

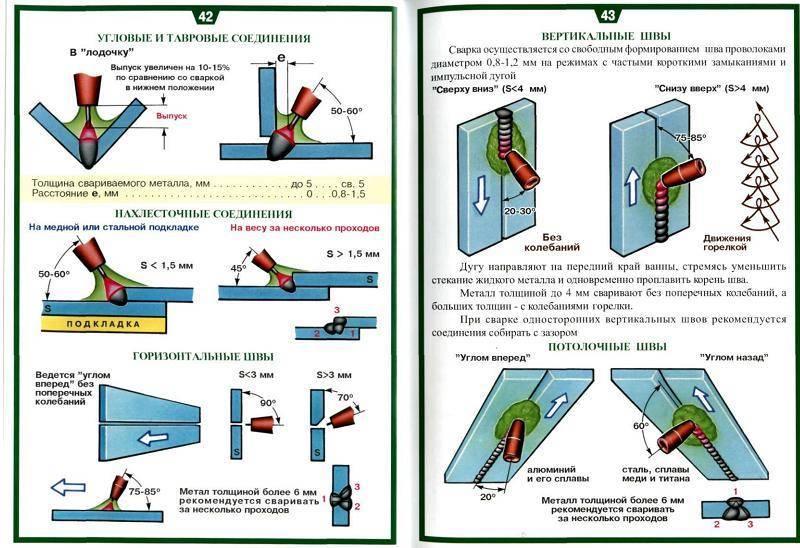
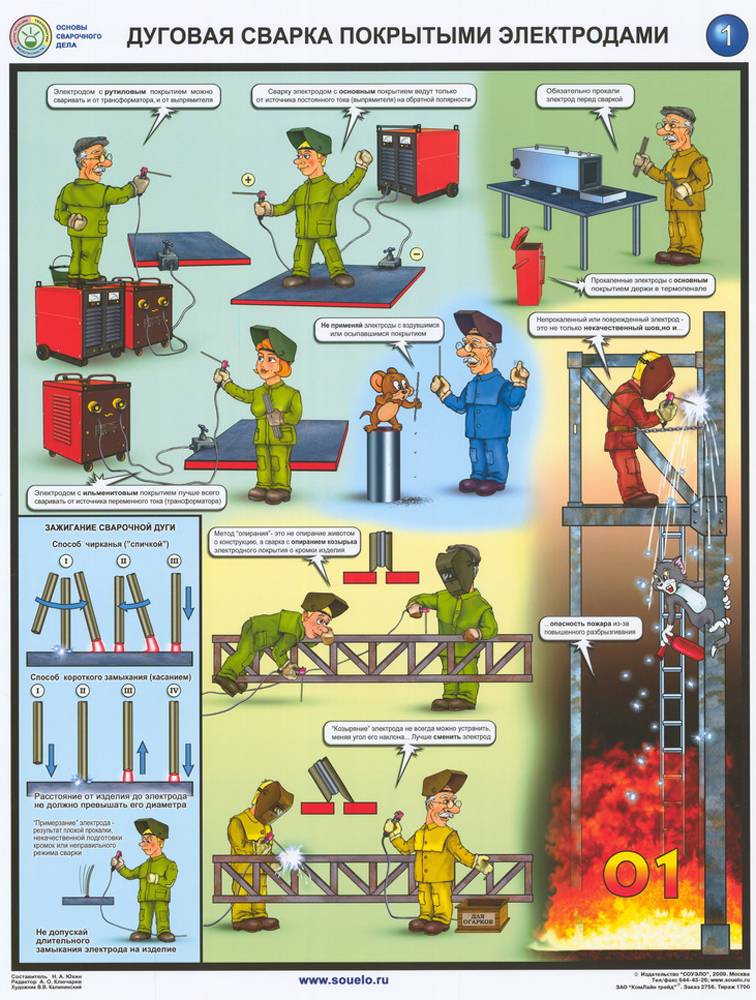
Как правильно вести электрод и, под каким углом его держать
Скорость и угол ведения электрода по поверхности свариваемых деталей определяет не только качество шва, но и позволяет контролировать процесс сварки. Оптимальный подбор угла также обеспечивает удобство работы мастера, позволяет ему вести работы длительное время без усталости и с комфортом.
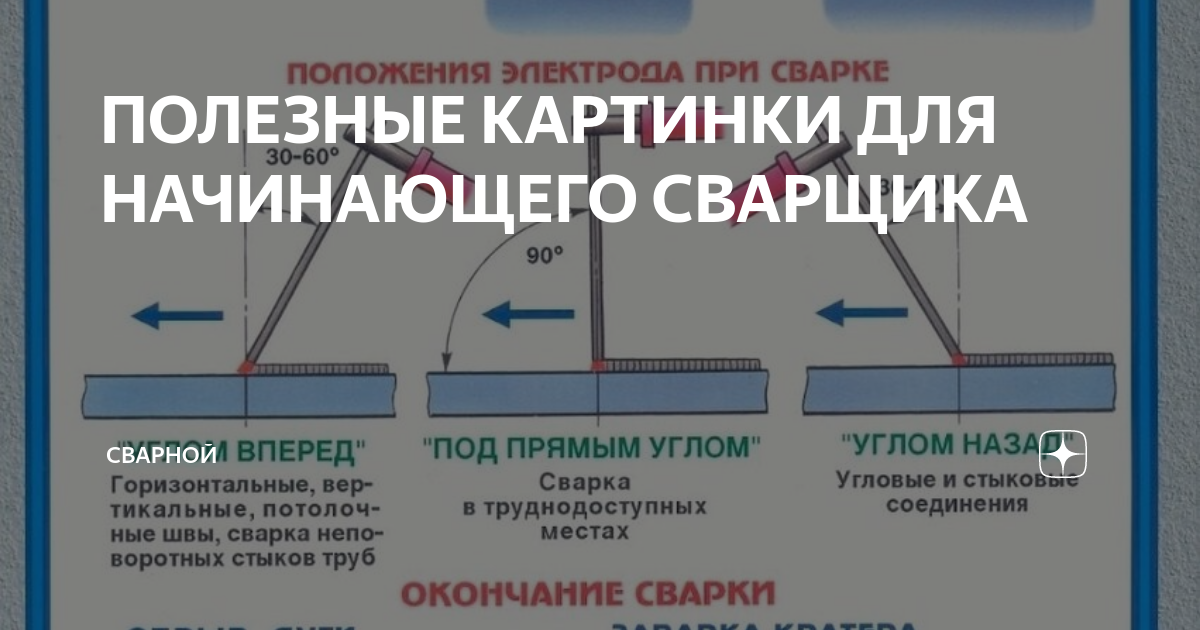
Углы обычно подбирают в диапазоне 30°-60°. Отсчёт угла зависит от следующих критериев:
