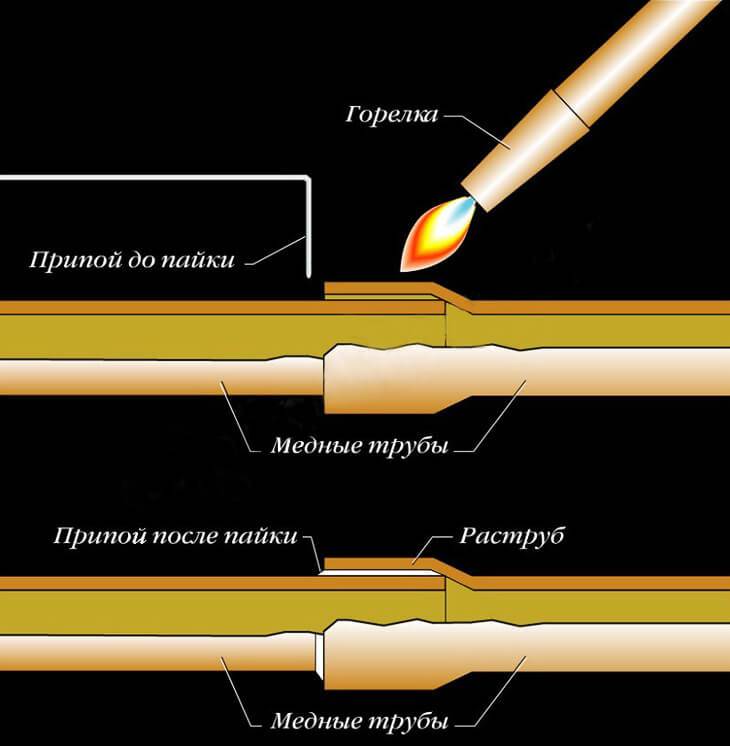
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.



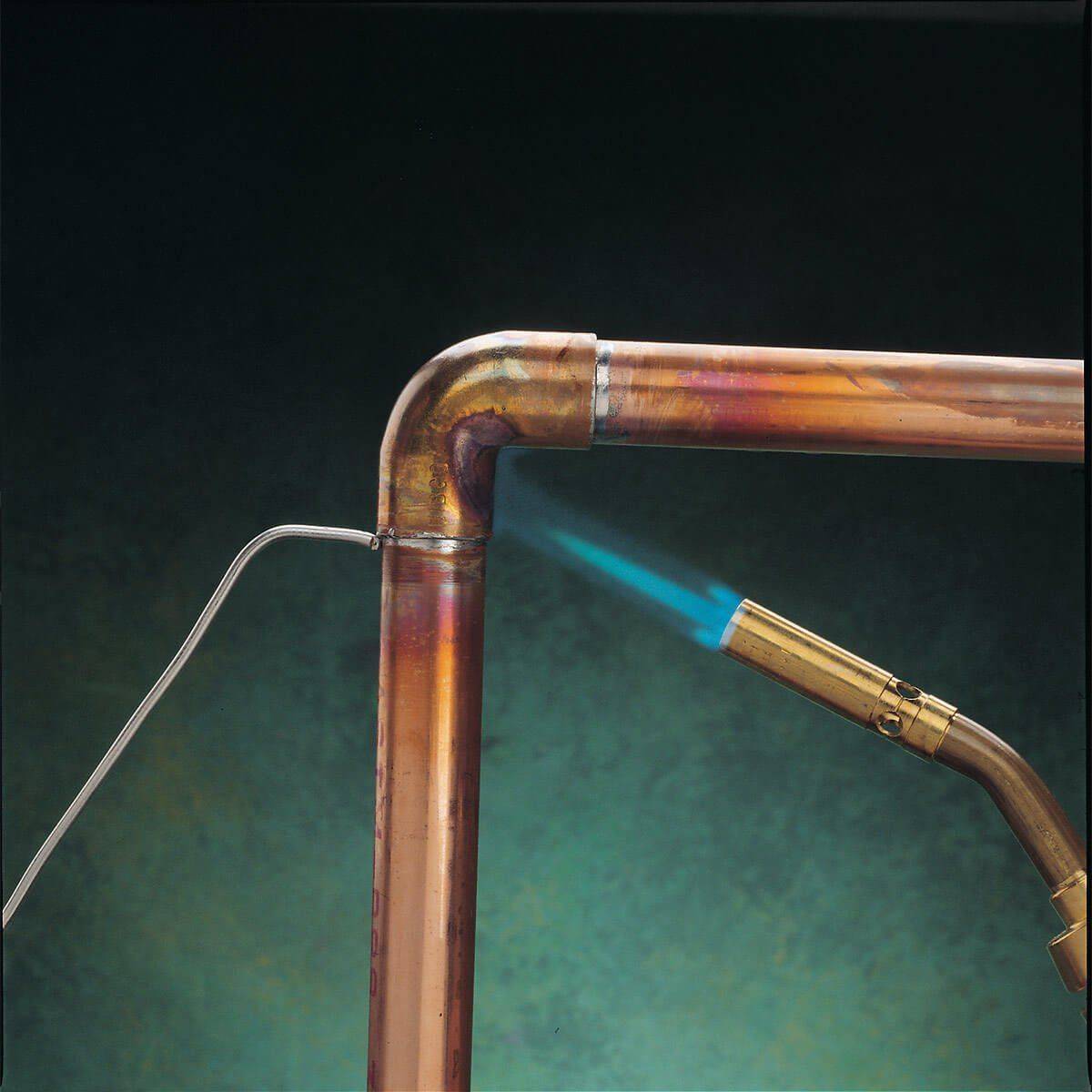




Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
Высокотемпературная пайка
 Создание шва
Создание шва
Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Условия обеспечения прочности
Одним из условий герметичности и прочности паяных изделий является соответствующая ширина паяного соединения. Для обеспечения этого условия используются специальные устройства разъёмов, двухконечных колен, колпачков, тройников. Медь может паяться:
- мягкими припоями (температура плавления ниже 450 C);
- твёрдыми припоями (температура плавления выше 450 C).
Типы припоя, используемые на медных водопроводных трубах:
- 40 процентов свинца / 60 процентов олова, например ПОС-61;
- 95 процентов олово-сурьмы / 5 процентов свинца;
- 50-процентный свинцовый припой рекомендуется на линиях сплава меди, которые не должны использоваться для питьевой воды;
- бессвинцовый припой, для труб, используемых в водоснабжении.
Подготовка рабочего места
Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
Медный резак.
- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.
Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом. Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов. Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество. Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник. В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Пайка медных труб своими руками.
Для монтажа бытового, медного водопровода, как впрочем и из любого другого материала, быть великим специалистом совершенно не обязательно. Необходимо лишь знать технологию, любить и уметь работать своими ручками, иметь желание и чуточку творчества .
Сам метод соединения труб и фитингов, ничто иное, как низкотемпературное спаивание между собой. Для спаивания используем мягкий припой и флюс.
Готовая конструкция может иметь разъёмные, либо неразъёмные, либо комбинированные соединения, для этого устанавливаем надлежащие фитинги, которые в свою очередь, делятся на конические/конические и конические/сферические. Фитинги имеют простую цель: соединить медь с магистралью (центральный водопровод), и с сантехническими приборами: бачок унитаза, смеситель, стиральная машина и т.п.
Технология пайки медных труб.
1. Спаиваемые поверхности зачищаешь от окисла, трубу-войлоком, а внутри фитинга — зачистной щёткой, вращательными движениями.
Зачищаешь до появления блеска, визуально проверяешь поверхности на отсутствие затемнений, при необходимости дорабатываешь.
2. Наносишь на эти места флюс (и на трубу, и внутрь фитинга), без излишков, равномерным слоем.
3. Соединяешь вставив трубу в фитинг, до упора. Ветошью убираешь излишки флюса.