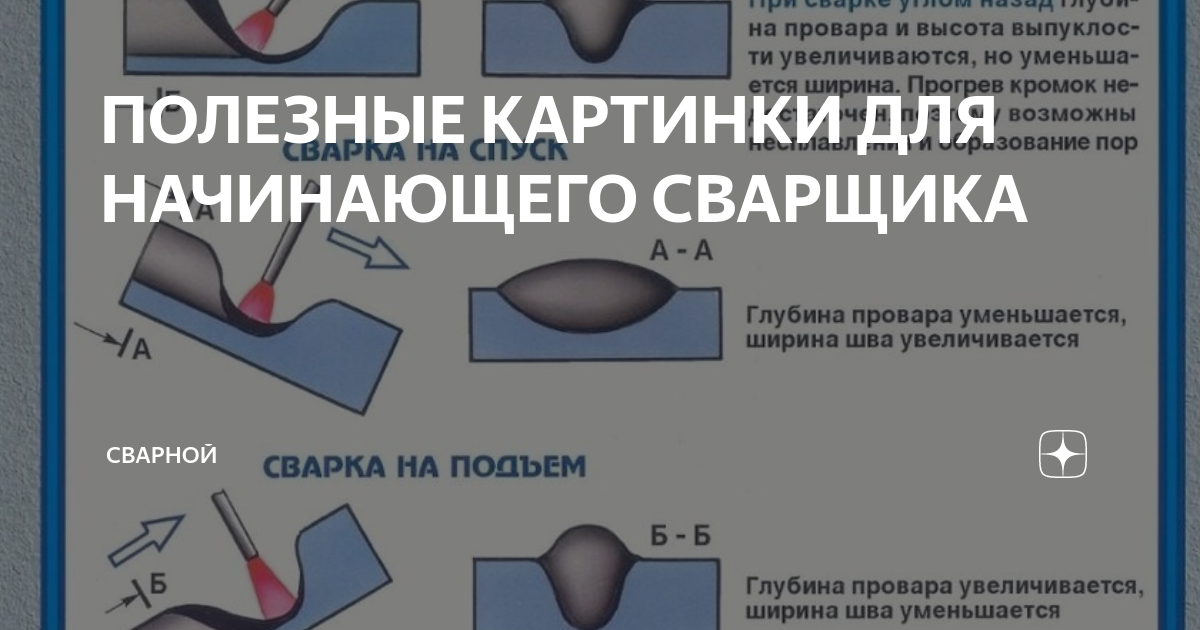
- если требуется не перегревать металл и варить на минимальной температуре, угол выбирается по направлению вперёд;
- для сварки на максимально возможную глубину при выбранных параметрах тока, угол подбирается по направлению назад.
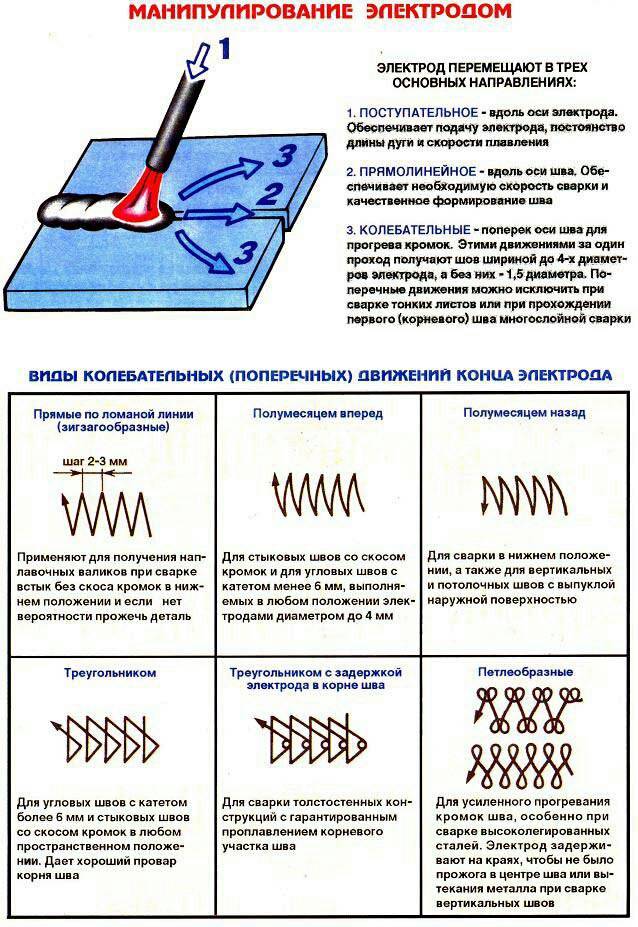
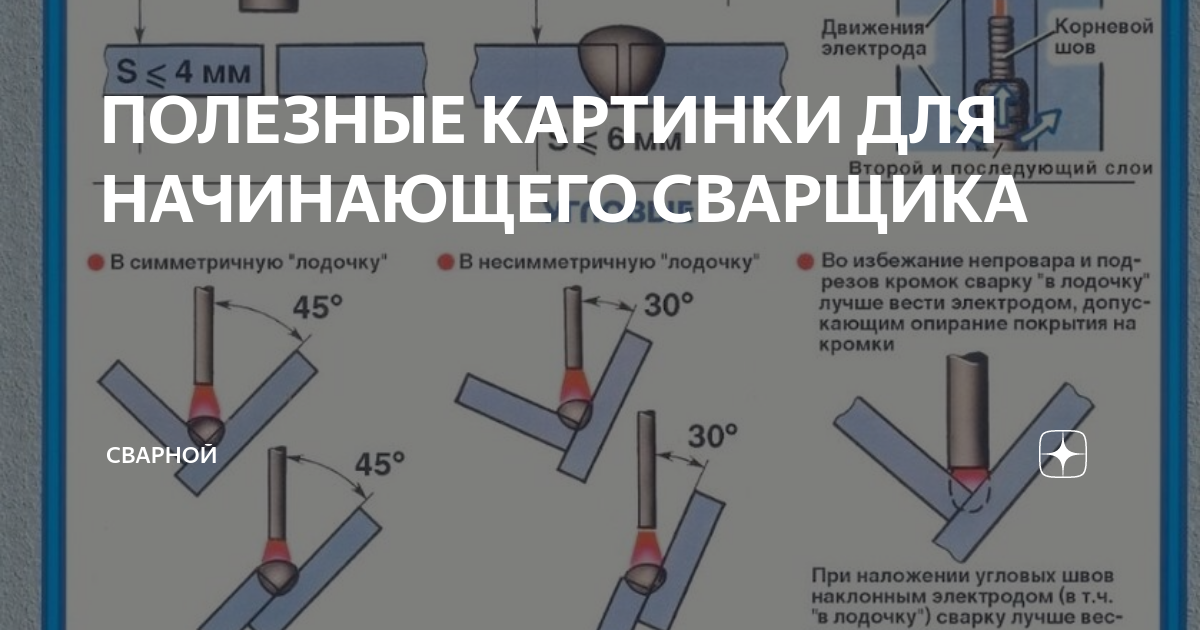
Правильное расположение электродов над поверхностью свариваемых деталей. Стрелками указано направление перемещения и угол.
Перемещение электрода над поверхностью соединяемых конструкций следует выполнять с учётом ряда критериев:
- заранее определяется схема перемещения электрода над металлическими конструкциями, чтобы в процессе сварки не было пауз или излишних наплавлений;
- от скорости перемещения электрода зависит, на какую глубину будет проплавляться металл;
- скорость перемещения определяется временем создания расплавленной ванны металла в точке расплава.
Сварщик должен самостоятельно определять траекторию и скорость перемещения электрода. Если состав металла неизвестен, то лучше потренироваться в подборе электродов, сваривая некондиционные детали с аналогичным составом. Благодаря такому подходу можно избежать множества ошибок.
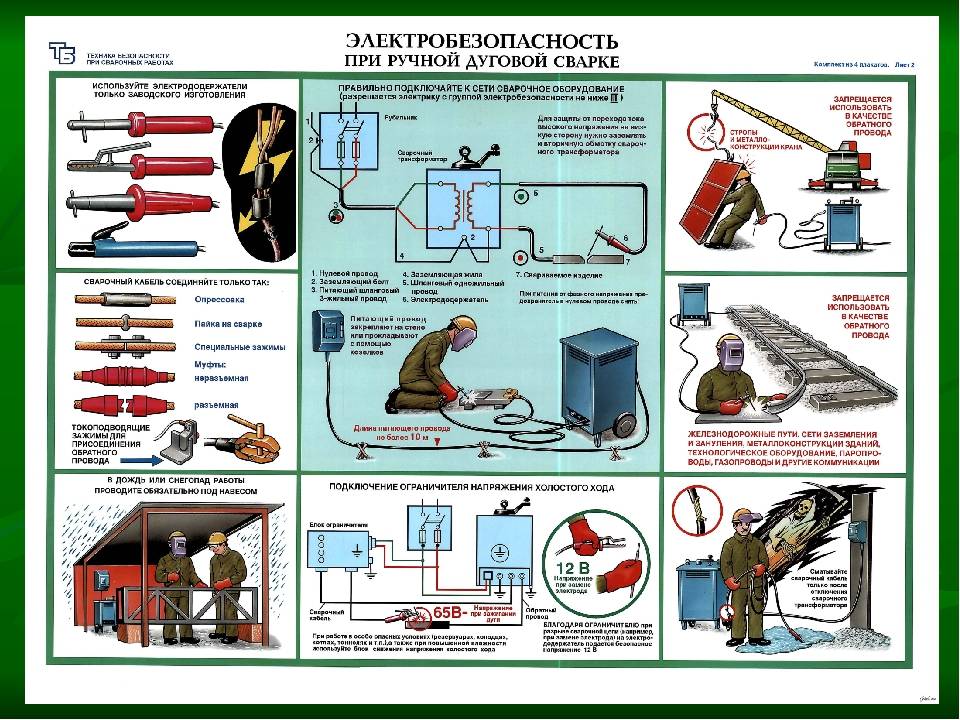
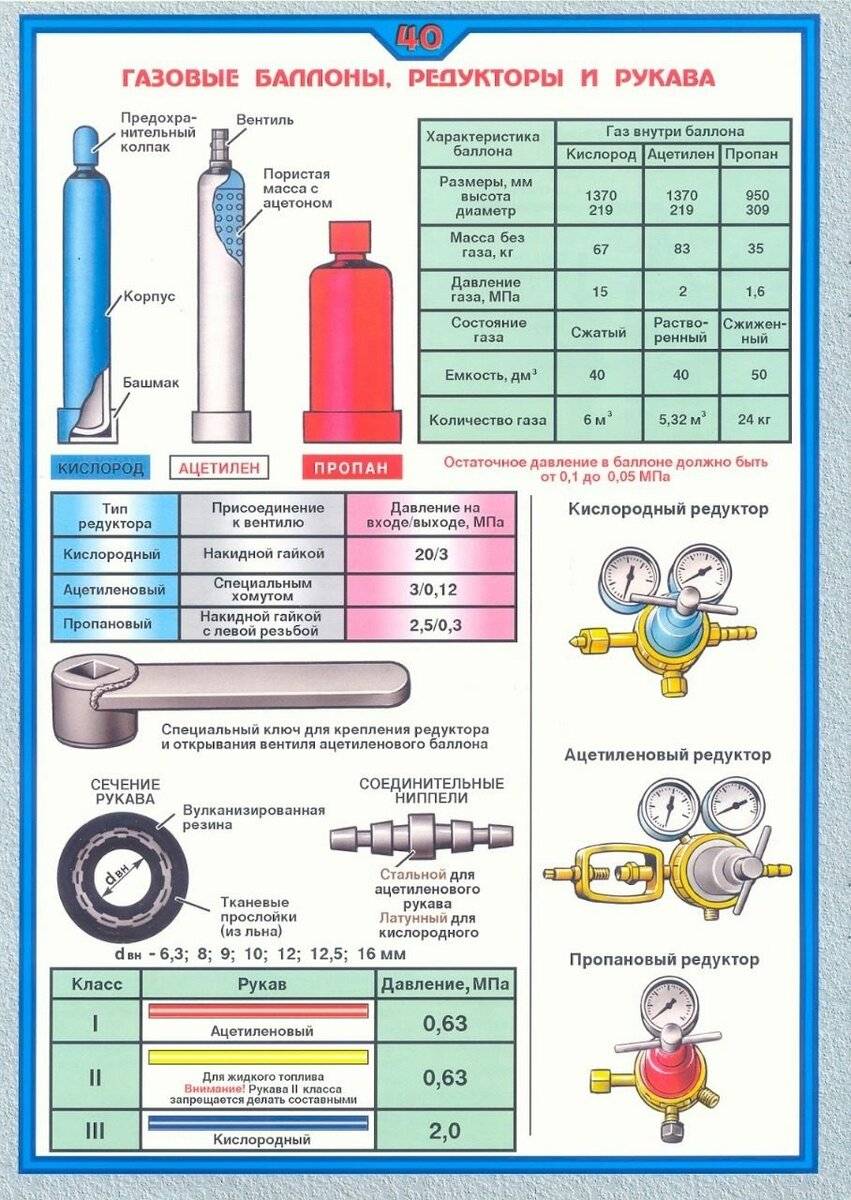
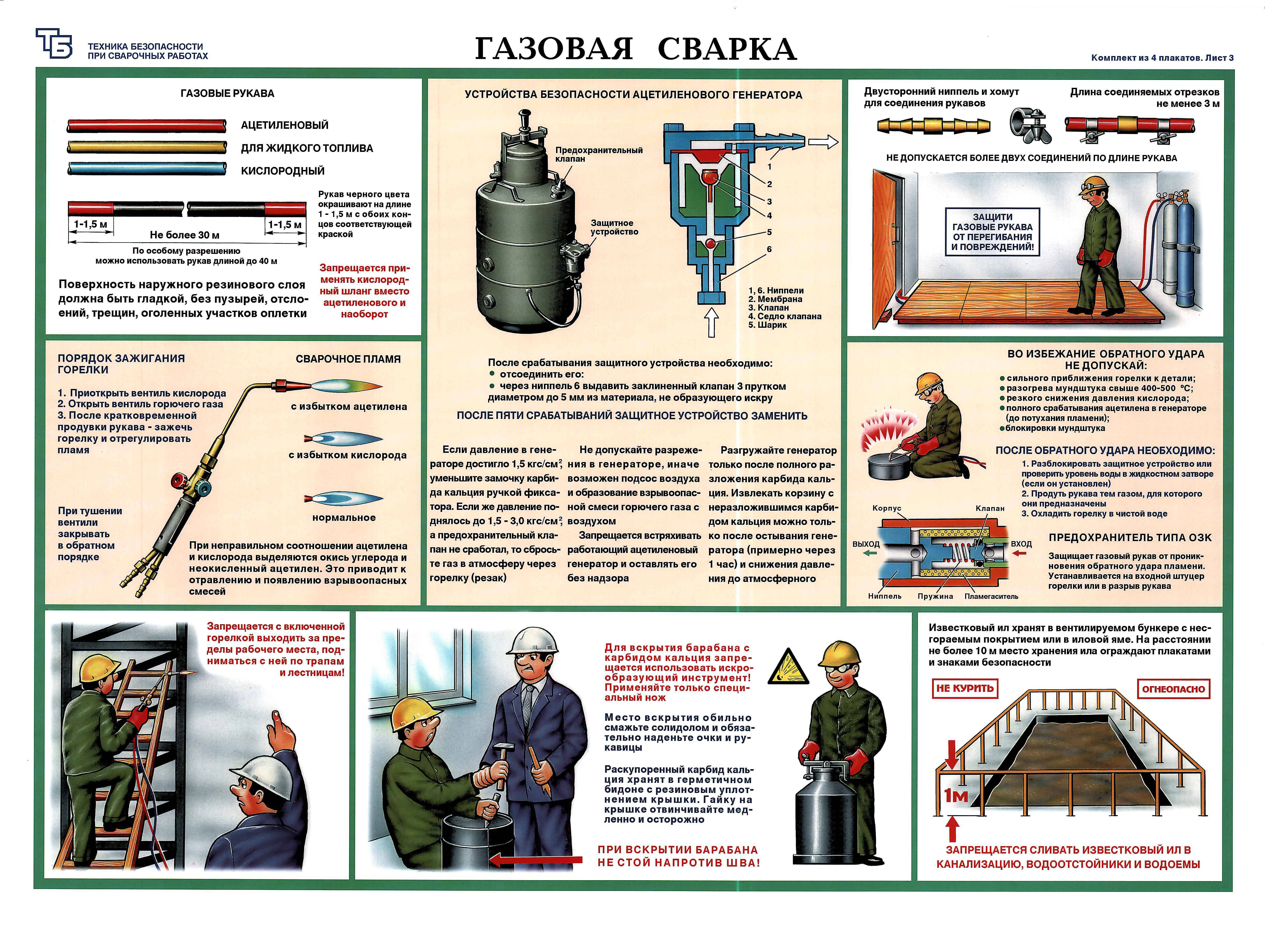
Газосварка и резка
Есть пункт правил, применимый при газовой сварке и резке:
Внимания заслуживают баллоны, их транспортируют только в вертикальном положении. При перевозке вентили накрывают защитными колпаками. Проверяют заправку баллонов, чтобы избежать резкого снижения давления газа во время работы.