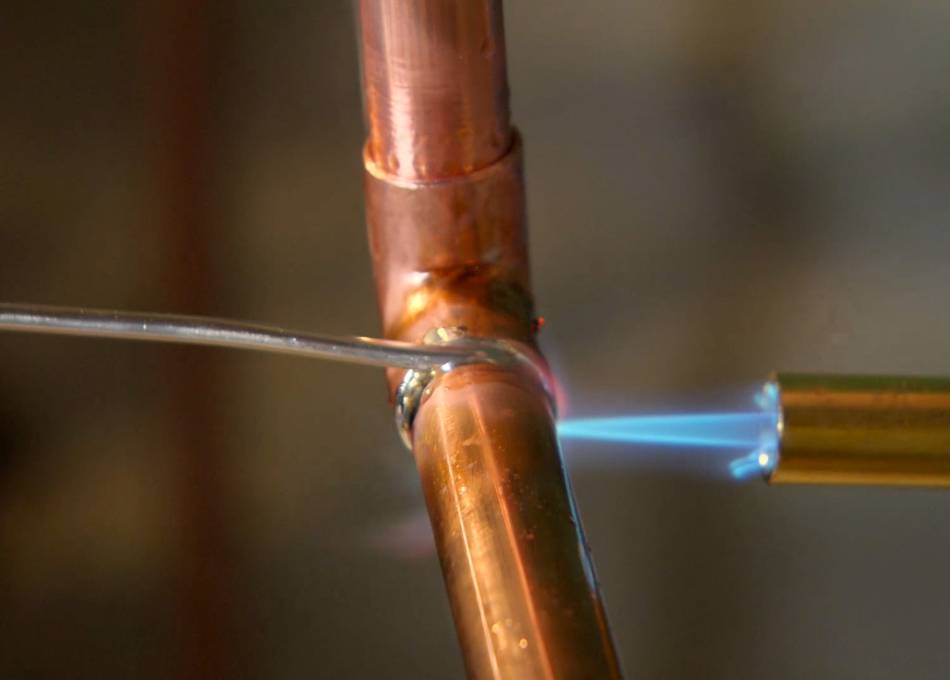
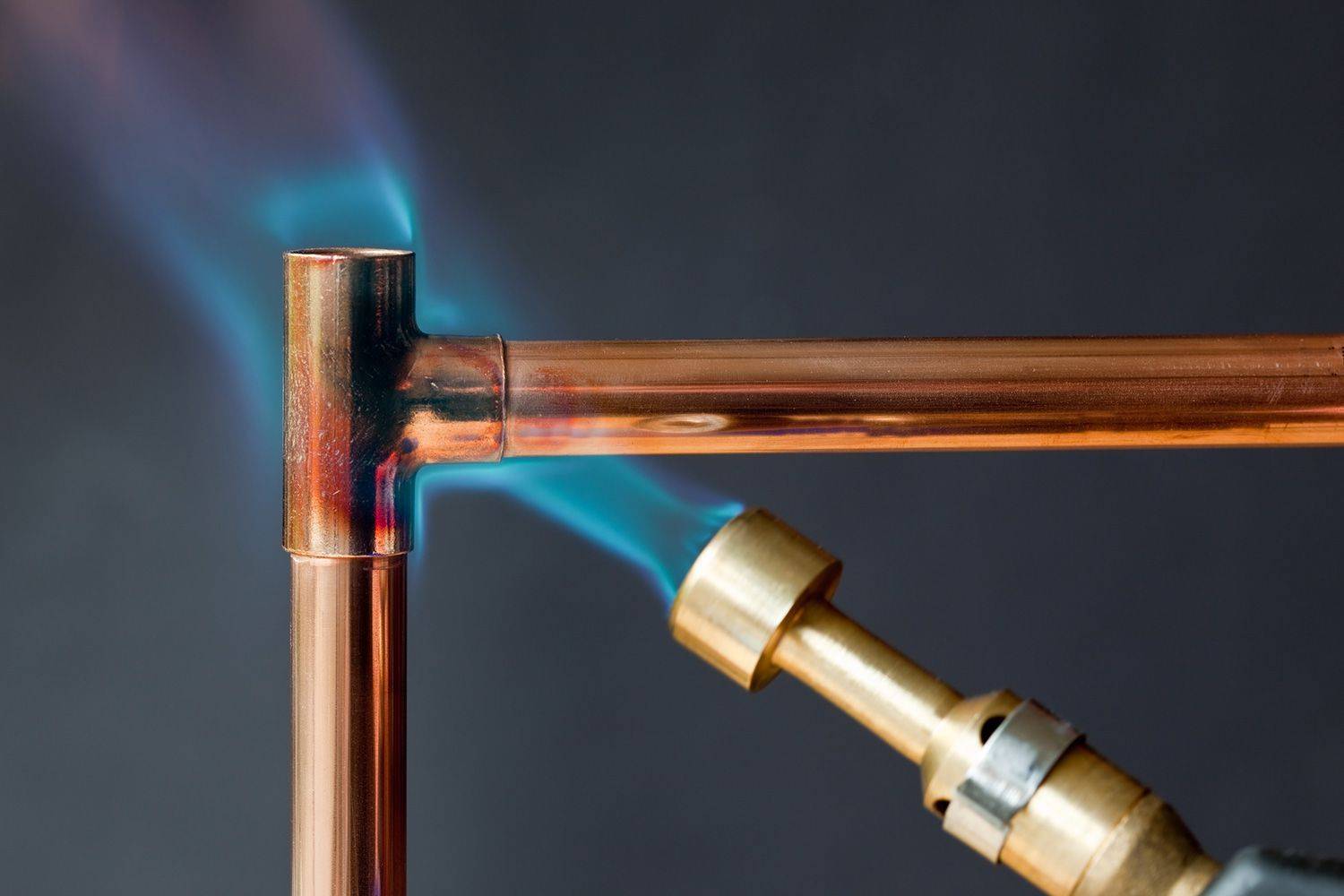
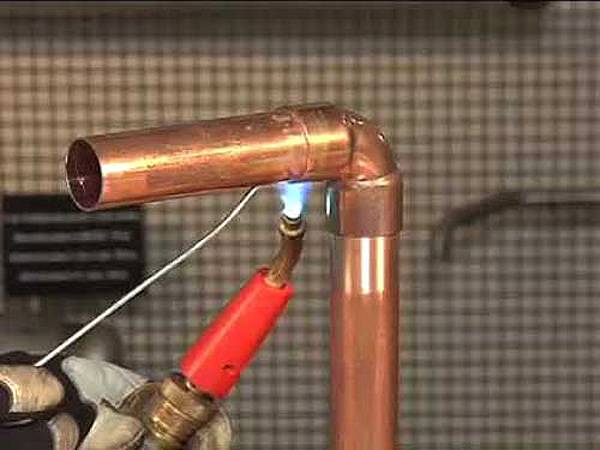
4. Можно спаивать. Для этого поджигаешь горелку и стараешься кончиком пламени (здесь самая высокая температура) прогревать, плавно перемещая по раструбу фитинга, не останавливаясь на какой-нибудь точке. То есть греешь равномерно, по всему периметру.
5. Как увидишь на месте соединительного шва, что флюс приобрёл серебристый цвет, отводишь горелку и прислоняешь к шву припой.
Произойдёт, как бы словами выразить, всас что-ли, вовнутрь. Ну и смотришь, чтоб припой распределился по всей окружности, сложного ничего нет, сделав одну пайку всё станет понятным.
Вот для наглядности ролик, трубы здесь большого диаметра, паяем коллектор отопления, и чтоб припой «разбегался» по всему периметру прикладывать его приходится ни один раз.
Причины дефектов
Процесс пайки не такой сложный, как кажется на первый взгляд. Но большинство продолжает допускать ошибки.
Рассмотрим самые распространенные.
Дефекты на поверхностях труб, их частей, фитингов
Обратите внимание на поверхность трубы, фитингов. Из-за подобных повреждений впоследствии страдает качество шва.
Грязь и остатки каких-либо материалов на трубах
После того как деталь обработали шкуркой или щеткой, эту часть нужно обязательно обработать обезжиривателем. Иначе остатки частиц помешают соединению.
Плохой разогрев детали. Если плохо разогреть деталь, то припой не сплавится с поверхностью. При небольшой нагрузке произойдет расслоение по шву.


- Перегрев металла приводит к нарушению слоя флюса, нарушению его защитных функций. Появляются окиси и окалины.
- Преждевременная проверка соединения. Пока конструкция не остынет, ее нельзя трогать, иначе труба деформируется и будет непригодна к использованию.