Если во время работы слышны хлопки от обратного удара, газ перекрывается в определённой последовательности: сначала ацетилен, только потом кислород. Газовые генераторы для безопасности отключаются строго по инструкции. От рабочей зоны газ располагается на расстоянии не менее 5 метров. Шланги для безопасности подвешиваются.
Горелку перед работой проверяют, особенно опасно присутствие масла – увеличивает детонацию
Смотрят инжектор, редуктор.
Во время сварки важно соблюдать зазор между мундштуком и деталью, чтобы было постоянное давление газа.
Газовая сварка
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать – важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Азы сварки
Прежде чем приступать к обучению, необходимо купить или взять в аренду сварочный аппарат. Также не помешает большое количество электродов, потому что в ходе учебы большая их часть будет испорчена – от этого никуда не денешься. Прежде чем вы достигнете более ли менее достойного результата, уйдет не один десяток электродов. Чтобы проводить сварочные работы своими руками в домашних условиях, лучше покупать электроды 3 мм в диаметре. Это оптимальный вариант для новичков, потому что если купить более тонкие, она попросту перегорят, поскольку предназначены для более «ювелирных» работ, а толстые электроды спровоцирую перегрузку электросети.
Ручная луговая сварка потребует от ученика много терпения и еще больше усидчивости. Только при постоянной практике можно добиться хороших результатов. Если у вас есть знакомые сварщики, лучше, чтобы обучение проходило под их контролем, потому что переучиться делать неправильно гораздо сложнее, чем сразу сделать все верно.





Ход работы:
- Для практики варки металла подойдет кусок ненужного металла. Подготовьте рабочее место, поставьте возле него ведро холодной воды. Не работайте на деревянном верстаке – помните о правилах пожарной безопасности, поскольку даже самые маленькие частички электродов могут стать причиной возгорания.
- Крепко зафиксируйте «заземление» на детали. «Земля» должна быть хорошо изолирована.
- Выставите необходимую мощность тока в соответствии с диаметром электрода.
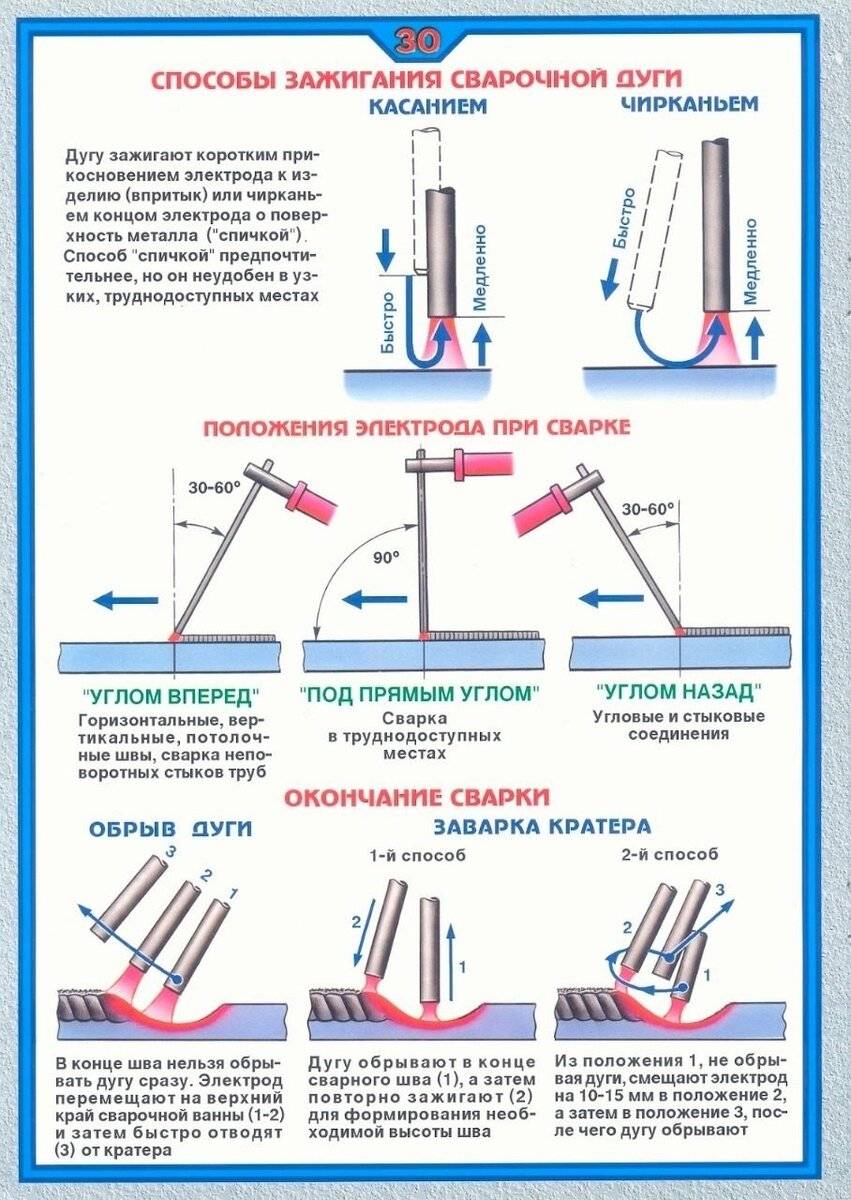
- Зажгите дугу, поставив электрод под углом в 60 градусов к металлической поверхности и медленно проведя им по заготовке. Когда появятся искры, дотроньтесь электродом до металла, приподняв его так, чтобы пространство не превышало 5 мм. При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.