- Игнорирование правил безопасности.
- Соединение труб со слишком большой разницей в диаметре. Разница в диаметрах труб должна быть не более 0,5 мм, иначе соединение будет непрочным и прослужит недолгий срок.
Мастер-класс по пайке медных труб смотрите ниже.
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057. В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172. Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Как выбрать?
Если вы хотите приобрести медно-фосфорный присадочный материал для пайки, то в первую очередь нужно определиться с его конкретным химическим составом. В основном выбор осуществляется между двумя обширными группами, которые отличаются друг от друга наличием серебра в составе.

Варианты с серебром позволяют добиться более высокой прочность для итогового результата соединения, нежели модели без него. Также модели с серебром нужно использовать, если рабочая деятельность изделия осуществляется при отрицательной температуре воздуха. Для этого требуется приобретать припой с содержанием серебра не менее пятнадцати процентов. Однако существует одна особенность. При повышении процентного содержание серебра в составе вещества, снижается пластичность соединения. Следовательно, если деталь требует постоянных изгибов в работе, то паять ее нужно с применением припоя с процентным содержанием серебра меньше двух.
Существует закономерность, которая гласит, что чем меньше толщина металла, тем меньше должна быть температура плавления присадочного материала. Помимо этого низкая температура плавления значительно увеличивает способность материала ровно растекаться по рабочей поверхности. Стоит отметить, что некоторые модели имеют одноименные флюсы, при их совместном применении удается достичь высокого качества соединения.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.





Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение
Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса
В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость
Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях
Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор
При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника

Работа с горелкой
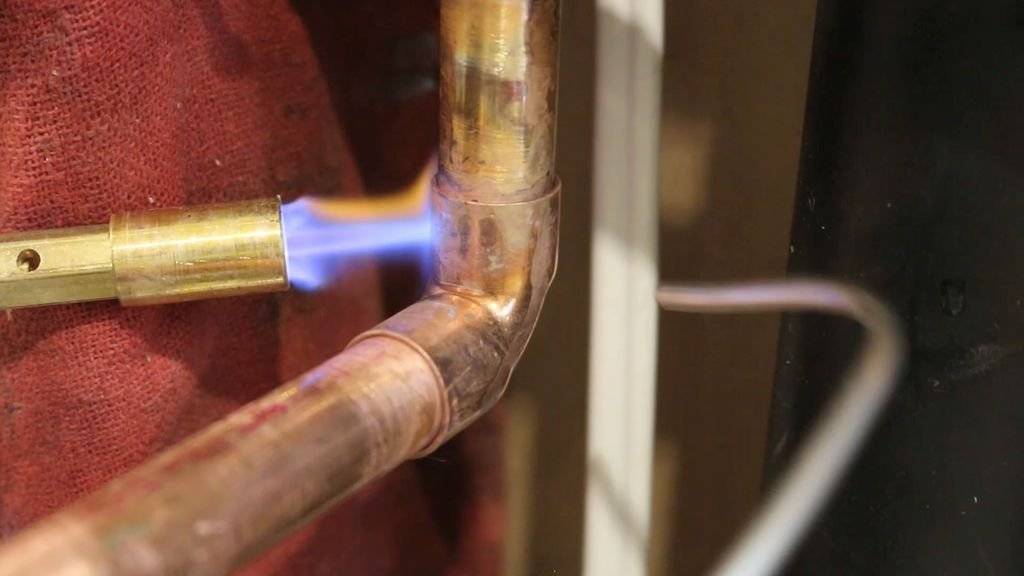
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав
Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
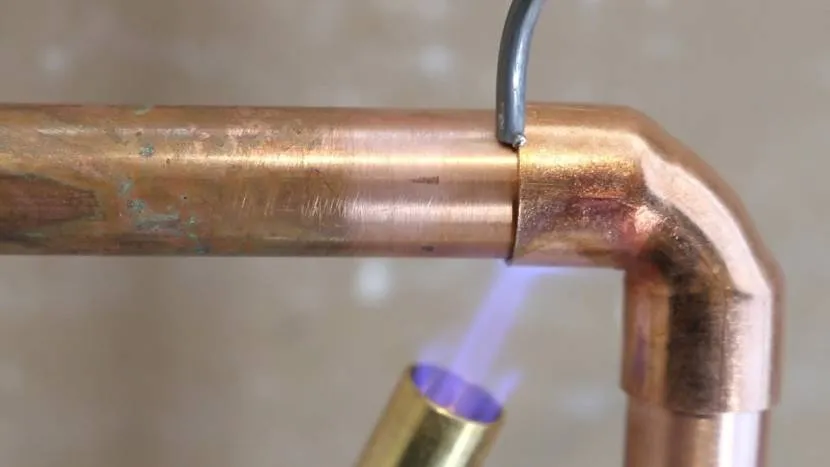
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
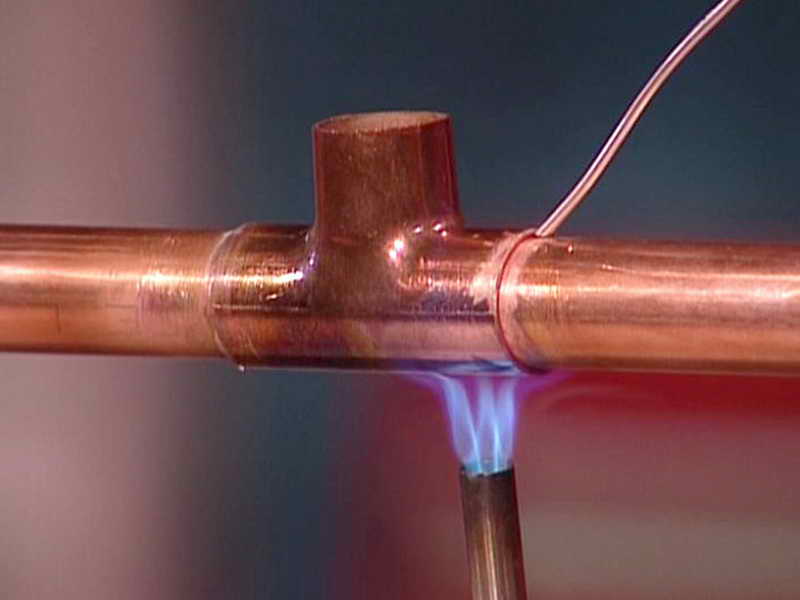
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.







Ход работ во время спаивания
Рассмотрим работы в следующей последовательности:
- Для начала обрежем трубопровод с помощью специальной резьбы;
- Края разреза обрабатываем фаскоснимателем;
- Обрабатываем разрез другой трубы расширителем для труб;
- Проводим проверку на зазоры и пролеты;
- Теперь наносим на деталь небольшое количество пасты.
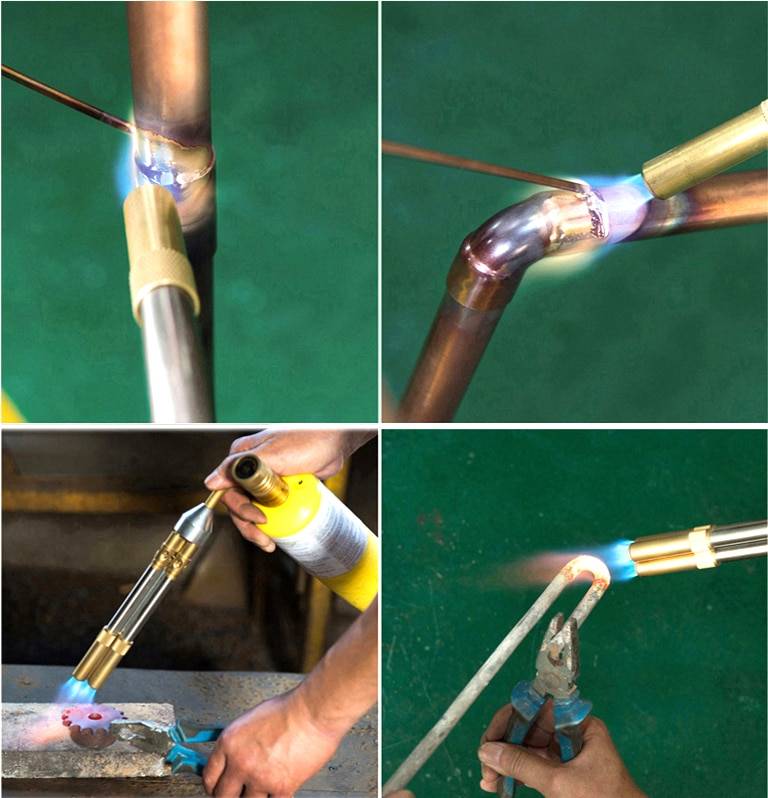
- Нагреваем место соединения так, чтобы тепло распределилось равномерно и приблизилось к норме, которая вам необходима. Для этого нужно использовать специальную горелку для спаивания труб из медного сплава;
- Припаиваем соединение в местах зазоров. Припой должен плавиться и растекаться только от горячей трубы, но никак от открытого огня;
- Лишнюю пасту на соединении мы удаляем с помощью протирания влажной тряпкой либо водой.