- Когда у вас получилась устойчивая дуга, потренируйтесь в наплавке валика. Зажгите и медленно двигайте электрод в горизонтальном направлении, производя колебательные движения и как-бы «подгребая» расправленный металл к центру дуги. В результате у вас должен образоваться симпатичный волнистый шов.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски – полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».
Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Что такое сварочный инвертор и как он работает
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Ошибки начинающего сварщика
Новички часто совершают типичные ошибки. Выделим 5 из них:
- Неправильно выбирают ток, что приводит как прожиганию дыры, так и прилипанию электрода.
- Сварка проводится слишком быстро. Кривой и тонкий шов — последствия спешки, когда электрод не успевает прогревать металл.
- Сразу варить без отрыва, что приводит к появлению прожогов.
- Слишком маленькие или слишком большие зазоры между заготовками.
- Неправильный выбор сварочной маски со светофильтром, что приводит к ожогу глаз.
Таким образом, научиться варить металл конвертором — непростая задача. Только терпение, приобретение правильных умений и навыком приведет к желаемым результатам. Спешка лишь замедлит прогресс. Но если из каждой ошибки извлекать опыт, то в прекрасный день новичок станет опытным сварщиком. И сможет сварить любую металлоконструкцию, что нужна на даче, не хуже профессионалов.
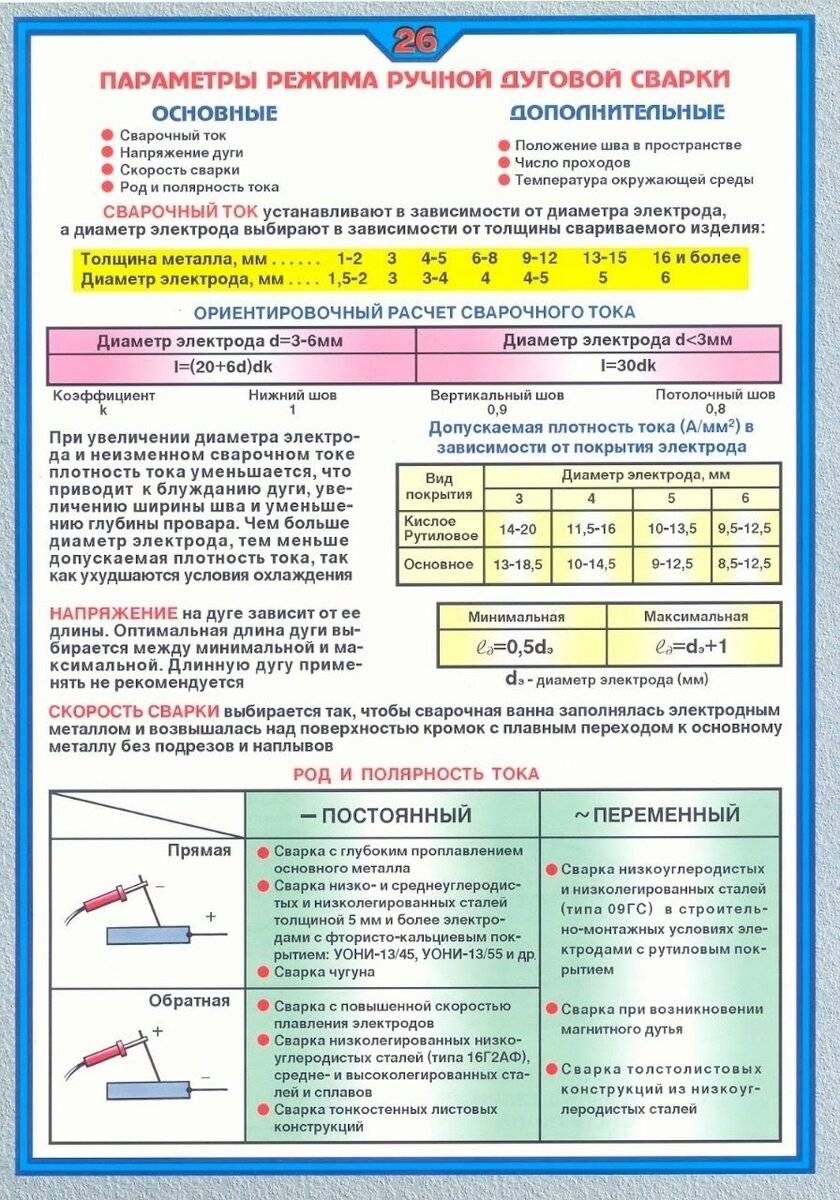
Как подобрать диаметр электрода
При подборе диаметра электрода нужно учитывать тот факт, что чем он толще, тем больше по величине токи способен выдерживать, а, соответственно, сваривать более массивные конструкции. Таблица 1 позволит подобрать оптимальный вариант.
Таблица 1. Зависимости толщины свариваемой стали от диаметра электрода и величин тока, на который он рассчитан.