Возьмите на заметку!
При нагревании трубы процесс плавления пасты происходит за очень короткий промежуток времени, поэтому очень важно следить за местом пайки, чтобы избежать перегрева. В целом процесс нагрева должен составлять не более 5 минут.
Если детали во время соединения находятся очень близко друг к другу, то этот участок необходимо немного охладить, применив мокрую тряпку
Если этого не сделать, то первое соединение может просто поломаться.
Просим заметить, что при плавлении труб из стального сплава отличается во многом от медных труб по устройствам обработки и также в последовательности и системе работ.
Недочеты, которые не следует допускать во время пайки:
- Не прогревайте место соединений очень слабо, потому, что плавление в таком случаем, может не произойти и в течение службы трубопроводов при малейшем давлении труба может легко обломаться;
- Если температуру плавления сделать больше нормы, то это приведет к тому, что паста сгорит и начнутся образования окисей, что в дальнейшем приведет к разрушению трубопровода в месте соединения;
Если работы проводит опытный и квалифицированный мастер, то он уж точно знает при какой температуре и в какой последовательности нужно проводить пайку труб для качественной и долгой службы.

Меры предосторожности
Стоит заметить! Перед тем как начать проводить работы данного типа следует быть аккуратными и хорошо обученными для этой процедуры. Тип этих работ всегда проводятся с взаимодействием большого градуса и различных химических соединений, которые в процессе выделяют опасный пар. Следует надевать на руки перчатки, которые защищать ваши руки от различных ожогов.
Прежде чем проверить соединение на прочность убедитесь в том, что место спаивания остыло. Имейте в виду, что детали нагреваются до очень высоких температур, следовательно, остывать они будут значительный промежуток времени.
Перед выполнением работ нужно убедиться, что помещение проветривается, если нет такой возможности, то должна быть проведена вентиляция. Также следует надевать помимо перчаток защитную спецодежду, которая защитит вас от различных опасных паров и яда. При усмотрении всех замечаний и сведений вы можете спокойно проводить работы в домашних условиях.
https://youtube.com/watch?v=aFQWzTYZP-4
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Различия по уровню термической обработки
Припои для пайки медных труб различаются по температуре плавления на низко-, средне- и высокотемпературные расходные материалы.

Мягкий припой для медных труб
Компоненты, которые плавятся при низкой температуре, не способны изменить начальные параметры медных элементов, потому что их нагревают только до 150-450 °C. Низкотемпературные припои позволяют создать аккуратное и не очень прочное соединение.
Используется такой расходный материал при монтаже водопровода и систем отопления, на которые не действуют большие нагрузки. С помощью низкотемпературных соединяются трубопроводы диаметром 100 мм, если по ним перемещается вода, нагретая не выше 130 °C.
Расходные материалы, плавящиеся при средней и высокой температуре, позволяют надежно соединить медные детали. Они начинают размягчаться при 450 °C. Верхним порогом температуры плавления является 1110 и 1850 °C в зависимости от вида расходника.
С их помощью создаются прочные швы, устойчивые к повреждениям механического характера и переносящие влияние высоких температур. Поэтому они применяются во время монтажа систем с газом, частных и централизованных сетей отопления.