Толщина стали, мм | Диаметр электрода, мм | Сила тока, А |
1,5 | 1,6 | 45-50 |
2 | 2-2,5 | 60-70 |
3 | 2,5-3 | 75-90 |
| 4-5 | 3,2-4 | 95-120 |
| 6-12 | 4-5 | 120-150 |
| Более 13 | 5 | 145-155 |
Для сварки следует использовать качественные электроды с неповреждённой оболочкой. Любые дефекты могут стать причиной создания некачественного шва.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист. На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой
Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
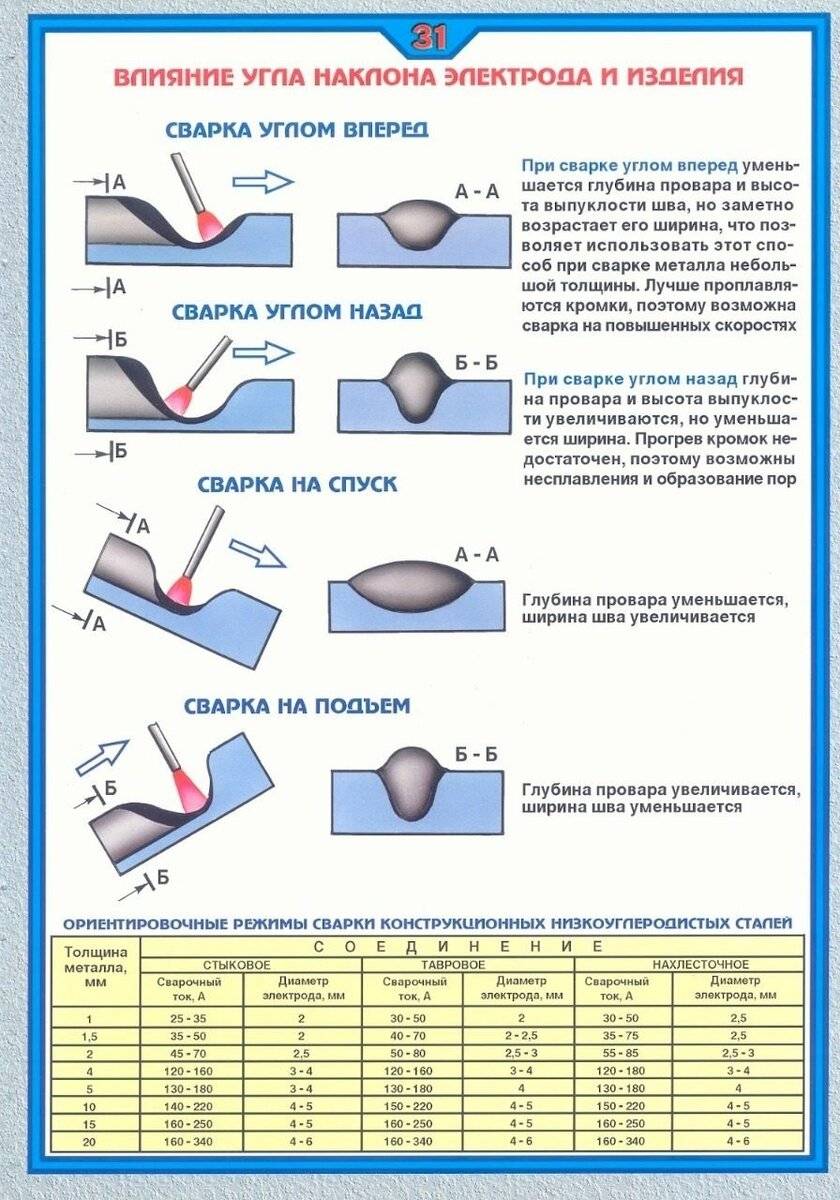
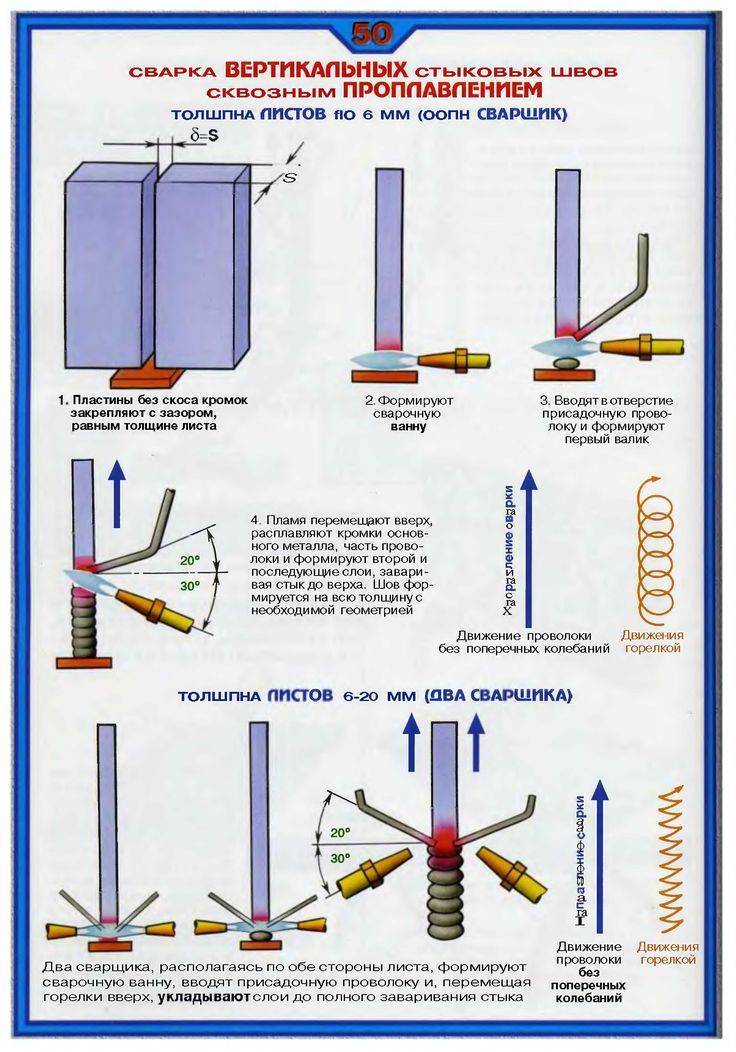
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
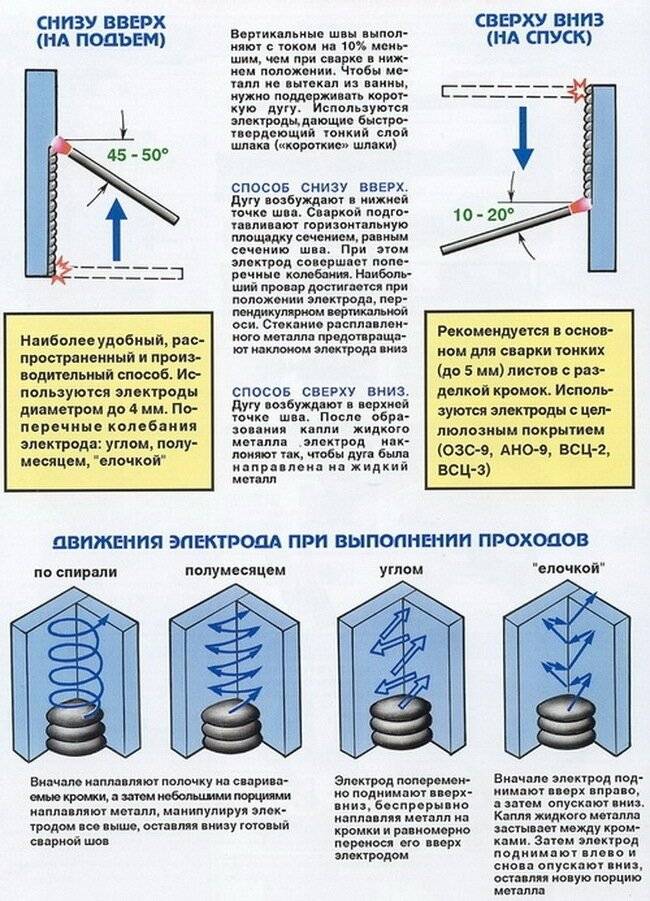
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
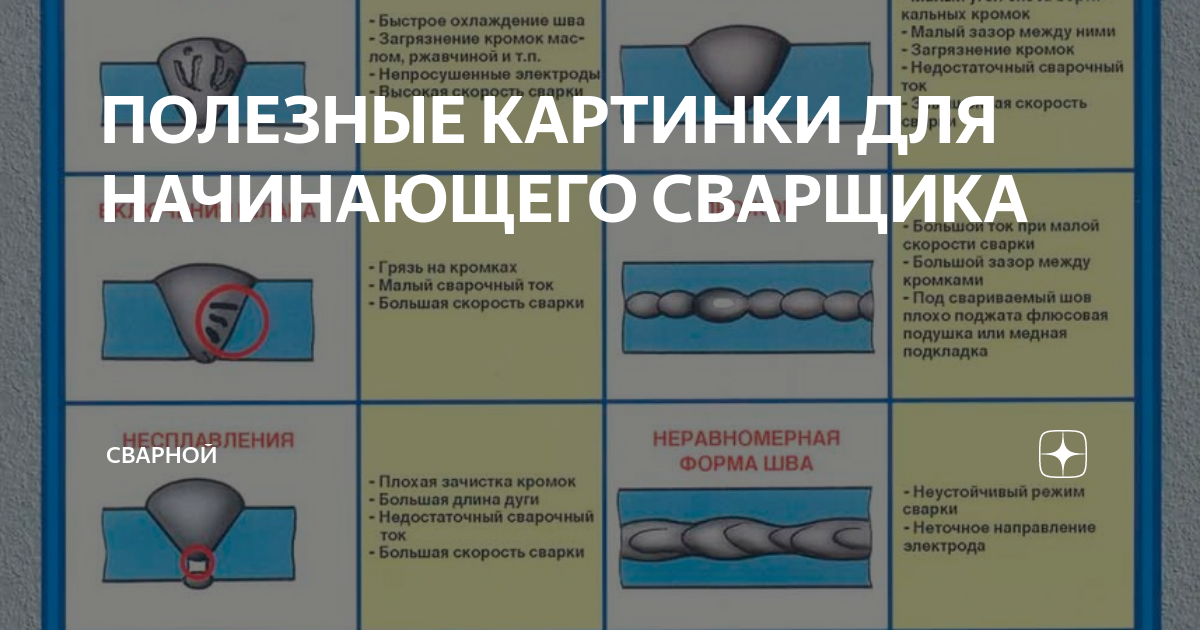
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.



После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Сварка алюминия сварочным инвертором
Технологии сварки алюминия и различных его сплавов достаточно сложны по следующим причинам:
- Металл покрывает оксидная пленка с температурой плавления 2000⁰C, в то время как у черного металла — 660⁰C.
- Перед сваркой поверхность очищается. Полностью удаляется оксидная пленка.
- Значительный перепад температур снижает прочность металла.
- Высокая текучесть алюминия затрудняет накладывание вертикально расположенных швов.
- Металл стремится быстро сбежать из сварочной ванны.
- Заготовка чаще при усадке деформируется, швы — растрескиваются.
- Нагрев не изменяет цвет алюминия, что усложняет контроль и соблюдение технологии при инверторной сварке.
Инверторы для сварки алюминия
Для сварки алюминия подойдет как дешевый непритязательный инвертор, так и имеющий функции MMA и TIG. Выставляемая сила тока — 200 А и электроды со спецпокрытием.
Инверторы, которые имеют осциллятор, зажигают дугу бесконтактно.
Также полезны опции:
- затухания дуги;
- контроль полярности;
- импульсный режим.
Компактные модели со всеми опциями стоят дороже, но удобнее при транспортировке.
Технология сварки алюминия инвертором
Сварка алюминия проводится в такой последовательности:
- Обрабатываем места соединения, снимаем фаски. Чем толще куски алюминия, тем больше снимаем. Соблюдаем угол 45 — 60⁰.
- Очищаем заготовки в 20-30 мм от края щеткой по металлу от оксидного слоя, обезжириваем растворителем.
- Размещаем заготовки с зазором 1-2,5мм.
- Под тонкие листы алюминия (до 5 мм) подкладывает керамические и графитовые пластины.
- Сварку выполняем постоянным током плавящимися специальными электродами. Либо вольфрамовыми. Но тогда выбираем переменный ток.
- Электрод располагаем перпендикулярно, удерживаем короткую дугу.
- Для получения одинакового широкого шва, прихватываем заготовки с двух сторон.
- От толщины металла зависит как ток сварки, так и диаметр применяемого электрода.
- Толстые детали свариваем несколько раз. Накладываем шов — зачищаем от шлака, выполняем новый.
- Алюминиевые электроды сгорают быстрее стальных! Поэтому сварка алюминиевых заготовок намного сложнее.
Оборудование и экипировка
 Итак, что потребуется начинающему сварщику?
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используютсякрайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы





